
Содержание
Пленка (лайнер) ПВХ для бассейнов:достоинства и недостатки
Отдых на воде – это не только активные и подвижные игры, но и возможность успокоиться и расслабиться. Поэтому неудивительно, что многие обладатели загородных домов прилагают немало усилий, чтобы обустроить у себя на участке бассейн. Бассейны изнутри выкладывают мрамором, мозаичной смальтой, шлифованными камнями и керамической плиткой – это традиционные материалы. В этой статье мы обсудим более скоростной и бюджетный вариант – пленочное покрытие. Эта технология очень популярна, потому что проста и надежна.
Содержание:
- ПВХ пленка для бассейна: виды и особенности использования
- Не армированное покрытие
- Армированное покрытие
- Противоскользящее покрытие
- ПВХ с покрытием из акрила
- Преимущества и недостатки покрытия бассейна пленкой
- Этапы установки пленочного материала своими руками
- Советы по монтажу пленки (видео)
- Отделка бассейна пленкой (видео)
Показать все содержание
ПВХ пленка для бассейна: виды и особенности использования
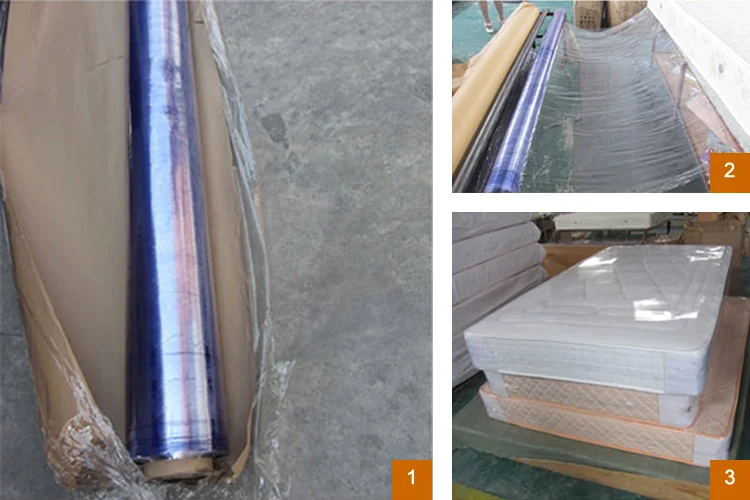
Пленка выполняет одну очень важную функцию – гидроизоляция бассейна. Будьте уверенны, что ПВХ абсолютно не пропускает воду даже при наличии трещин в бетоне. Поэтому с помощью ПВХ пленки можно качественно построить не только новый бассейн, но и отреставрировать старый, если в его бетонном основании появилась трещина к примеру. И совершенно неважно, каким материалом покрыт бассейн – пленку можно натянуть сверху.
Будьте уверенны, что ПВХ абсолютно не пропускает воду даже при наличии трещин в бетоне. Поэтому с помощью ПВХ пленки можно качественно построить не только новый бассейн, но и отреставрировать старый, если в его бетонном основании появилась трещина к примеру. И совершенно неважно, каким материалом покрыт бассейн – пленку можно натянуть сверху.
Гидроизоляция бассейна ПВХ пленкой
Пользуйтесь возможностью определить качество материала самостоятельно. Для этого надрежьте её с торцевой стороны. Если срез окажется губчатым, пустым и рыхлым, то откажитесь от покупки такого материала. В качественном ПВХ материале должна быть монолитная структура. С изнанки на пленке должен быть четкий ровный рельеф. А также проверьте выбранный материал на эластичность – он должен равномерно растягиваться во все стороны.
Для изготовления покрытия для водоёмов применяют бутилкаучук или термопластичный поливинилхлорид (ПВХ). В простонародье его называют лайнер для бассейна.
Толщина материала колеблется от 0,6 мм до 1,8 мм. К примеру, для покрытия неглубоких ёмкостей подойдет плёнка толщиной 0,6-0,9 мм. Глубокие бассейны следует покрывать пленкой 0,9-1,25 мм. Для габаритных бассейнов потребуется полотно толщиной 1,5-1,8 мм.
К примеру, для покрытия неглубоких ёмкостей подойдет плёнка толщиной 0,6-0,9 мм. Глубокие бассейны следует покрывать пленкой 0,9-1,25 мм. Для габаритных бассейнов потребуется полотно толщиной 1,5-1,8 мм.
Армированная пленка для бассейнов
Число и структура слоев в пленке определяет её разновидность. Ваш выбор должен зависеть от глубины бассейна, а также от того, насколько активно будет использоваться бассейн. Среди материала для облицовки выделяют три вида.
Не армированное покрытие
Не армированное покрытие, которое является простым ПВХ материалом толщиной до 1 мм. Это относительно дешевый материал, ввиду своей невысокой надёжности. Не армированная пленка для бассейнов подходит для маленьких и мелких бассейнов. Особенно удачно материал используется в бассейнах, которые разбираются и собираются. Её просто устанавливают на каркас бассейна и заливают водой.
Армированное покрытие
Это гидроизоляционный материал чем-то по прочности похож на линолеум. Прочность достигается за счет полиэфирной прослойки и двух слоёв и поэтому покрытие бассейна армированной пленкой выдерживает большие нагрузки, и оно не подвержено деформации и. Используется армированное покрытие для отделки водоемов любого размера, а также для разборных бассейнов больших размеров. Тогда сверху на не армированный лайнер подвешивают мешок из двухслойного покрытия. Это значительно повышает прочность устройства бассейна.
Используется армированное покрытие для отделки водоемов любого размера, а также для разборных бассейнов больших размеров. Тогда сверху на не армированный лайнер подвешивают мешок из двухслойного покрытия. Это значительно повышает прочность устройства бассейна.
Противоскользящее покрытие
Имеет шероховатую поверхность. Ваши детки будут Вам очень благодарны за использование такого материала в бассейне.
