
Содержание
DM 101-6T Белоснежный глянец пленка ПВХ для фасадов МДФ
0 руб
В корзине нет товаров
Каталог
DM 101-6T Белоснежный глянец пленка ПВХ для фасадов МДФ
348 руб
Производственная плёнка ПВХ для фасадов МДФ имеет повышенную пластичность, обладает химической, тепло- и влагостойкостью, трудно воспламеняема, нетоксична.
Лидерующие позиции по реализации специальных пленок ПВХ для качественного прессования вакуумом занимает компания «8-я Степень»
Ассортимент наших плёнок удовлетворит даже самого взыскательного потребителя в строительном сегменте.
Специальные цены на ролики, поддоны, фуры.
Термовакуумное прессование как опция, если у Вас нет термопресса для плёнок.
Используется, как сопутствующий материал для выпуска мебели, а также для облицовки дверей и стеновых панелей.
Коллекции и цвета в наличии от ведушего корейского производителя.
Идеальное соответствие цены и качества закупаемых у нас материалов.
Избежать элементарные ошибки при заказе поможет профессиональная консультация персонального менеджера.
Подберём плёнку под Ваш запрос, отправим дополнительные фотографии, подскажем, где и как использовать нашу продукцию.
Любимые клиенты остаются довольны коммерческими и техническими аспектами сделки.
Единственный метод 3D-облицовывания фасадов основан на том, что после нагревания ПВХ-пленка приобретает пластичность, а после охлаждения сохраняет форму предмета, на который нанесена.
Наиболее распространенное изделие для отделки мебельных фасадов — термопластичная ПВХ-плёнка, одно из достоинств которой – более низкая стоимость в сравнении с другими материалами. Отличается демократичностью и цена на клей для плёнок ПВХ.
Колоссальный опыт специалистов дает возможность подобрать облицовочные материалы (пленки ПВХ для мембранно вакуумного прессования) в короткие сроки.
Индивидувльные требования к качеству и внешнему виду современной мебели постоянно растут, поэтому в мебельном дизайне широкого используются различные объемные элементы без стыков, облицованные одним и тем же материалом.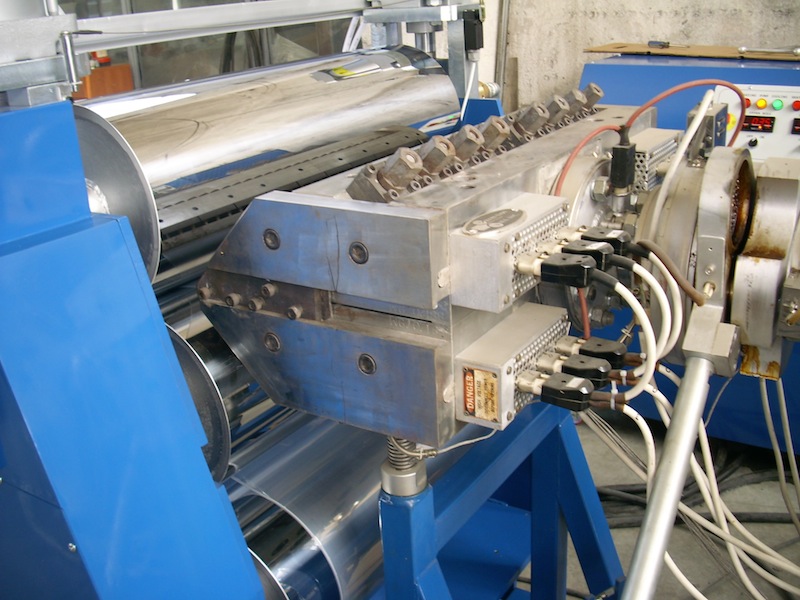
- Характеристики
- Описание
- Отзывы (0)
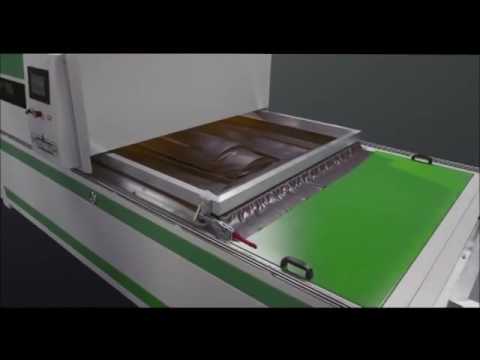
Процесс 3D-облицовывания состоит из следующих этапов:
- необходимо нанести на заготовку вакуумный клей,
- просушить его,
- собрать прессуемый пакет,
- разогреть пленку и клей,
- прижать прогретую пленку к поверхности рельефа основы за счет разности давления,
- выдержать,
- снять давление,
- обрезать излишки клея.
