Содержание
Огайо Производители пластиковой пленки Поставщики
ДОПОЛНИТЕЛЬНЫЕ ГОРОДА, В КОТОРЫХ МЫ ОБСЛУЖИВАЕМ:
Колумбус, Кливленд, Цинциннати, Толедо, Акрон, Дейтон, Парма, Кантон, Янгстаун, Лорейн, Гамильтон, Спрингфилд, Кеттеринг, Элирия, Лейквуд, водопад Кайахога, Евклид , Мидлтаун, Мэнсфилд, Ньюарк, Ментор, Кливленд-Хайтс, Биверкрик, Стронгсвилл, Фэрфилд, Дублин, Уоррен, Финдли, Ланкастер, Лима, Хубер-Хайтс, Марион, Вестервиль, Рейнольдсбург, Гроув-Сити, Стоу, Делавэр, Брансуик, Аппер-Арлингтон, Гаханна , Fairborn, Westlake, North Olmsted, Massillon, Mason, North Royalton, Bowling Green, North Ridgeville, Kent, Garfield Heights, Shaker Heights, Hilliard, Medina, Barberton, Wooster, Sandusky, Xenia, Green, Zanesville, Riverside, Troy, Trotwood , Сентервиль, Афины, Солон, Мэйпл-Хайтс, Эйвон-Лейк, Альянс, Южный Евклид, Уиллоуби, Гудзон, Мэрисвилл, Чилликот, Уодсворт, Оксфорд, Сидней, Эйвон, Парма-Хайтс, Перрисбург, Пикуа, Эшленд, Орегон, Портсмут, Рокки-Ри Вер, Майамисбург, Ливан, Пейнсвилл, Бродвью-Хайтс, Найлс, Брук-Парк, Норвуд, Мэйфилд-Хайтс, Аштабула, Верия, Сильвания, Твинсбург, Форест-Парк, Стьюбенвилл, Истлейк, Пикерингтон, Уайтхолл, Тиффин, Восточный Кливленд, Таллмэдж, Северный Кантон, Спрингборо, Нью-Филадельфия, Норуолк, Маунт-Вернон, Фэрвью-Парк, Фремонт, Дефаенс, Стритсборо, Миддлбург-Хайтс, Бэй-Виллидж, Аврора, Вандалия, Патаскала, Моми, Нью-Франклин, Вашингтонский суд, Уиллоуик, Мариетта, Линдхерст, Брексвилл, Уортингтон, Шаронвилл, Уорренсвилл-Хайтс, Юниверсити-Хайтс, Энглвуд, Фостория, Беллефонтейн, Серклвилль, Гринвилл, Клейтон, Уэст-Кэрроллтон, Бедфорд, Бексли, Конно, Дувр, Уиклифф, Уилмингтон, Монро, Бакирус, Салем, Блю Эш, Нортон, Лавленд, Амхерст, Бичвуд, Трентон, Семь холмов, Урбана, Франклин, Равенна, Пауэлл, Спрингдейл, Кошоктон, Восточный Ливерпуль, Македония, Бруклин, Айронтон, Ван Верт, Бедфорд-Хайтс, Стразерс, Кембридж, Вермилион, Ричмонд-Хайтс, Галио n, Селина, Рединг, Хит, Монтгомери, Жирар, Лондон, Харрисон, Вапаконета, Типп-Сити, Уиллоуби-Хиллз, Норт-Колледж-Хилл, Шелби, Оквуд, Луисвилл, Шеффилд-Лейк, Олмстед-Фолс, Наполеон, Мадейра, Брайан, Вайоминг, Итон, Оррвилл, Чевиот, Хайленд-Хайтс, Сент-Мэрис, Оберлин, Кентон, Кэмпбелл, Белвью, Хаббард, Нью-Олбани, Кэнфилд, Ментор-он-те-Лейк, Фэрлон, Уосон, Логан, Гурон, Индепенденс, Кортленд, Канал Винчестер, Дельфос , Беллбрук, Мартинс Ферри, Киртланд, Милфорд, Хиллсборо, Аппер-Сандаски, Грандвью-Хайтс, Риттман, Белпре, Юнион, Джексон, Колумбия, Клайд, Морейн, Россфорд, Уиллард, Онтарио, Женева, Маунт-Хелси, Порт-Клинтон, Пеппер-Пайк, Бруквилл , Индиан-Хилл, Нью-Карлайл, Дир-Парк, Веллстон, Джермантаун, Уотервилл, Канал Фултон, Урихсвилл, Нельсонвилл, Гроувпорт, Нортвуд, Сент-Клэрсвилл, Шардон, Торонто, Манро-Фолс
ДОПОЛНИТЕЛЬНЫЕ ОКРУГИ, В КОТОРЫХ МЫ ОБСЛУЖИВАЕМ:
Адамс, Аллен, Ашленд, Аштабула, Афины, Оглайз, Белмонт, Браун, Батлер, Кэрролл, Шампейн, Кларк, Клермонт, Клинтон, Колумбиана, Кошоктон, Кроуфорд, Кайахога, Дарк, Дефаенс, Делавэр, Эри, Фэрфилд, Фейет, Франклин, Фултон, Галлия, Геога, Грин, Гернси, Гамильтон, Хэнкок, Хардин, Харрисон, Генри, Хайленд, Хокинг, Холмс, Гурон, Джексон, Джефферсон, Нокс, Лейк, Лоуренс, Облизывание, Логан, Лорейн, Лукас, Мэдисон, Махонинг, Марион, Медина, Мейгс, Мерсер, Майами, Монро, Монтгомери, Морган, Морроу, Маскингам, Ноубл, Оттава, Полдинг, Перри, Пикавей, Пайк, Портедж, Пребл, Патнэм, Ричленд, Росс, Сандаски, Шиото, Сенека, Шелби, Старк, Саммит, Трамбулл, Тускаравас, Юнион, Ван Верт, Винтон, Уоррен, Вашингтон, Уэйн, Уильямс, Вуд, Виандот
ОЦЕНКА ПРОЦЕССА ПРОИЗВОДИТЕЛЕЙ ПЛАСТИКОВОЙ ПЛЕНКИ
Протокол ReTAP
Этот протокол представляет собой инструмент для настройки и проведения испытаний, предназначенный для
включать смолы из полиэтилена высокой плотности (ПЭВП) в экструзионно-раздувные
пленочные изделия. Этот инструмент включает в себя следующие разделы:
Этот инструмент включает в себя следующие разделы:
- Пробная установка
- Пуск
- Запуск процесса
- Формы для сбора условий испытаний — «Аудит процесса производства пленки с раздувом»
и результаты испытаний — «Испытания пластиковой пленки»
Протокол также включает справочную информацию о следующем:
- Производство пленки с раздувом
- Использование бывшей в употреблении смолы HDPE
- Требования к испытаниям свойств
Поскольку каждая операция по производству пленки отличается, переменные обработки
и процедуры тестирования должны использовать практику компании, если таковая имеется. Когда
проводятся испытания для включения переработанного материала в первый раз или для
увеличить переработанное содержание пленки, важно установить
исходные параметры обработки пленки и информация о свойствах материала
Характеристики стандартной продукции. Эта исходная информация будет
по сравнению с данными, собранными во время испытаний переработанных материалов.
| ReTAP, программа Центра чистого Вашингтона, является филиалом Национальное партнерство по расширению производства, программа Национальный институт стандартов и технологий Министерства торговли. MEP — это растущая общенациональная сеть консультационных услуг, помогающих более мелкие американские производители улучшают свои показатели и становятся более конкурентоспособный. Другая крупная поддержка поступает от Министерства охраны окружающей среды США. Агентство по защите и Американский совет по пластмассам. Авторское право 1995 Центром Чистого Вашингтона. |
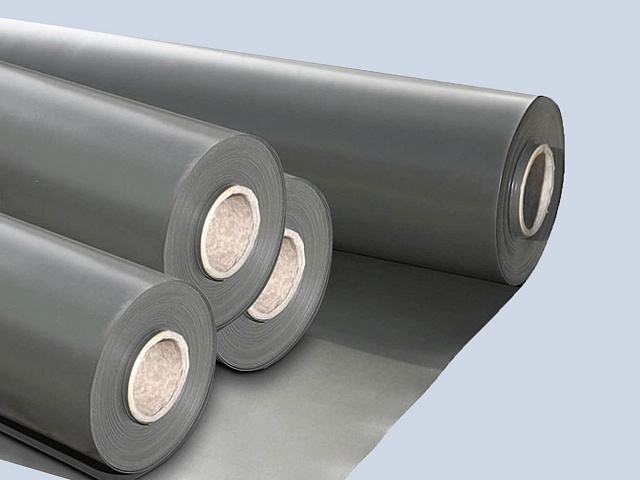
Производство пленки с раздувом
В процессе производства пленки с раздувом расплав пластмассы поступает в головку, обтекает
оправке и выходит через кольцеобразное отверстие в виде трубки. Воздуха
вводят в трубку, заставляя ее расширяться и образовывать пузырь. Поток воздуха
Поток воздуха
вокруг внешней стороны пузырька охлаждается и затвердевает расплав. Воздух
удерживается в пузыре матрицей на одном конце и прижимными роликами на другом
конец. Поддерживается равномерное давление воздуха, чтобы обеспечить равномерную толщину слоя.