ПВХ с покрытием из акрила
Покрытие материала акрилом не дает бактериям, водорослям, плесени, грибку и вредным микроорганизмам поселиться в порах материала. Акриловое покрытие устойчиво к грязи, налету, солям и хлорным добавкам. Акриловый слой почти в дважды увеличивает срок эксплуатации, интенсивность цвета и эластичность ПВХ материала.
Еще одна важная функция лайнера для бассейна – эстетическая отделка. В продаже есть немало всевозможных синих и зеленых оттенков. С такими эффектами на время можно даже забыться, что Вы не на море, а просто за городом. А рисунки имитирующие мозаику, заставят Вас почувствовать себя в бассейне самого дорогого курорта.
А рисунки имитирующие мозаику, заставят Вас почувствовать себя в бассейне самого дорогого курорта.
Преимущества и недостатки покрытия бассейна пленкой
Обладателям бассейнов очень нравится ПВХ пленка по таким причинам:
- Практичный и долгосрочный материал;
- Устойчивость к воздействию температуры и ультрафиолета;
- Плёнка гигиенична, не вступает в реакцию с химическими средствами для ухода за бассейном;
- Легкая установка и монтаж своими руками;
- Не деформируется при появлении трещин в чаше водоема;
- Большой ассортимент расцветок и рисунков;
- Пластичность материала, благодаря чему его можно с легкостью уложить на сложные формы: углы, изгибы, лестницы, повороты. Покрытие получается цельным и герметичным;
- Относительно недорогой материал и несложные работы по монтажу.
Давайте будем честными и выделим также недостатки ПВХ покрытия:
- Какой бы толстый не был слой покрытия, со временем могут появиться царапины, которые в свою очередь приведут к разрывам;
- При тщательном и близком осмотре видны швы на стыках;
- Довольно сложный процесс очистки пленки;
- Невозможность использования ПВХ покрытия, если близко к земле проходят грунтовые воды.

Этапы установки пленочного материала своими руками
Даже если Вы слышали скептические отзывы об отделке водоема пленкой своими руками (потому что это достаточно трудоёмкий процесс), не спешите менять свой настрой. Советы и рекомендации профессионалов и наличие необходимого инструмента и оборудования помогут Вам справиться с задачей.
Для установки отделочной ПВХ пленки для бассейна своими руками нам понадобиться: строительный (промышленный) фен, чтобы склеивать отдельные части материала; металлическая щетка, чтобы снимать нагар с фена; силиконовый валик для прокатки в месте склейки фрагментов; дрель, перфоратор, шуруповёрт; острый нож или ножницы для раскройки ПВХ пленки; отвес; растворитель и клей; герметик; малярная кисточка; ножовка по металлу; шпатель; линейка или рулетка; уголок.
Этапы монтажа
Для начала необходимо подготовить бассейн для укладки ПВХ покрытия (отметьте, что для лучшей эластичности плёнки, её монтаж лучше осуществлять при t выше 15о):
- Если есть отслоившаяся плитка, снимите ее и выровняйте поверхность.
 Зашпаклюйте трещины и вмятины. Оштукатурьте кирпичные стены. Выровняйте стыки между стенками и дном, чтобы не было наплыва раствора. Если есть явные повреждения, то будет целесообразным залить повторную стяжку. Т.е. необходимо убрать все неровности на основе, чтобы ПВХ покрытие не повторило этих дефектов будет залита вода.
Зашпаклюйте трещины и вмятины. Оштукатурьте кирпичные стены. Выровняйте стыки между стенками и дном, чтобы не было наплыва раствора. Если есть явные повреждения, то будет целесообразным залить повторную стяжку. Т.е. необходимо убрать все неровности на основе, чтобы ПВХ покрытие не повторило этих дефектов будет залита вода. - Очистите бетонную поверхность.
Советы по монтажу пленки (видео)
Под пленку прежде кладется специальная подложка-утеплитель (геоподложка). Её используют чтобы: снизить трение ПВХ плёнки и бетонного покрытия бассейна; плавание в домашнем бассейне было на столько уютным, на сколько это возможно; снизить утечку тепла через стенки бассейна и его дно. Благодаря этому вода остывать будет не так быстро. Геотекстильную подложку прикрепляют по такой технологии:
- Просверлите в бетонной чаше отверстия под дюбели на расстоянии 10-15 мм.
 Если шаг сделать шире, то подложка будет не так плотно прилегать к чаше бассейна.
Если шаг сделать шире, то подложка будет не так плотно прилегать к чаше бассейна. - Материал крепится на стенах и дне между бетонной чашей и металлическими профилями (верхняя поверхность профилей покрыта пластиком, на который будет привариваться ПВХ).
- Отогните край материала, чтобы отметить, где вкручены дюбели, и проделайте в геотекстильной подложке отверстия под шурупы.
- Чтобы полоски гидроизоляции не смешивались во время работы, точечно обработайте изнаночную сторону материала эластичным водостойким клеем. Прижмите подложку к бетону в месте точек.
- Проследите за надежностью стыков и за плотностью прилегания к бетону. Никаких складок и зазоров на стыках швов не должно быть, иначе пленка примет все неровности на себя, когда ёё будут укладывать.
Отделка бассейна пленкой (видео)
Теперь приступаем к самому сложному и ответственному этапу работы – это монтаж пленки своими руками:
- Раскроите полотно пленки с учетом нахлестов.
 Это важно, ведь после наполнения бассейна водой, лайнер натянется.
Это важно, ведь после наполнения бассейна водой, лайнер натянется. - Сперва укладывайте листы на дно с нахлестом 5-8 см.
- Листы пленки на стенах развешивайте по отвесу. Работа выполняется снизу вверх. Для вертикальных швов берите запас для нахлеста в 5-8 см, для швов между дном и стеной – 15см.