То есть суть отделки неплоской поверхности в том, чтобы плотно, с определенным усилием прижать облицовочный материал к основе и выдержать до полного отвердевания клея. С особой аккуратностью следует наносить клей в области кромки, фрезерованных и закругленных частей. Клей для пленки ПВХ наносится двойным слоем.
Особенности работы с клеем для вакуумного прессования
Имеющий полиуретановую основу данный продукт был специально разработан для термической облицовки рельефных поверхностей (3D) из ДСП, МДФ, ДВП при использовании мембранно-вакуумных прессов в заводских условиях.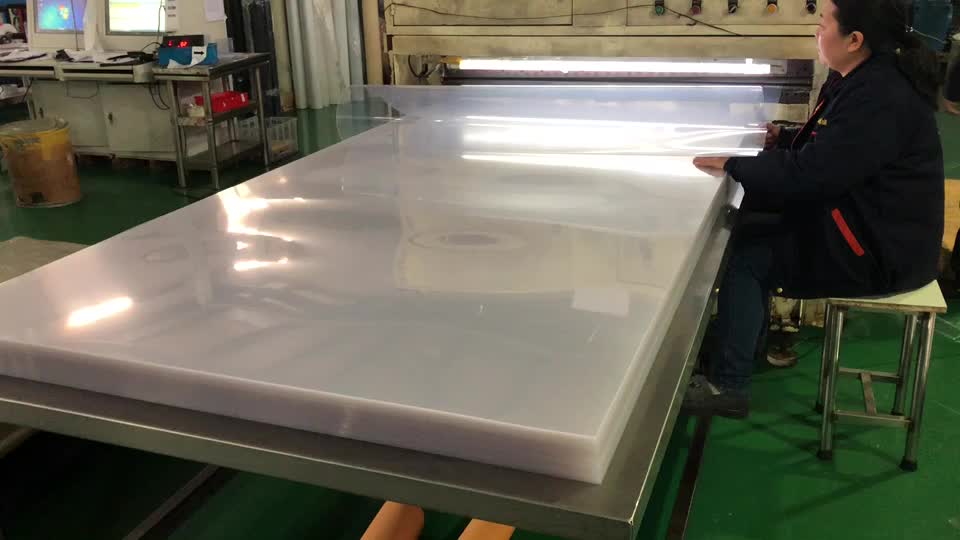 Необходимость в приобретении клея для пластика обычно возникает у промышленных предприятий, в частности занимающихся мебельным производством.
Необходимость в приобретении клея для пластика обычно возникает у промышленных предприятий, в частности занимающихся мебельным производством.
Клеи для вакуумного прессования пленки ПВХ являются материалом, сразу готовым к применению. Подобные составы образуют эластичный клеевой шов с высокой адгезией к полимерным материалам и отличной теплостойкостью соединения (не менее 100 °С), а также устойчивостью к воздействию масел, жиров, влаги. Другими положительными свойствами клея для вакуумного прессования являются:
- обеспечение ровной поверхности без эффекта «шагрень»;
- активация клеевого шва при температуре от 55-65 °С;
- возможность прессования фасадов до 7 дней;
- водостойкость клеевого соединения согласно DIN EN 204;
- способность выдерживать повышенное давление в области соединения;
- пожаро- и взрывобезопасность;
- экологическая чистота.