пленочный пузырь.
Вытягивание пузыря в радиальном направлении и оттягивание его от матрицы в осевом направлении
ориентировать пластик, улучшая его прочность и свойства. После затвердевания,
пленочный пузырь перемещается в набор прижимных роликов, где он сплющивается и скручивается
на моталку. Некоторые экструзионные линии имеют печатное оборудование и оборудование для изготовления пакетов.
машины в режиме онлайн. Более простые экструзионные линии формируют пленку или лист, а затем
выполнять функции печати и изготовления пакетов в автономном режиме.
Соэкструзия является разновидностью этого процесса. Матрица разработана с несколькими
проточные каналы, так что может быть сформировано несколько слоев. Несколько слоев
Несколько слоев
обычно используется для защиты продукта от влаги, воздуха и т. д.
количество слоев может колебаться от двух до десяти слоев в комплексе.
системы.
Типичный диапазон толщины пленки составляет от 0,0001 до 0,050 дюйма. Общие продукты
образованные в процессе производства пленки с раздувом, включают мешки для мусора, вкладыши для консервных банок, сельскохозяйственные
пленки, продуктовые пакеты и тонкие пленки для бумаги и санитарно-гигиенических изделий. Общий
используемые материалы включают полиэтилены, полипропилены, этилвинилацетат (ЭВА),
и гибкий поливинилхлорид (ПВХ).
Ссылка: Беринс, Майкл, Справочник по разработке пластмасс
Общество пластмассовой промышленности, с. 102, 1991.
Использование бывших в употреблении ПЭВП
Информация, связанная с этим протоколом, относится к использованию
Полиэтилен высокой плотности (HDPE) из молочных бутылок. Этот материал наиболее
широко используемый полимерный полимер (PCR) в операциях по производству пленки с раздувом.
Понимание требований к конечному продукту, влияние PCR HDPE на пленку
свойства, а также влияние различных смесей материалов на свойства пленки.
поможет определить, какие смеси использовать и будет ли использование PCR HDPE
удовлетворить требования заказчика.
Целью технологических испытаний будет создание продукта, который соответствует или
превосходит все требования заказчика. Трудно предсказать, насколько отличается
смеси материалов будут взаимодействовать с изменениями в материалах и изменениями в процессе
переменные. Новые смеси могут улучшить некоторые свойства конечного использования, а некоторые
худший. Таким образом, важно протестировать все требования к продукту, чтобы обеспечить
качественный фильм. Производительность пробных продуктов по сравнению со стандартной компанией
технологичность продуктов и стандартных материалов может определить приемлемость
качество достигается в ходе различных испытаний. Примечание. Если конечный продукт
продукт, регулируемый FDA, использование материалов для ПЦР может быть ограничено.
По словам Джозефа Огандо, редактора журнала Plastics Technology, существует три
Ключевые вопросы при использовании ПЦР в пленочных приложениях: хорошее смешивание, выбор первичных
смешанные материалы и строгий контроль процесса.