- Чтобы в пленочной чаше не было никаких протеканий, нужно термофеном очень качественно сварить ПВХ листы сначала между собой. А потом приступайте к спайке плёнки с крепежными полосами. Закрепите полотна перед сваркой между собой, быстро и на небольшой температуре нагрев оба листа. Сожмите эти места. Так вы помешаете изменению положения двух свариваемых листов пленки между собой. Будет неприятно если возникнут складки, потому что они не пропадут даже после заполнения бассейна водой. Если материал тонкий, то его можно соединить с помощью растворителя, который расплавится и скрепит полоски пленки. Переделать что-то после сварки листов, если получится огрех, уже не будет возможности.
 Останется только заменить кусок материала.
Останется только заменить кусок материала. - Температуру регулируйте в зависимости от того, что Вы обрабатываете – пленку с пленкой или пленку с металлическим крепежом. Сваривание происходит нагретой до 500-550°С струёй воздуха. После сварки нарезанные полосы пленки станут цельной конструкцией.
- Не стоит переживать о прочности шва – он не будет уступать по прочности материалу.
- На ребрах ступенек вместо металлических полос нужно использовать уголки.
- Пленку в углах сваривайте в последнюю очередь. Потому что, если Вы начнете работу с углов, у Вас не будет возможности исправить дефекты: отрезать лишние сантиметры или выпрямить нарезанные полосы пленки.
- Теперь время проверить качество стыков. Дефекты можно обработать специальным уплотнителем швов (это особый жидкий состав, который можно даже подобрать под цвет пленки). Подождите, пока он затвердеет приблизительно полчаса. После высыхания уплотнитель все равно сохранит эластичность.
- Монтажным профилем прикрепите пленочный материал к бортикам бассейна и приварите.
 Для этого используйте угловые профиля или полоски.
Для этого используйте угловые профиля или полоски.
Наполняйте бассейн водой после того, как уплотнитель закрепился, и Вы очистили ПВХ покрытие от мусора.
- Заполняйте бассейн тёплой водой, но не выше 40°С.
- Для начала заполните его на 30-50 см, натяните полосы пленки на стенах бассейна. Теперь время установить фланцы, декоративные элементы и осветительные фонарики, а потом заполните готовый бассейн водой полностью.
Владельцы бассейнов, Вы увидели, что со специальным инструментом можно своими руками преобразовать свой водоем на радость себе и родным.
Сварка ПВХ пленки для бассейнов, тентов и других пленочных изделий специальными аппаратами
Из поливинилхлоридной (ПВХ) пленки в настоящее время выпускается огромное количество товаров. Это могут быть фасовочные мешки, геомембраны для бассейнов и прудов, тенты для автомобилей и летних кафе, надувные лодки и плоты, линолеум, билборды и множество других изделий.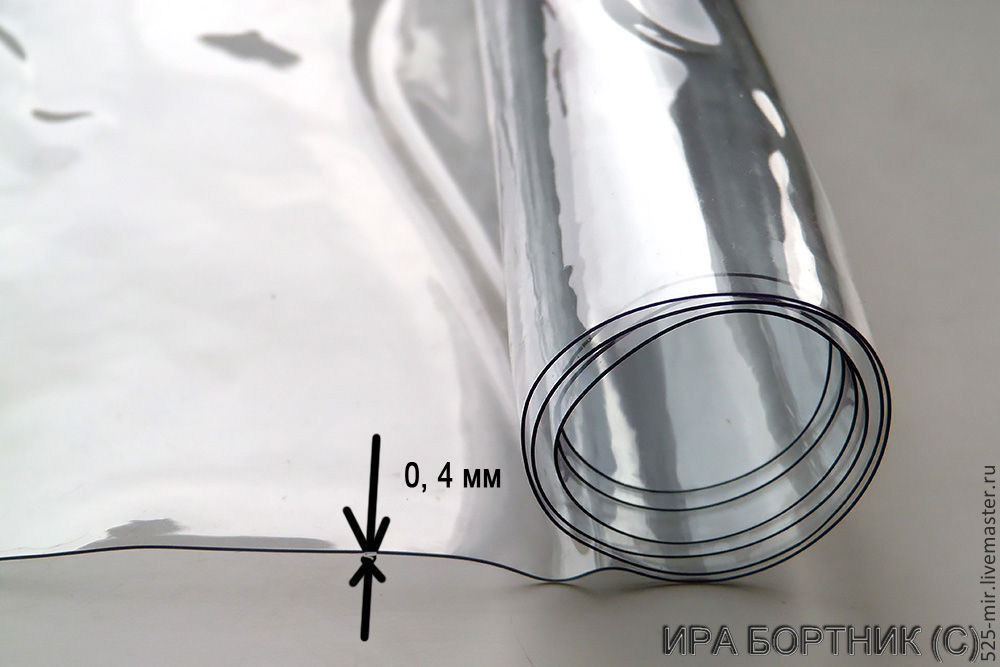
Разнообразие размеров и форм предполагает их соединение каким-нибудь надежным способом. Самым качественным вариантом соединения полимерной пленки оказалась сварка горячим воздухом.
Суть технологий
Процесс сваривания заключается в следующем. Предварительно разогретый участок ПВХ пленки на каждом куске материала соединяется и прижимается.
Температура и давление обеспечивают образование надежного и качественного шва, не уступающего по прочности самой свариваемой пленке. Чтобы добиться такого результата, необходимо точно соблюдать технологию сварки. Это не зависит от того, какое оборудование используется, автоматическое или ручной инструмент.
Поливинилхлорид имеет достаточно высокую температуру плавления. При автоматической сварке ПВХ пленки, если температура атмосферы составляет 15-20 °C, то поток воздуха должен быть прогрет примерно до 500 °C.
Прижим при этом составляет 10 кг, а скорость движения устройства вдоль шва 2-2,5 м/мин. Кроме этого, обеспечивается расстояние от сопла до оси прижимного колеса 45 мм, выход за край колеса 1-2 мм.
При более высокой температуре в ПВХ пленке происходят изменениям на молекулярном уровне, что отражается на качестве сварки. Проверка качества соединения и регулировка аппаратуры производится через 200 м шва.