Для прессования используют двух- или однокомпонентный полиуретановый клей. Особенно высоко востребован второй тип вещества, поскольку он не требует добавления отвердителя. Клей наносится на сухую и чистую основу комнатной температуры (20 °С) одним слоем. Способ – воздушное распыление. После высыхания первого слоя, второй наносится на кромку, закругленные или фрезерованные части поверхности.
Клей наносится на сухую и чистую основу комнатной температуры (20 °С) одним слоем. Способ – воздушное распыление. После высыхания первого слоя, второй наносится на кромку, закругленные или фрезерованные части поверхности.
При работе с клеем для вакуумного прессования пленки ПВХ необходимо следить за количеством применяемого продукта. В противном случае может произойти закупорка пор или заливание поверхности. Стоит отметить, что характеристики готового изделия будут зависеть от качества не только клея, но и рабочих материалов. После завершения вакуумного прессования конечная прочность достигается по истечении 3-5 дней. Остатки клея с изделий, инструментов и оборудования следует смывать теплой водой, не дожидаясь его засыхания.
Характеристики
| Ширина | 1000-1470 | мм |
| Толщина | 0,16-0,5 | мм |
| Метраж в рулоне | глянцевые 170-270 матовые 250-350 | п.м |
| Страна производства | Южная Корея |
Указания по облицовыванию
Облицовывание профилированных деталей в мембранных прессах и прессах без мембраны.

Тиснение и глянец остаются стабильными при температуре 120°С.
В качестве клеевого материала используется полиуретановый дисперсионный клей. Он наносится вместе с отвердителем/сшивающим агентом, причем в зоне кромки и внутреннего радиуса он наносится распылением дважды (с короткой промежуточной сушкой). В сочетании с высокой температурой прессования (активации) эти меры способствуют повышению теплостойкости готовой детали до 80 — 90°С.
На обратную сторону пленки нанесен адгезионный состав (праймер).
Цикл прессования пленок толщиной 0,3 мм составляет (ориентировочные показатели):
Температура обогреваемых плит пресса с мембраной 140°С (мембрана 110°С) Температура обогреваемых плит пресса без мембраны 125°С Время предварительного нагрева 40 – 80 секунд Создание вакуума (иногда в сочетании с предварительным откачиванием) 5 секунд Время прессования 35 – 50 секунд Усилие прессования 4 – 5 бар Охлаждение/открывание пресса 20 секунд
Хранение
- Бухты хранить вертикально в прочно установленном состоянии.

- Не допускать повреждений от ударов, избегать давления на бухты.
- Материал при хранении не должен подвергаться солнечному и температурному воздействию.
| Коллекция | Однотонная |
|---|---|
| Дизайн | Однотонная Плёнка |
| Покрытие | Глянец |
| Основной Цвет | Белый, Кремовый |
| Текстура материала | Гладкая |
| Вид Пленки | ПВХ |
| Ширина, мм | 1400 |
| Эффект-декоры | Нет эффектов |
| Длина рулона | 70-120м.п. |
| Направление рисунка декора | Универсальное |
| Толщина материала | 0,4мм |
| Минимальна партия | 5м.п. и далее кратно 1м.п. |
| Скидка на опт | договорная |
| Страна торговой марки | Южная Корея |
| Страна — производитель | Южная Корея |
Написать отзыв
Работа с клеями для мембранно-вакуумного прессования — Ирисар™
Lekoll Ma и Lekoll Ma. st производства компании «ЛЕКАПЛАСТ» это однокомпонентные клея (поликомпонентные эмульсии) на основе полиуретановой дисперсии предназначенные для термооблицовывания рельефных панелей термопластичной мебельной пленкой в мембранных либо безмембранных прессах..
st производства компании «ЛЕКАПЛАСТ» это однокомпонентные клея (поликомпонентные эмульсии) на основе полиуретановой дисперсии предназначенные для термооблицовывания рельефных панелей термопластичной мебельной пленкой в мембранных либо безмембранных прессах..
Нанесение клея
Клеевая система для мембранно-вакуумного прессования наносится распылительным пистолетом либо вручную валиком.