Смесь материалов. Получение однородной смеси материалов важно, когда
с использованием смеси материалов для ПЦР. Две основные проблемы, связанные со смешиванием:
смешивание сырья перед введением в экструдер и расплав
перемешивание внутри экструдера. Правильное смешивание материалов перед введением
в экструдер может быть относительно простым процессом из-за разработки
смесительное оборудование непрерывного действия. Однако менее сложное производство
операции, которые обрабатываются партиями, могут потребовать более тщательного изучения при подготовке
материалы.
Смешивание расплава в экструдере является ключом к получению хорошего ПЦР/чистого
смешивать. ПЦР из молочных бутылок имеют более высокую температуру плавления и вязкость при
по сравнению с другими полиэтиленами. Поскольку смолы для бутылок с молоком не были разработаны
Поскольку смолы для бутылок с молоком не были разработаны
для экструзионно-раздувных пленок их характеристики плавления сильно отличаются от стандартных.
смолы для выдувной пленки, такие как полиэтилен низкой плотности (LDPE) или линейный полиэтилен низкой плотности
полиэтилен (LLDPE).
Низкий сдвиг и контроль температуры расплава являются важными факторами
получение однородной смеси материалов и предотвращение деградации смолы.
Поскольку ПЦР уже прошла несколько тепловых испытаний, что предотвращает чрезмерное
отопление важно. Пластмассовый материал получает историю нагрева каждый раз, когда он
нагревается, плавится и принимает окончательное состояние.
Существует два подхода к получению низкотемпературного смешения с низким сдвигом.
во-первых, используются более длинные экструдеры с соотношением длины к диаметру 30:1. Чем дольше
экструдеры лучше смешивают смеси материалов и обладают гибкостью для обработки любых
материал. Другой подход предполагает использование более коротких экструдеров, 20:1 L/D.
для уменьшения времени пребывания материала. Много оборудования
поставщики также рекомендуют использовать барьерные винты. Барьерные винты предназначены
для размещения смесей нескольких материалов.
Выбор исходных материалов. Выбор первичной смеси
материалов является еще одним важным соображением при использовании материалов для ПЦР. ПЦР
материалы обычно имеют более высокую плотность, чем стандартные смолы для экструзионно-раздувной пленки.
Следовательно, плотность смесей ПЦР выше, чем у первично выдувных смесей.
пленочные смолы и плохие свойства удара и разрыва могут привести. Девственница с более низкой плотностью
материал может быть использован для снижения общей плотности смеси.
Dow, Inc. рекомендует использовать полиэтилены сверхнизкой плотности (ULDPE) в
чтобы снизить общую плотность смесей содержимого ПЦР. ОксиХим Инк.
рекомендует использовать ПЭВП с более высокой молекулярной массой для применений с ПЦР
выше 25%, потому что это улучшает свойства прочности на разрыв. Мобильные полимеры
Мобильные полимеры
выступает за использование своего гексенового линейного полиэтилена низкой плотности (LLDPE) для
размещения ПЦР без потери прочности пленки. Примечание: Приложение А описывает
HDPE PCR влияет на свойства пленки.
Также важно выбрать оптимальный уровень ПЦР. При определенных соотношениях
использование ПЦР может фактически улучшить свойства конечного использования. Процессоры должны экспериментировать
с диапазоном уровней PCR для получения оптимальных свойств конечного использования
Строгий технологический контроль. Строгий процесс и контроль качества являются
третье соображение при использовании материалов для ПЦР. Непрерывные смены экрана имеют
все чаще используются в производстве пленки с раздувом, потому что материалы ПЦР могут
более высокие уровни загрязнения по сравнению с первичными материалами. ПЦР
несоответствия, такие как загрязнение и изменение потока расплава, могут быть устранены
за счет использования специализированного оборудования. Гравиметрические регуляторы производительности и шестеренчатые насосы
Гравиметрические регуляторы производительности и шестеренчатые насосы
может использоваться для устранения несоответствий материалов ПЦР.
более низкая прочность расплава смесей ПЦР может привести к нестабильным пузырькам и флуктуациям
высоты шеи. Системы охлаждения охлажденным воздухом или изменение схемы воздушного потока
два метода, которые могут компенсировать эту характеристику.
Ссылка: Огандо, Джозеф. Технология пластмасс, «Выдувание пленки
С PCR не так уж сложно», стр. 24, декабрь 1994 г.