Оборудование
Сварка полиэтиленовой пленки может выполняться при помощи утюга, паяльника, а также специальными промышленными приборами.
Сварка пленки бытовым утюгом
Такой способ пользуется широкой популярностью. Сначала нужно подготовиться: для этого на стол кладется деревянный брусок, а уже на него помещаются края полотнищ пленки. Здесь важно проследить, чтобы окончания материала выступали на 20 мм от краев бруска. Поверх полотнищ из полиэтилена кладется тугоплавкий листовой материал, например целлофан или фторопластовая пленка.
Для того, чтобы процесс протекал быстрее, после того, как вы проведете утюгом по пленке, свариваемый участок нужно охладить, например, можно воспользоваться мокрой тряпкой.
Важно контролировать температуру терморегулятора: она должна составлять 120-150 °С.

Листы пленки нужно сложить внахлест, а затем на них уложить бумажный лист. После этого, утюг нужно наклонить на 5° и медленно проводить им вдоль шва. С первого раза получить прочное соединение не получится, нужно повторять последовательность действий 4-5 раз.
Сварщики, имеющие опыт в этом деле, часто применяют специальные насадки, которые фиксируются на электрическом утюге.
Насадка имеет плоское ребристое основание. Именно ребра отвечают за соединение участков полиэтиленовой пленки. В области пайки при помощи насадки образуются два прочных шва, размещенных параллельно.
Сварка полиэтиленовой пленки при помощи паяльника
Воспользовавшись для соединения пленки обычным паяльником (40-60 Вт), можно получить прочный и надежный шов, но необходимо немного усовершенствовать инструмент. Применение паяльника без специальных насадок, не приведет к желаемому результату, т.к. стык получится неравномерным, а материал и вовсе может растечься. Именно поэтому надо воспользоваться специальными насадками, которые крепятся к аппарату.
Нужно взять обычный паяльник, снять окончание жала, посредством ножовки создать пропил и в него поместить алюминиевую или медную пластину и зафиксировать ее заклепкой. Поверхность пластины необходимо обработать и со всех сторон округлить ее надфилем. Сам процесс сварки осуществляется следующим образом: под углом 45° паяльник прижимается и равномерно движется по свариваемым деталям. В процессе создания стыка, специалисты рекомендуют подложить деревянную основу под пленку.
Также в качестве насадки может использоваться колесико. Для этого также удаляется окончание жала и создается пропил, по размеру превышающий радиус колесика . Сверлится отверстие в теле жала под нужную ось колеса (3-5 мм), после чего изготавливают алюминиевый или медный диск (8-10 мм). Диск помещается в выемку жала и фиксируется осью. Сам процесс сварки заключается в прокатывании разогретого паяльника на нужную дистанцию.
Профессиональные приборы
Для выполнения объемных работ (например для создания покрытий парников большой площади) лучше всего применять профессиональные устройства для сварки полиэтиленовой пленки. Преимущество таких аппаратов заключается в том, что с ними можно настраивать параметры давления, температурного режима и скорости, с которой он будет перемещаться по шву. Если вам необходимо соединить участки полиэтилена из одной и той же партии, то единожды задав необходимые параметры, процесс сварки можно осуществлять очень быстро. Обычно, подобные инструменты снабжены задающими и натяжными роликами, благодаря которым можно протягивать, подвергаемые сварке полотна пленки, с одинаковой скоростью. Таким образом достигается высокое качество шва.
Преимущество таких аппаратов заключается в том, что с ними можно настраивать параметры давления, температурного режима и скорости, с которой он будет перемещаться по шву. Если вам необходимо соединить участки полиэтилена из одной и той же партии, то единожды задав необходимые параметры, процесс сварки можно осуществлять очень быстро. Обычно, подобные инструменты снабжены задающими и натяжными роликами, благодаря которым можно протягивать, подвергаемые сварке полотна пленки, с одинаковой скоростью. Таким образом достигается высокое качество шва.
Сегодня на рынке присутствуют промышленные приборы различного типа. Они могут иметь как контактный нагрев, так и нагрев, который производится посредством горячего воздуха.
Качество сварных швов полиэтилена значительно превышает показатели прочности и надежности участков, которые были соединены с использованием клейких материалов.
Подводя итог стоит отметить, что осуществить сварку полиэтилена в домашних условиях не так сложно, как кажется на первый взгляд. Для этого предусмотрены различные аппараты, с помощью которых можно получить качественное и прочное соединение. Паяльник и утюг помогут в короткие сроки создать шов, главное соблюдать точность технологии. Если же предстоят широкомасштабные работы, то здесь лучше отдать предпочтение профессиональным промышленным приборам. В любом случае конечный итог будет зависеть от ваших стараний и внимательности. Также помните, что выполняя сварочные работы, не стоит забывать о личной безопасности, перчатки и защитная одежда лишними не будут, а, наоборот, защитят вас от случайных ожогов. В случае, если вы не имеете совсем никакого опыта, то безусловно, лучше обратиться к специально обученным людям.
Для этого предусмотрены различные аппараты, с помощью которых можно получить качественное и прочное соединение. Паяльник и утюг помогут в короткие сроки создать шов, главное соблюдать точность технологии. Если же предстоят широкомасштабные работы, то здесь лучше отдать предпочтение профессиональным промышленным приборам. В любом случае конечный итог будет зависеть от ваших стараний и внимательности. Также помните, что выполняя сварочные работы, не стоит забывать о личной безопасности, перчатки и защитная одежда лишними не будут, а, наоборот, защитят вас от случайных ожогов. В случае, если вы не имеете совсем никакого опыта, то безусловно, лучше обратиться к специально обученным людям.
Работа автоматом
При сваривании ПВХ тента, одну из соединяемых частей раскатывают по длине так, чтобы отсутствовали морщины. Затем расправляют второй кусок ткани и с нахлестом укладывают на первый. Величина нахлеста зависит от толщины материала и длины шва.
После этого устанавливают аппарат для сварки на линии соединения. Прижимное колесо должно проходить по краю пленки, при необходимости добавляется груз.