- Так как клей является полиуретановой дисперсией, материал, (т.е. мешалка, ведро и.т.п.) с которым соприкасается клей должен быть из пластика или нержавеющей стали. В противном случае клей может коагулировать.
- Полиуретановые дисперсии реагируют с водой и влажностью. С точки зрения безопасности это значит, что клей для мембранного прессования необходимо распылять в соответствующей камере с вытяжкой. Недостаточные меры могут оказать отрицательное влияние на слизистую оболочку глаз и дыхательных путей.
- Рекомендуемые данные для распыления пистолетом
- давление на клей в напорном баке 1 — 2 бар.
 ;
; - давление при распылении 2,5 — 4 бар.;
- оптимальный диаметр сопла 1,3-1,5 мм.
Распыление клея
- Перед нанесением клея необходимо очистить подложку от частиц пыли и других поверхностных загрязнений. Клей наносится на основу, выдержанную до комнатной температуры — 20°С. Температура склеиваемых материалов, также как и клея, должна быть около — 20°С. Необходимо обращать внимание на особенно тщательную предварительную обработку поверхности материала (МДФ-плиты). Неровные поверхности не возможно идеально компенсировать (выровнить) толстой плёнкой или слоем клея.
- На пласть (поверхность) достаточно нанести один слой клея. После нанесения первого слоя на все части обрабатываемой детали и его высыхания, наносится второй слой, на кромку, фрезерованные и закругленные части поверхности. При распылении первого слоя рекомендуется наносить минимальное количество клея, во избежание закупорки пор и заливания поверхности. Во время нанесения второго слоя клей должен быть виден невооруженным глазом.
 Качество поверхности с уже нанесенной клеевой системой зависит не только от техники нанесения и клея, а также от качества МДФ.
Качество поверхности с уже нанесенной клеевой системой зависит не только от техники нанесения и клея, а также от качества МДФ.
При соблюдении вышеуказанных параметров расход составляет 50-80 г/м2 (ровная поверхность), 100 г/м2 (кромка, фрезерованные части).
- Особое внимание обратите на аккуратное нанесение клея в области кромки и фрезеровки (двойное нанесение).
Принудительная сушка клея
- После нанесения клея плиты складываются штабелем на этажерке для высушивания деталей в естественных условиях. Длительность сушки варьируется в зависимости от температуры в помещении и влажности воздуха — не менее 30 минут.
- Сократить длительности сушки можно за счёт отвода воздуха насыщенного влагой. Этажерку для высушивания деталей с МДФ-плитами проводят через канал с циркуляционным воздухом. В этом случае канал открыт с обеих сторон и обдувается сухим воздухом комнатной температуры. Время сушки сокращается на 10-15 минут по сравнению с сушкой без обдува.
 Температура в канале с циркуляционным воздухом должна быть между 20 — 25°С ни в коем случае не выше. При обдуве клея важно обращать внимание на полное его высыхание.
Температура в канале с циркуляционным воздухом должна быть между 20 — 25°С ни в коем случае не выше. При обдуве клея важно обращать внимание на полное его высыхание.
Активация — прессование
- После сушки, детали с клеем выкладываются в пресс для дальнейшей запрессовки. При запрессовки обрабатываемые детали помещаются на так называемую подложку 12-16 мм высотой. Подложка должна быть меньше детали на 3 мм. с каждой стороны (исключение PIN-система). Чтобы пленку можно было формовать, необходимо её подогреть, в зависимости от типа плёнки, глубины профиля и технологии прессования температура лежит — между 90°С и 140°С (чем тоньше плёнка, тем ниже температура). При прессовании высокоглянцевых пленок, используется, как правило, более низкая температура и более длительное время прогрева пленки.
- Необходимо обратить особое внимание на то, что во время вакуумного вытягивания и прессования в клеевом шве должна достигаться температура не менее 60°С для Lekoll Ma, и не менее 70°С для Lekoll Ma_st.
 Этим обеспечивается 100% реактивация клея.