Пробная настройка Цель пробной настройки — убедиться, что все
оборудование, материалы, рецептуры смесей, начальные условия испытаний и операторы.
готовый. Если вы будете готовы, судебное разбирательство пройдет более гладко, займет меньше времени и
собранная информация поможет определить наилучшее сочетание материалов
и условия обработки для получения желаемых свойств пленки. Начальный
условия испытания могут быть установлены путем определения смеси материалов и
начальные условия машины. В рамках выполнения процесса вы можете запланировать запуск
В рамках выполнения процесса вы можете запланировать запуск
количество различных комбинаций материалов. Будьте готовы к корректировке смесей после
первое или второе испытание по результатам испытаний.
Важно понимать назначение конечного продукта. Цели этих
испытания заключаются в использовании различных смесей материалов и изменении условий работы машины.
оптимизировать желаемые характеристики конечного продукта. Во время пробной настройки,
определить стандартный продукт, который будет использоваться для сравнения с обработкой
и характеристики испытаний, полученные в ходе испытаний.
Прилагаемые формы помогут организовать обработку и тестирование информации для
сравнение данных испытаний и помощь в определении других условий испытаний.
Ниже приведен пример типичной процедуры пробной настройки.
1. Определите материалы, которые будут использоваться. Информация для «Выдувная пленка
Форма «Аудит процессов» должна включать описание материала, поставщика, партию.
номер, любые испытания материалов, предоставленные поставщиком, и любые комментарии. Некоторые из
Характеристики материала, которые может предоставить поставщик, включают индекс расплава, плотность,
и количество геля. Если материал должен быть заказан, убедитесь, что время выполнения заказа соответствует
сроки судебного разбирательства.2. Соберите информацию от операторов, чтобы оценить время, необходимое для
запускать каждое испытание. Информация должна включать время очистки и наполнения.
бункер, прогрев оборудования, запуск линии пленки, время продувки для удаления
любой материал в экструдере и время на стабилизацию линии. Примечание:
Оцените консервативно, чтобы обеспечить достаточное время для всех этих условий.
Эта информация будет определять практическое количество испытаний с учетом
доступное время и ресурсы.3. Определите смесь материалов, которые будут использоваться для каждого испытания. Число
смесей будет определять количество испытаний.Начиная с минимума
целевой уровень переработанного содержания, увеличить процент переработанного материала
в смеси на 10% или 20% в зависимости от количества проб. Определять
приблизительные условия запуска машины, такие как температура, давление,
сила тока и воздушный поток. Назначьте пробные номера.4. Убедитесь, что у вас есть формы «Аудит процесса экструзионно-раздувной пленки»,
«Испытание пластиковой пленки» формы, маркеры или флажки для идентификации
отрезки пленки для проверки и рулетка.5. Убедитесь, что все операторы и испытатели хорошо понимают
суд и их обязанности6 Запланируйте очистку загрузочного бункера и транспортного оборудования во время запуска до
минимизировать время продувки.7. Запишите информацию об оборудовании на «Процесс выдувной пленки»
Аудит» форма8. Запишите исходные условия обработки и характеристики пленки для
стандартные продукты, поэтому эту информацию можно использовать для сравнения с PCR
испытания.


Пример: если ваша цель состоит в том, чтобы содержание вторичного сырья составляло не менее 50 %, и у вас есть
планируется провести четыре испытания, затем запланировать испытание 1 с соотношением 50/50 переработанный/первичный ПЭВП,
Испытание 2 при смешивании 60/40, испытание 3 при смешивании 70/30 и испытание 4 при смешивании 80/20
Если после того, как были проведены испытания 1 и 2, прочность на разрыв в испытании 1
маргинал и Trial 2 неприемлемы, не продолжайте работать выше переработанного
содержимое с текущей девственной смесью, потому что прочность на разрыв будет продолжаться
чтобы уменьшить.
Затем вы можете решить попробовать новый Trial 3 с 50% переработанного, 40% первичного HDPE,
и 10% первичного полиэтилена меньшей плотности для повышения прочности на разрыв. (Примечание:
включение использования полиэтилена более низкой плотности уменьшит общую смесь
плотность. Это послужит улучшению общих характеристик производительности.) Если
характеристики производительности по-прежнему недостаточны, вы можете попытаться увеличить
процент PE низкой плотности.