Прижимное колесо должно проходить по краю пленки, при необходимости добавляется груз.
Сопло сварочного аппарата устанавливается между соединяемыми поверхностями, и устройство автоматически начинает двигаться. Пока идет процесс сваривания ПВХ пленки нужно контролировать траекторию движения прижимного колеса.
Оно должно перемещаться вдоль по краю верхнего полотна без каких-либо отклонений. При сварке пленки шов будет немного дымить, это нормально.
Cвариватель пленки
Сварщики пакетов используются для запаковки упаковки пищевых продуктов, лекарств, непродовольственных товаров. Поэтому купить сварщик (запаиватель) пакетов вы сможете в нашей компании и выбрать из огромного ассортимента наиболее подходящий. Такие устройства применяются для любого типа материала, который поддается термическому запаиванию.
Такое оборудование, как свариватель пленки, позволяет изготовлять пакеты и мешки из любого типа пленки и полимерного материала, а также запаивать уже готовые пакеты и мешки. Ручной свариватель может быть оснащен функцией простановки даты (датером) и использоваться для запайки продуктов с небольшим сроком хранения.
Ручной свариватель может быть оснащен функцией простановки даты (датером) и использоваться для запайки продуктов с небольшим сроком хранения.
Запаиватели-термоножи обеспечивают ровный и герметичный шов при помощи нагревательного элемента, а также при наличии ножа отрезают лишнюю пленку. Процесс запайки полиэтиленом происходит благодаря нагреванию пленки и сваривания ее краев.
У нас можно купить запайщик пакетов любой длины. Всегда в наличие, имеются запасные части к ручным сваривателям и напольным сварщикам пакетов.
| Свариватель с ножом | Запайщик пакетов и пленок ручной | Свариватель настольный с ножом |
| Свариватель настольный в пластиковом корпусе | Реле | Свариватель индукционный |
Ручная сварка
При ручной сварке, прежде чем приступить к соединению материалов, нужно сварить обрезки ПВХ пленки, потренировавшись на них. Отрегулировав температуру и прижим, можно приступать к работе с основным материалом.
По возможности все швы нужно делать в горизонтальной плоскости, тогда можно точно отрегулировать усилие прижима. Используемое сопло должно быть 20 мм, а ролики 20 и 40 мм.
Для получения качественного шва необходимо предварительно прогреть свариваемый участок ПВХ пленки, слегка придавливая его роликом. Сама сварка производится следующим образом.
Фен перемещается вдоль линии соединения. Сопло и соответственно ролик находятся под углом 45 ° к краю пленки, при этом нужно избегать перегрева нижнего слоя материала.
Если требуется сварка широкого шва, то она производится по методу предварительного сваривания. Сначала формируется шов в глубине, на расстоянии 2 см от края ПВХ пленки.
Затем осуществляется окончательное формирование шва. На последней стадии нужно следить за тем, чтобы верхний край сопла выходил за границу пленки на 3 мм.
Ролик передвигают параллельно срезу сопла, следя, чтобы расстояние между ними было 10-15 мм.
Рекомендации
Перед тем как проводить сварку ПВХ своими руками, необходимо изучить инструкцию по эксплуатации и режимы работы устройства. У разных производителей для одних и тех же пленок режимы могут быть разные, потому что сварка зависит и от скорости потока горячего воздуха.
В качестве прокаточных роликов предпочтительнее использовать тефлоновые или силиконовые. При вытекании расплавленного ПВХ не будет прилипания.
Сварка ПВХ пленки для изготовления бассейнов имеет свои особенности. Сначала нужно подготовить геотекстиль. Он защитит пленку от линейных деформаций и трения о чашу бассейна.
Раскрой материалов нужно проводить при температуре выше +10 ⁰C, встраиваемые детали необходимо смонтировать заранее. При сваривании используется специальный фен с автоматическим контролем и поддержанием необходимой температуры потока горячего воздуха.
Перед свариванием поверхности тщательно очищают растворителем. Режимы фена и устанавливаемых насадок выбирают в строгом соответствии с параметрами ПВХ пленки. Сварка чаш бассейнов трудоемкий и ответственный процесс, который рекомендуется доверить профессионалам.
Применение запайщиков пакетов
- Фасовка и/или упаковка товаров для хранения, доставки и последующей продажи в сфере производства текстиля, пищевой продукции, белья, верхней одежды, медикаментов, техники, аксессуаров, игрушек и много другого.
- Фасовка для хранения продуктов в заведениях общепита: кухни столовых, кафе, ресторанов, кофеен, фаст-фудов.
- Фасовка продуктов питания и упаковка одноразовых сумок в торговых точках: супер- и гипермаркеты на выходе из зала, отделы собственного производства, в первую очередь, продуктовые, сетевые магазины.
- Упаковка готовой продукции на полиграфических предприятиях, а также в цветочных и подарочных магазинах.
При желании, можно было бы назвать еще немало мест, в которых применяются сварщики-запайщики, потому что, при умеренной стоимости, их можно использовать везде, вплоть до бытового употребления.
Сварка с прутком
Кроме сваривания внахлест существует метод сварки пленочных материалов с использованием прутка. Выбор метода зависит от толщины и свойств материала.
Выбор метода зависит от толщины и свойств материала.
Например, при укладке линолеума из ПВХ требуется сваривание с использованием присадочного прутка. Линолеум предварительно готовят. Он должен быть плотно уложен на пол.
Все стыки должны подгоняться без образования щелей или зазоров. Качественный шов без использования специального оборудования очень трудно. Обычный фен сделать это не способен из-за значительной толщины линолеума.
Требуется специальное приспособление и оборудование. Перед свариванием прутком кромки необходимо подготовить, расплавленный пруток обеспечит их надежное соединение. Образовавшиеся наплывы удаляют специальным ножом.