Этим обеспечивается 100% реактивация клея. - Температура прессования, установленная на оборудовании, отличается от температуры в клеевом шве. Поэтому рекомендуется при так называемом «сухом прессовании» измерять температуру на пласти, на кромке детали и на различных участках прессовочного стола при помощи температурных индикаторов (Testo либо Tele-T-Profiler).
- Смотря по типу прессования (с мембраной / без мембраны), типа плёнки, толщины плёнки выбираются следующие ориентировочные параметры:
| Время прогрева ПВХ плёнки | 25 — 60 секунд |
| Температура прессования | 90 — 140° С без мембраны (относительно ПВХ-пленки) |
| 90 — 140° С с мембраной (относительно ПВХ-пленки) | |
| Время прессования | 30 — 60 секунд |
| Давление прессования | около 4 — 5 бар |
Последующая переработка
- Клея для мембранного прессования состоят из полиуретановой дисперсии.
 Происходит химическая реакция с влажностью материала и окружающей средой. Окончательная прочность достигается через определённое количество времени. В зависимости от остаточной влаги в МДФ-плите и содержания влажности в окружающей среде.
Происходит химическая реакция с влажностью материала и окружающей средой. Окончательная прочность достигается через определённое количество времени. В зависимости от остаточной влаги в МДФ-плите и содержания влажности в окружающей среде. - В момент завершения процесса прессования последующая реакция ещё не завершилась, это значит, что клеевая плёнка все ещё находится в термопластичной фазе. Дабы исключить излишнее давление на клеевое соединение по кромке, а также во фрезерованных местах и дать клеевой системе время для рекристаллизации необходимо:
— дать время (не менее 5 минут) остыть склеенным деталям на запрессовочном столе, затем приступить к грубой обрезке пленки и в завершение произвести обрезку свесов и очистку.
- В практике после процесса прессования оклеенная деталь сначала грубо вырезается и после короткого охлаждения точно обрезается от остатков плёнки, что может повлечь за собою неблагоприятные результаты склейки в районе кромки.
- Окончательная прочность достигается в среднем через 3 — 5 дней.
- Тест на термоустойчивость готовых деталей должен проводиться лишь спустя 7 дней после запечатывания.
Соблюдение вышеуказанных параметров гарантирует качественную адгезию. Данные рекомендации являются указаниями к работе в технологии мембранного прессования с клеевыми системами компании «ЛЕКАПЛАСТ».
Влияние предварительной обработки пленки ПВХ на характеристики и ламинирование древесно-пластиковой композитной фанеры
Чжихуэй
Ли, и
Синлай
Ци, и
Яньлун
Гао, и
Юнхуэй
Чжоу, б
Найронг
Чен, 9 лет0003 и
Цинжи
Цзэн, и
Мизи
Поклонник
* аб
а также
Цзюпин
Рао* аб
Принадлежности автора
*
Соответствующие авторы
и
Колледж материаловедения Фуцзяньского университета сельского и лесного хозяйства, Фучжоу, Фуцзянь, Китай
Электронная почта:
fafurjp@163. com, [email protected]
com, [email protected]
б
Колледж инженерии, дизайна и физических наук, Лондонский университет Брунеля, Аксбридж UB8 3PH, Великобритания
Аннотация
Для решения практической проблемы теплопередачи в процессе горячего прессования новой древесно-пластиковой композитной фанеры в данной статье исследуется перфорация пластиковых пленок из поливинилхлорида (ПВХ) и их фанерных композитов. Пленки ПВХ были предварительно обработаны методом физической штамповки, а влияние диаметра перфорации ПВХ, времени горячего прессования и температуры горячего прессования на механические свойства фанерных композитов было исследовано с помощью ортогонального экспериментального плана. Результаты показали, что оптимальное время горячего прессования составляет 7 минут, температура горячего прессования составляет 170 °С, а диаметр перфорации ПВХ составляет 15 мм для оптимальных механических свойств. Предварительная пробивка пленок ПВХ позволила сократить время горячего прессования на 51 с за счет улучшения теплоотдачи и теплопотерь на 5,06 %, а также позволила увеличить начальную влажность шпона на 2–3 %, тем самым сокращение затрат на сушку в процессе производства шпона, что способствует энергосбережению и защите окружающей среды.