Запуск
Типичные операции запуска включают следующие этапы:
- Подготовка материала,
- Запуск линии,
- Удаление любого материала, оставшегося в экструдере, и
- Линия стабилизации.
Во время запуска каждой отдельной смеси обязательно продуйте экструдер
полностью и пусть температура, давление, сила тока и другие параметры машины
условия стабилизируются, так что репрезентативные образцы для тестовых сравнений могут
получить.
Во время запуска дайте время на прогрев и стабилизацию перед любым испытанием
пробы идентифицируются. Отмечайте и записывайте любые различия по сравнению со стандартными
обработка. Настройки температуры и другие параметры машины могут быть изменены.
корректируется несколько раз, чтобы получить приемлемые условия обработки. Следующее
является примером типичной операции запуска:
Этапы подготовки материала
1. Взвесьте каждый материал настолько точно, насколько это позволяет оборудование, запишите
веса, рассчитать процентное содержание каждого материала, отметить любые комментарии.2. Смешайте материалы так, чтобы смесь материалов, подаваемых в бункер экструдера,
однородный. Запишите время и любые комментарии3. Убедитесь, что бункер и подающее оборудование чистые, затем загрузите бункер.
Этапы запуска линии
1. Используя условия запуска, определенные во время настройки, запустите
пленочная линия.2. Возможно, потребуется отрегулировать температуру и число оборотов экструдера для достижения
желаемая сила тока экструдера, давление экструдера и пропускная способность.3. Удалите весь материал, оставшийся в экструдере. Это стабилизирует линию.
и результаты испытаний будут отражать фактические пробные смеси.4. Как только линия заработает и оборудование стабилизируется, заберите все
машинные измерения и измерение толщины пленки.

Запуск процесса
Часть пробного запуска процесса — это когда условия машины будут
записаны, машинные переменные будут скорректированы, чтобы определить их влияние на пленку
свойства, и образцы будут определены для тестирования.
Во время выполнения процесса регулярно отмечайте состояние линии процесса
(каждые 10–15 минут), даже если никакие переменные не были скорректированы. Машина
комментарии оператора о том, как пробные запуски сравниваются со стандартными продуктами, могут быть
ценны при определении оптимальных условий работы машины или смесей материалов. Пометка
или маркировка пленки, совпадающая с изменениями в переменных процесса, поможет
определить, где были внесены изменения в процесс.
Для обработки новых смесей материалов может потребоваться корректировка стандарта
условия обработки. Испытания с использованием различных смесей будут использоваться для определения
смесь влияет на эксплуатационные свойства.
Например, смесь А может повысить прочность на разрыв, но снизить прочность на растяжение
прочность. Смесь B может не влиять на прочность на разрыв, но увеличивает прочность на растяжение.
прочность. При использовании различных вариантов материала условия работы машины могут не совпадать.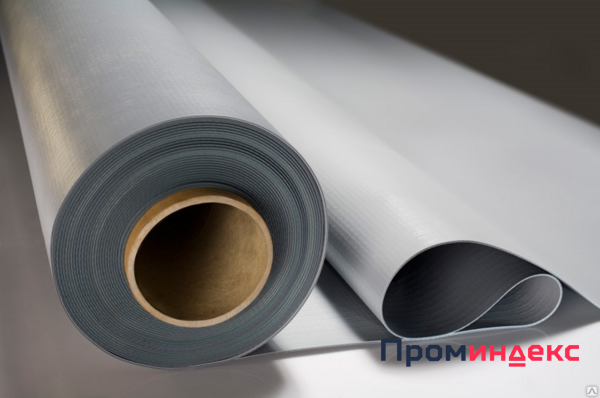
одинаково влияют на свойства пленки. Например, поднять линию промерзания.
высота для смеси А может увеличить прочность на разрыв. Для смеси B снижение
высота линии промерзания может увеличить прочность на разрыв. Ниже приведен пример
типичная операция запуска процесса:
1. Отрегулируйте температуру и поток воздуха, чтобы стабилизировать линию пленки. Запишите любой
изменения линии машины и запись переменных машины на протяжении всего испытания.