Лазерная сварка пластиковой пленки
Лазерная сварка пластиковой пленки
Лазер CO 2 широко применяется в секторе упаковки. В этом нет ничего удивительного, поскольку материалы , которые лучше всего подходят для упаковки, благодаря как составу, так и форме лучше всего подходят для лазерной технологии CO 2 .
В предыдущих статьях мы уже видели некоторые применения лазера CO 2 на таких материалах, как термопластичная пленка, дерево и некоторые его побочные продукты, такие как МДФ, бумага и картон, для инновационных форм упаковки. отличительный длина волны CO 2 лазер делает резку, перфорацию, надрез и маркировку особенно эффективными и экономичными .
CO 2 лазер – эффективный и универсальный инструмент для лазерной сварки термопластов, популярный метод, используемый в упаковочном секторе. В этом процессе используется тот факт, что с термопластами легко работать после того, как они прошли термическую обработку. С точки зрения непрофессионала, процесс сварки состоит из нагрева области, где две термопластичные детали соединяются с помощью лазерного луча, до тех пор, пока не будет достигнута точка сплавления.
Этот процесс может быть применен к различным типам пластмасс , ламинированным или формованным, непрозрачным или прозрачным. У лазерной сварки много преимуществ:
- это очень быстрый процесс
- как и все лазерные процессы, очень точный и простой в управлении
- это не оставляет следов или отходов
- это не подвергает детали тепловому или механическому воздействию потому что зона нагрева локализована и процесс не механический
- это высокая автоматизация и простота интеграции с другими системами, цифровыми или аналоговыми
Эти характеристики сделали его предпочтительным инструментом в отраслях, где определяющими факторами являются точность, чистота и отсутствие термических или механических нагрузок. Производство биомедицинских устройств или электронных устройств, производство деталей и компонентов для автомобильной промышленности, производство герметичной упаковки для фармацевтической и пищевой промышленности — все это примеры применения лазерной сварки.
Лазерная сварка пластиковой пленки
В мире упаковки лазерная сварка чаще всего используется для слоистых термопластов. Лучшим лазером для этой методики является лазер CO 2 .
Прямая сварка лучше всего подходит для тонких материалов. В отличие от просвечивающей лазерной сварки, используемой в основном для трехмерных и формованных деталей, прямая сварка воздействует непосредственно на материал. Этот процесс обеспечивает более высокую скорость производства и, следовательно, повышают производительность при одновременном снижении производственных затрат.
Наиболее часто используемые в упаковочной промышленности материалы:
- нейлон
- полиэтилен
- полипропилен
- акрил (ПММА)
Взаимодействие между лазерным лучом и материалом не может быть определено заранее. Играют роль многие факторы: тип полимера, наличие добавок в формулу, скорость движения лазерного луча по поверхности и сама интенсивность лазерного луча.
Но, согласно общему правилу , воздействие лазера сильнее на поверхности материала и ослабевает по мере проникновения вглубь. Добавление углерода в термопласты может значительно увеличить способность материала поглощать энергию, что делает лазер намного более эффективным.
Лазерная сварка идеально подходит для производства оригинальной упаковки, которая повышает ценность продукта , поскольку может работать очень локально на сложных формах .
Оборудование для лазерной сварки пластиковой пленки
Лазерная система для лазерной сварки требует различных компонентов. Основными из них являются лазерный источник, сканирующая головка и система программного обеспечения для программирования и управления процессом.
Помимо вышеперечисленного, система лазерной сварки также должна включать устройства для управления продукцией, загрузки и выгрузки, а также питания лазерного источника.
В заключение отметим, что способов лазерной сварки многочисленны с Лазерная технология настолько универсальна. Его можно адаптировать к полностью цифровым процессам или интегрировать с аналоговыми производственными линиями. Эта технология значительно снижает себестоимость продукции и не только повышает производительность , но и качество продукта.
Как сваривать пластмассы. Полное руководство (с иллюстрациями)
Последнее обновление
Сварка пластмасс — это процесс соединения размягченных термопластичных поверхностей с использованием тепла. Когда совместимые термопласты подвергаются нагреванию, они создают молекулярную связь, которая впоследствии приводит к пластическому формированию. В процессе производства приходится прижимать поверхности, подвергать их теплу и давлению, а затем охлаждать.
Используемые методы нагревания отвечают за различные типы доступных пластиков. Помимо выбранного метода сварки, на качество производимого пластика влияют и другие факторы. Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта.
Производство пластмасс неизбежно, поскольку они широко используются во всем мире, от простых до сложных. Примерами простого пластика являются одноразовые столовые приборы, виниловые игрушки и банки для хранения легких предметов. Сложные формы включают медицинское оборудование, интернет-кабели и строительные трубы.
Как сварить пластик: основные этапы
Создание идеально смешанного пластика может быть кропотливой задачей, особенно если вы новичок. Однако этого процесса можно легко достичь, выполнив шаги, указанные ниже.
1. Начните с очистки и подготовки рабочего места
Обустройте свое рабочее место в хорошо проветриваемом помещении: Самый первый шаг при выполнении любых сварочных работ — это защитить себя. Перед началом работы наденьте защитное снаряжение и убедитесь, что вы находитесь в хорошо проветриваемом помещении. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Перед началом работы наденьте защитное снаряжение и убедитесь, что вы находитесь в хорошо проветриваемом помещении. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Удалите мусор с пластика, промыв его теплой водой с мылом: Удаление всех загрязнений с пластика устраняет любые слабые места во время сварки. После мытья пластика необходимо вытереть его насухо чистой или безворсовой тканью.
Используйте жидкий растворитель для удаления стойких пятен с пластика. Одним из лучших жидких растворителей является метилэтилкетон (МЭК).
Обозначьте пластик, который вы выбрали правильно: Если вы посмотрите на пластик вокруг вас, вы заметите, что каждый из них имеет отдельную букву. Эти буквы являются идентификаторами типа пластика.