Результаты показали, что оптимальное время горячего прессования составляет 7 минут, температура горячего прессования составляет 170 °С, а диаметр перфорации ПВХ составляет 15 мм для оптимальных механических свойств. Предварительная пробивка пленок ПВХ позволила сократить время горячего прессования на 51 с за счет улучшения теплоотдачи и теплопотерь на 5,06 %, а также позволила увеличить начальную влажность шпона на 2–3 %, тем самым сокращение затрат на сушку в процессе производства шпона, что способствует энергосбережению и защите окружающей среды.
Полное руководство по температуре термопресса HTV; Avance Vinyl
Изготовление изделий из термотрансферного винила или HTV может стать увлекательным хобби или даже полноценным бизнесом. Тем не менее, есть одна вещь, с которой сталкиваются многие пользователи HTV, — это обеспечение идеальной температуры термопресса.
Бытовые утюги не часто нагреваются до достаточно высоких температур для плавки HTV.
HTV поставляется с рекомендуемой температурой термопрессования, но для HTV требуется диапазон температур, который зависит от марки HTV и типа ткани.
Тем не менее, машины для термопрессования стоят того, чтобы их освоить, так как они являются одним из лучших способов печати непосредственно на поверхности. И они могут помочь вам быстро напечатать несколько экземпляров.
Связанный: Наслоение HTV: Руководство для начинающих
После того, как у вас есть HTV, одна из самых важных вещей, которую нужно сделать, — это определить оптимальную температуру термопрессования для HTV. Некоторые марки HTV толще и мягче, чем другие, некоторые HTV поставляются с более высокими рекомендуемыми температурами , а для некоторых HTV требуется более низкая температура.
Хорошей новостью является то, что это руководство поможет вам найти идеальную температуру, которая вам нужна.
Таблица температур термопресса
- Полиэстер: 270°F
- Хлопок: 380°F
- Эластичный материал: 335°F
- Полноцветный: 350°F
- Винтаж: 350°F
- Светоотражающие ткани: 305°F
- Металлическая отделка: 320°F
- Многоцелевой материал: 350°F
- Блестки: 350°F
- Высококачественные цифровые отпечатки: 305°F
- Светящиеся в темноте ткани: 350°F
- Прочные ткани: 330°F
- Фотоперенос на легкие ткани: 385°F
- Фотоперенос на темные ткани: 356°F
Как видите, существует диапазон температур, которые можно использовать на вашей машине.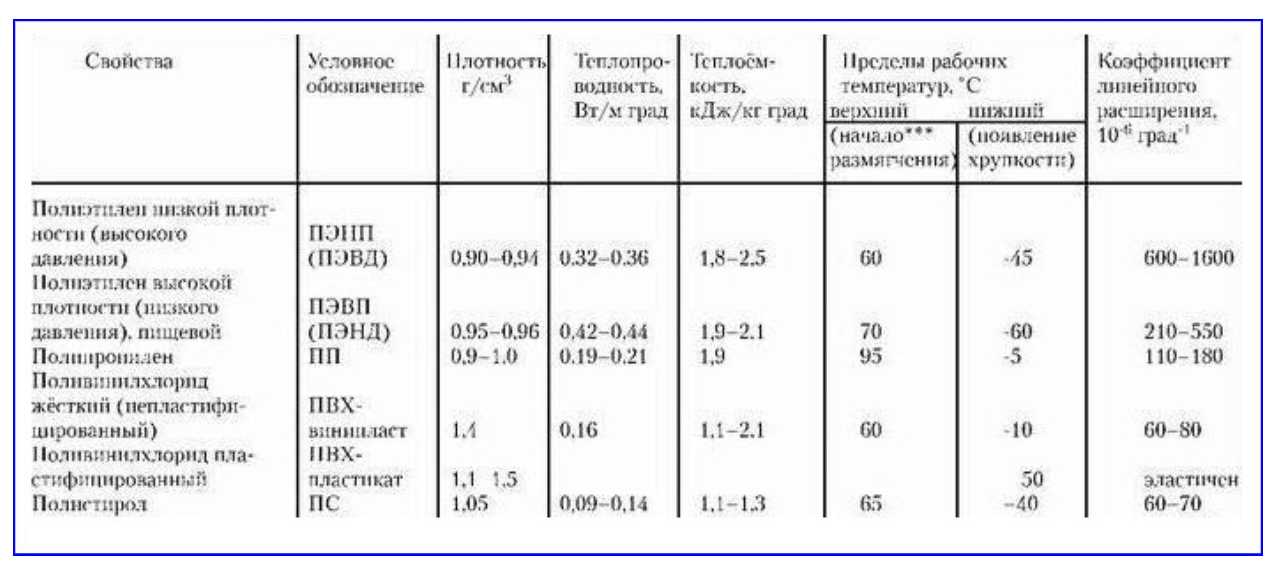
Avance Vinyl предлагает широкий выбор термотрансферного винила для всех ваших нужд. Купить сейчас .