Измеряйте толщину пленки каждые 5-10 минут. Запишите состояние машины.2. Если необходимо работать с несколькими толщинами, увеличьте или уменьшите скорость линии.
для каждой новой толщины. Запишите все состояния машины и повторно измерьте
толщина.3. Высота линии промерзания может влиять на прочность. Компенсировать
изменение высоты линии промерзания путем регулирования температуры, пропускной способности или
воздушный поток.4. Пометьте рулон (с помощью бумажного флажка или маркера) при смене процесса.
переменные или выборочные образцы для каждого участка пленки для тестирования; запись в журнале
поэтому состояние машины можно сравнить с результатами испытаний.5. Обратите внимание на гладкость пленки, высоту и стабильность линии замерзания, пригодность для печати и
любые другие комментарии операторов о том, как тестовая часть сравнивается со стандартной
обработка.

Проверка свойств
Проверка свойств важна по ряду причин. Они могут включать:
соответствовать стандартам и спецификациям клиентов; обеспечить контроль качества; к
проверить производственный процесс и установить историю для новых материалов.
Тестирование пакетов и пленок используется для определения различий в пленке.
характеристики за счет добавления ПЦР-материалов. Смесь материалов или
Затем условия машины могут быть изменены для удовлетворения стандартных требований к продукту.
Часто смеси ПЦР удовлетворяют или превосходят требования клиентов с небольшими затратами.
модификация существующего оборудования.
Испытания часто включают оценку материала, такую как плотность и механические свойства.
оценка свойств, таких как предел прочности при растяжении. Методы тестирования часто различаются.
в зависимости от возможностей производителя. Например, тестирование
растяжимость мешков может повлечь за собой наполнение мешка грузом, а не
с использованием традиционной машины для испытаний на растяжение в соответствии со спецификациями ASTM.
Испытания конкретных материалов и механических свойств будут различаться в зависимости от
Требования к производительности и спецификации заказчика. Ниже приведены тесты
которые можно использовать при оценке переработанных смол и пластиковых пленок с содержанием ПЦР
или сумки:
Плотность. Характеристика материалов, удельная плотность
общая смесь влияет на свойства конечного продукта. Смеси с более низкой плотностью
часто имеют лучшие механические свойства в пленочных применениях. Плотность
определяется спецификацией ASTM D792 или D1505.
Индекс расплава. Характеристика материалов, индекс расплава смеси
может повлиять на характеристики обработки и смешивания расплава смеси. Смеси
с более низкими индексами расплава может снизить производительность и потребовать повышенного перемешивания в
для получения стабильных механических свойств.
Количество гелей. Характеристика материалов, гели представляют собой материалы, состоящие из
окисленные или высокомолекулярные материалы. Наличие гелей в пластике
фильмов вызывает возражения из-за внешнего вида и проблем, связанных с
печать на пленках. Число гелеобразования определяется по спецификации ASTM D-335 1-74.
Прочность на растяжение. Механическое свойство, предел прочности при растяжении является мерой
Максимальное напряжение, которое выдерживает материал при воздействии нагрузки в
напряжение. Спецификации ASTM для пластиковых пленок включают D 8829.1. Более простой способ
заключается в том, чтобы загрузить пленку или мешок грузом.
Прочность на разрыв/срез. Механическое свойство, прочность на разрыв является мерой
Максимальное напряжение, которое выдерживает материал при воздействии нагрузки в
сдвиг. Спецификация ASTM для пластиковых пленок — D 1004-90.
Прочность при падении дротика. Механическое свойство, удар при падении дротика
измеряет ударную вязкость материала путем введения полиаксиальной нагрузки. ASTM
спецификация для пластиковых пленок — D 1709-91.
Дымка. Оптическая характеристика, матовость является мерой прозрачности или
прозрачность материала. Спецификации ASTM для пластиковых пленок: D 1746-92.
и ASTM D1003.
Глянец. Оптическая характеристика, блеск является мерой
отражающая способность материала. Спецификация ASTM для пластиковых пленок — D 2457-90.
Кроме того, может быть ряд других материалов или механических свойств
которые важны для производителя. Они будут варьироваться в зависимости от
Требования к производительности и спецификации заказчика.