Например, буквы PP обозначают полипропилен, PVC — поливинилхлорид, а PE — полиэтилен. Эти буквенные идентификаторы должны быть основой для выбора наилучшего стержня, соответствующего конкретному типу пластика. Например, если вы соединяете полиэтилен, вам потребуется полиэтиленовый стержень.
Используйте набор для проверки сварочного электрода: Если вы не уверены, какой у вас пластик, используйте набор для проверки сварочного электрода. Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию.
Если стержень и пластик слипаются, значит, они сделаны из одного и того же материала. Учитывая, что только один стержень может быть совместим с пластиком, сварщики должны тщательно проверять рекомендательные буквы перед началом работы.
Используйте наждачную бумагу с зернистостью 80, чтобы удалить любые рисунки с пластика: Проведите наждачной бумагой вперед и назад по поверхности пластика. Вы можете уменьшить усилие шлифования, используя шлифовальный круг или абразивный диск, прикрепленный к наждачной бумаге. Скребки для краски также полезны для этого упражнения.
Вы можете уменьшить усилие шлифования, используя шлифовальный круг или абразивный диск, прикрепленный к наждачной бумаге. Скребки для краски также полезны для этого упражнения.
Зажмите и закрепите липкой лентой пластиковые детали, чтобы зафиксировать стыки на месте: Перед тем, как включить фонарик, убедитесь, что вы сформировали нужный стык. Продолжайте размещать пластиковые детали на рабочем столе, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных зажимов. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу. Для достижения наилучших результатов воздержитесь от покрытия области сварки.
2. Соединение пластика
Предварительно прогрейте сварочный пистолет в течение не менее 2-3 минут: Различные пластмассы плавятся при разных температурах. Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемая температура находится в диапазоне от 200°C до 300°C или от 390°F до 570°F.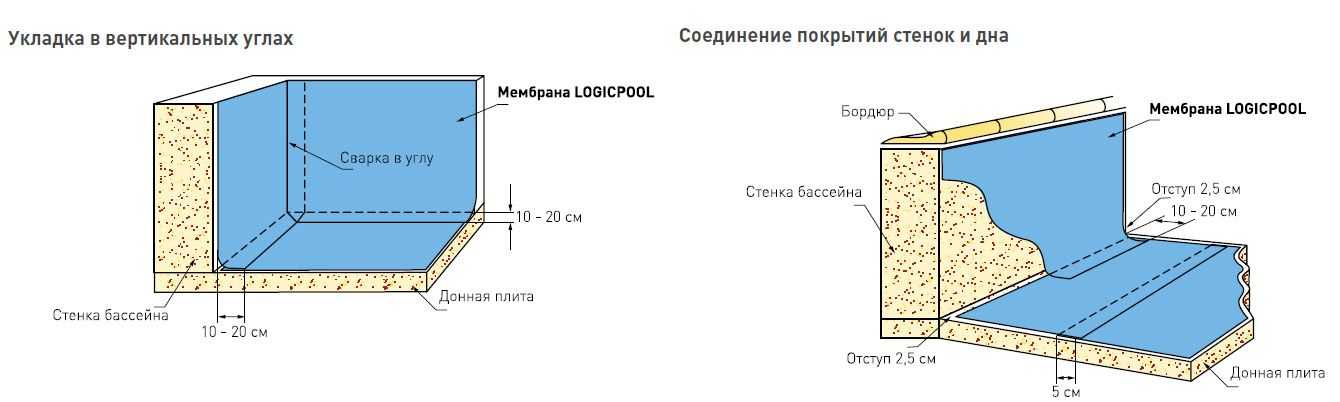
Нагрев пластика при температурах, превышающих эти значения, может привести к неэффективному плавлению пластика. В крайних случаях эти пластмассы могут полностью сгореть. Имейте в виду, что сварка пластмасс, таких как полипропилен, требует нагрева сварочного пистолета до 300°C или 570°F. Рекомендуемая температура для плавления ПВХ 275°С.0007 ° C или 527 ° F, а для полиэтилена 265 ° C или 509 ° F. оплавление концов суставов. Вы можете сделать это, установив насадку для прихватки на сварочный пистолет и слегка нагрев. Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
Используйте плоскогубцы, чтобы обрезать концы сварочных стержней: Держите плоскогубцы по диагонали к стержню и отрежьте его. Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Он также предотвращает образование больших пузырей пластика после начала сварки. Всегда давайте сварочному пистолету остыть при смене насадок и вставке нового сварочного стержня. Когда вы снова начнете сварку, убедитесь, что пистолет нагрет до рекомендуемой температуры.
Вставьте сварочный стержень в сопло скорости сварочной горелки: Сопло предназначено для удерживания стержня во время сварки. Если в вашем пистолете нет насадки, вам необходимо приобрести ее в ближайшее время. После установки насадки на пластиковый сварочный пистолет поместите стержень в другое отверстие сверху. Убедитесь, что вы помещаете обрезанный конец первым, так как вы будете использовать эту сторону, когда начнется сварка.
Не прикасайтесь к насадке с прихватками, так как это может привести к сильным ожогам, так как она еще горячая. Используя скоростное сопло, подайте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в узком месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Постепенно перемещайте скоростной пистолет по пластику: Убедитесь, что вы начинаете с верхней части трещины или с того места, где вы хотите соединить пластик. Чтобы завершить процедуру сварки, необходимо держать пистолет под углом 45 градусов, касаясь края сопла в сторону пластика.
Нагрейте пластик, пока он не расплавится, проводя сварочной горелкой вдоль стыка. Вы можете ввести стержень в сустав другой свободной рукой в медленном темпе. При этом пластик легко плавится, не горя. Если вы заметите изменение цвета, рассмотрите возможность увеличения скорости горелки.
Во время маятниковой сварки качайте сварочный пистолет вперед и назад: Раскачивайте сопло на расстоянии около 2,5 см от стыка или трещины. Наклоните горелку под углом 45 градусов, расположив сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
Повторяйте эту процедуру, пока не закончите сварку.