Как установить время и температуру для термопресса
Каждая машина поставляется со своим руководством. Тем не менее, многие из них имеют те же основные функции. Направляющие также легко потерять.
Связанный: Печатный HTV по сравнению с термотрансферной бумагой
Чтобы убедиться, что вы получаете правильную температуру, вот как вы устанавливаете настройки времени и температуры для термопресса для HTV .
Установка времени на машине для термопрессования
Установка времени на машине для термопресса гарантирует, что ваш HTV правильно перенесется на элемент, который вы настраиваете.
В зависимости от того, какая у вас машина, есть два способа установить время на термопрессе .
Руководство
Вы должны ввести минуты и секунды для желаемого времени. Вы увидите либо кнопки, либо циферблат на вашей машине , где вы можете изменить продолжительность времени.
Вы увидите либо кнопки, либо циферблат на вашей машине , где вы можете изменить продолжительность времени.
Автоматический
Ваш HTV Transfer имеет предварительно изготовленную направляющую, которая будет перенесена на ваш продукт в конце прессования. Каждая из этих машин имеет свой собственный метод отключения, чтобы предупредить вас, когда ваш проект будет завершен.
Если вы не уверены в том, как долго вы должны установить свой таймер, вот уравнение, которое поможет .
Формула времени термопрессования:
Время (мин) = (Желаемая температура HTV (˚C)) — (70 + (5 ˚C для каждого дополнительного HVC за 5 секунд))
Формула времени прессования: Пример: Для HTV при 100°C базовым количеством является 70.
Установка температуры термопресса
Вы заметите, что у машин есть настройки F и C. Это будет либо циферблат, либо клавиатура со стрелками. Тем не менее, эти машины работают почти так же, как печь .
Ваш HTV должен поставляться с инструкцией по эксплуатации, в которой точно указано, сколько времени требуется вашему HTV для достижения желаемой температуры. Некоторым HTV требуется только 30 секунд или меньше, в то время как другим может потребоваться более 5 минут .
Некоторым HTV требуется только 30 секунд или меньше, в то время как другим может потребоваться более 5 минут .
Руководство по времени и температуре термопрессования
Качество переноса зависит от таких факторов, как время, давление и температура.
HTV должен поддерживаться при температуре от 100 до 305 градусов по Фаренгейту. Время печати может варьироваться в зависимости от толщины HTV, размера рисунка и цвета . Avance Vinyls HTV следует обрабатывать в соответствии с таблицей, основанной на материале, к которому вы привязываетесь.
Легкие ткани часто требуют более низких температур и меньшего давления. HTV, который темнее, толще или содержит металлические элементы, обычно требует более высокой температуры и большего давления. Выбранный вами тип HTV поможет определить идеальное время и температуру для вашего проекта .
Связанный: Идеи для летних рубашек
Полиэстер или сублимированная ткань
Обе эти ткани чувствительны к теплу и поэтому не требуют много времени. Полиэстер HTV можно печатать при температуре 270 градусов по Фаренгейту с легким давлением . HTV останется мягким и податливым до тех пор, пока он не остынет.
Полиэстер HTV можно печатать при температуре 270 градусов по Фаренгейту с легким давлением . HTV останется мягким и податливым до тех пор, пока он не остынет.
Для достижения наилучших результатов, снимите перевод, пока он еще теплый . Всегда предварительно тестируйте свой HTV, прежде чем использовать его в реальном проекте.
Хлопок
Эта популярная ткань обычно используется для изготовления рубашек и является отличным вариантом для термотрансферного винила. HTV требует более высоких температур и большего давления при печати на хлопке.
Хорошее эмпирическое правило — использовать 380 градусов по Фаренгейту в течение более 15 минут . HTV, нанесенный на хлопчатобумажную одежду , следует снимать только до того, как она остынет .
Эластичный материал
С эластичным материалом может быть трудно работать даже в самых лучших условиях. Тем не менее, вы все равно можете использовать термотрансферный пресс с этой тканью.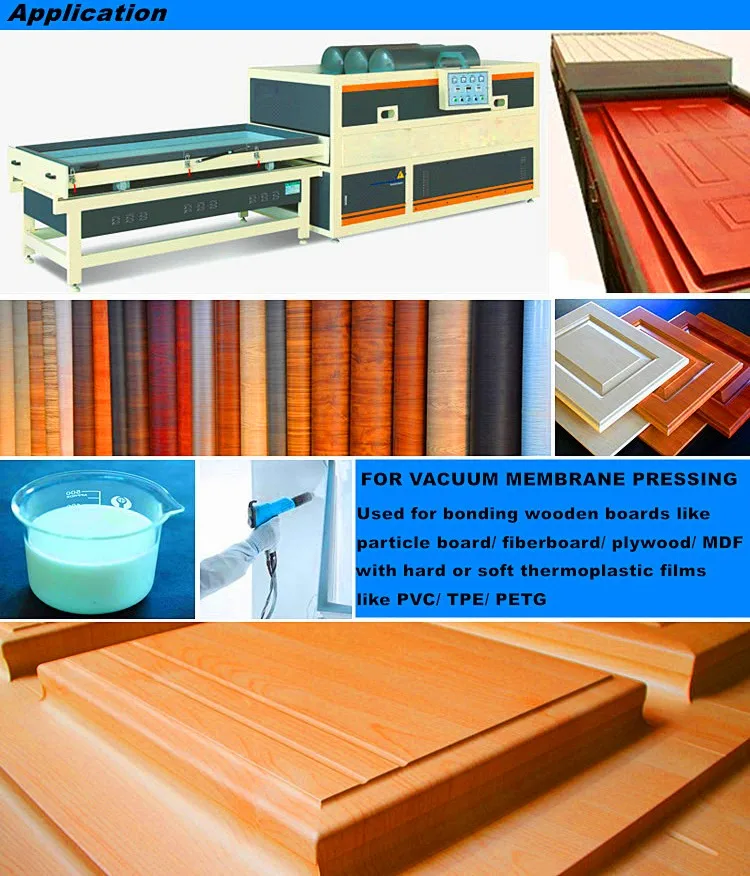 HTV, нанесенный на стретч-материал, следует отслаивать только после охлаждения .
HTV, нанесенный на стретч-материал, следует отслаивать только после охлаждения .
HTV, нанесенный при более высокой температуре, обычно остается на эластичном материале намного дольше, чем HTV, нанесенный при более низкой температуре. Нажмите на эластичный материал при температуре 335F всего около десяти секунд .
Блестки
Эти текстурированные узоры могут отпугнуть новичка. Тем не менее, это не сложно, если у вас есть правильное время и температура. Глиттеры HTV требуют определенного температурного режима, чтобы они не побелели.
Глиттер HTV следует наносить только на неэластичный материал и на короткое время экспозиции около 15 секунд при температуре 350°F . И обязательно снимите его, пока HTV еще теплый .
Отделка металлик
Металлик — впечатляющая отделка для многих проектов. Металлик HTV можно наносить как на эластичный, так и на неэластичный материал. ХТВ металлик занимает целых 20 минут на 320F .