В качестве альтернативы вместо пластикового нагревательного пистолета можно использовать обычную пропановую горелку. Пропановая горелка лучше всего работает на стыках, до которых трудно добраться с помощью скоростной форсунки. Для достижения наилучших результатов убедитесь, что вы одновременно управляете горелкой и сварочным пистолетом. Чтобы усилить постепенное плавление пластика, вы должны непрерывно качать горелку быстрыми движениями.
3. Завершение сварки
Дайте пластику остыть в течение не менее 5 минут: Прежде чем продолжить работу с пластиком, дайте ему остыть до комнатной температуры. Одним из преимуществ сварных пластиков является то, что им требуется короткое время для охлаждения. Самый простой способ определить, остыл ли расплавленный пластик до нужной температуры, — поднести его близко к телу. Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Убедитесь, что вы закрепили сварной шов до того, как он полностью остынет. Если свариваемый пластик недостаточно гладкий, добавьте больше сварочных стержней. Поместите сварной шов в безопасное место, желательно на термостойкую поверхность, пока он полностью не остынет.
Отшлифуйте сварной шов: Для большей однородности сгладьте неровности наждачной бумагой с зернистостью 12. Шлифовка обеспечит выравнивание пластика и стыка. Это также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается.
Используйте наждачную бумагу с зернистостью 180/320 для финишной обработки пластика. : Наждачная бумага с зернистостью поможет вам зачистить сварной шов. Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Процедура шлифования с использованием наждачной бумаги с зернистостью 180/320 должна быть аналогична процедуре с наждачной бумагой с зернистостью 120. Трите сварной шов до тех пор, пока он не станет гладким на ощупь и не приобретет однородный вид. Начните шлифовать смешанный пластик наждачной бумагой с более низкой зернистостью, постепенно переходя к более мелкой. При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью.
Как сварить пластик: 5 методов
Если вы ищете ответ на вопрос, как сварить пластик, на самом деле есть несколько способов. Эти методы различаются в зависимости от процессов нагревания. Они подразделяются на две основные категории: методы внутреннего и внешнего нагрева.
Вот наиболее распространенные методы сварки пластмасс:
- Ультразвуковая сварка : Этот метод включает в себя повторное формование или соединение термопластов с использованием тепла, выделяемого высокочастотными акустическими колебаниями. Процесс завершается преобразованием высокочастотной электрической энергии в высокочастотное механическое движение. В сочетании с другими внешними силами механическое движение производит тепло трения в точках соединения сварных швов. Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали.
- Радиочастотная сварка : Этот метод аналогичен ультразвуковой сварке. Однако в процессе вместо акустических колебаний используется высокочастотная электрическая энергия или радиоволны. Радиочастотная сварка является одним из наиболее предпочтительных методов сварки пластмасс. Время обработки для этого метода составляет от 2 до 5 секунд.
- Сварка горячим воздухом : Этот метод, обычно называемый газовой сваркой, использует горячий газ.
 Горячий газ обычно образуется после электрического нагрева воздуха в сварочной горелке.
Горячий газ обычно образуется после электрического нагрева воздуха в сварочной горелке. - Лазерная сварка : Здесь две части сварных швов прижимаются друг к другу. Затем лазерный луч проходит через линию соединения, чтобы сформировать прочную связь, затвердевая пластик. Время обработки для этого метода составляет 3-5 секунд.
- Вибрационная сварка : Эта процедура основана на трении для выделения тепла для сварки. Детали, которые нужно расплавить или соединить, трутся друг о друга с определенной амплитудой и частотой для создания трения. Непрерывные вибрации в конечном итоге будут генерировать тепло. Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.
Преимущества сварки пластмасс
- Подготовка рабочей поверхности проста.
- Для сварки пластика не требуются расходные материалы.
- Сварные пластмассы легкие.

- Пластмассовые сварные швы подходят для обеспечения герметичных или воздухонепроницаемых уплотнений.
Посмотреть этот пост в Instagram
Сообщение, опубликованное учебным центром Autopaint (@autopainttrainingcentre)
Недостатки сварки пластмасс
- Сильно зависит от совместимости материалов.
- Для большого количества методов сварки требуются конструкции соединений, которые трудно формовать.
- Стоимость сварки выше по сравнению с другими доступными методами на рынке.
Советы, которые следует учитывать при покупке сварочного аппарата для пластмасс
Рабочие инструменты всегда определяют вашу профессию. Если хороший сварочный аппарат используется по желанию, вы будете производить высококачественную конечную продукцию. Ниже приведены некоторые советы, на которые следует обратить внимание при поиске одного из них.
- Качество: Убедитесь, что сварочный аппарат соответствует мировым стандартам сварки, разработанным DVS, Немецким обществом сварщиков. Стандарты DVS подчеркивают важность прочной, структурной и молекулярной сварки,
- Гарантия: На ваш сварочный аппарат должна быть гарантия, чтобы уберечь вас от преждевременных поломок, ремонта или даже затрат на покупку нового.
- Поддержка: Проведите комплексную проверку системы поддержки вашего поставщика. Посмотрите на время обработки от знакомства с клиентом до доставки машины.
Часто задаваемые вопросы
Можете ли вы плавить пластмассы вместе?
Да. Плавить пластмассы вместе можно при условии, что их свойства совместимы.
Почему пластик так широко используется?
Пластмассы широко используются благодаря их доступности и низкой стоимости. Кроме того, их можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Посмотреть этот пост в Instagram
Пост, которым поделился @theirishone91
Что такое ультразвуковой сварочный аппарат?
Ультразвуковой аппарат используется для преобразования переменного тока (AC) в механические колебания с использованием пьезоэлектрической керамики. Время оборота аппарата ультразвуковой сварки составляет 1-2 секунды.
Можно ли сваривать разнородные пластмассы?
Сварка пластмасс во многом зависит от типов используемых пластмасс и процессов сварки. Связь, образованная при попытке смешать два разных пластика, будет очень слабой.
Насколько прочны сварные швы?
Известно, что термопласты являются прочными сварными швами.
