
Содержание
Ламинация мебельных фасадов — Полифасад
Ламинированные фасады МДФ.
Что такое МДФ? MDF (Middle Density Fiberboard) – переводится как Мелко Дисперсионная Фракция – часто используемый материал для производства мебельных изделий. Из различных видов облицовки МДФ мы рассмотрим ламинирование, то есть покрытие пленкой ПВХ.
Пленка ПВХ (поливинилхлорид) ― золотая середина между вариантом фасада из ДСП или крашеный. С помощью мебельной пленки появляется возможность создать фасад с различной текстурой, разными оттенками цвета ( глянцевым и матовым или же разноцветным). Встречаются пленки с копией натуральной древесины или камня. Также популярными в последнее время стали фасады в пленке с так называемым эфектом Soft-touch, переводится с английского как «мягкий на ощупь». Но в независимости от дизайна декора, пленка достаточно долговечна.
Так как же проходит процес производства фасада в пленке ПВХ?
Порезка это первый этап. Качественные плиты толщиной в 16-18 мм нужно распилить на детали определенных размеров. Эти размеры берутся из предварительно составленного раскроя оператора. В работе используется форматно-раскроечный станок. Второй этап это фрезеровка. С помощью разнообразных фрез делается фрезеровка фасадов по желанию клиента. Внутреннюю фрезеровку выполняют с учетом выбора цвета и фактуры будущей ПВХ пленки. Ну и наконец третий этап ламинирование. Это процесс покрытия заготовок из МДФ под высокими температурой и давлением, пленкой ПВХ. С помощью специального пистолета наносится 2-х компонентный клей на поверхность фасада. При нагревании он хорошо пропитывается в основу, а в процессе застывания обеспечивает надежное соединение основания с ПВХ покрытием. Перед тем как перейти к ламинации клей должен хорошо впитаться и подсохнуть. Для этого обработанные МДФ фасады раскладывают на специальных стеллажах в горизонтальном положении. Сушка происходит в естественных условиях с нормальным показателем влажности воздуха. После этого детали раскладывают на специальном вакуумном столе. Между фасадами оставляют зазоры,что составляют примерно 50-70 мм.
Эти размеры берутся из предварительно составленного раскроя оператора. В работе используется форматно-раскроечный станок. Второй этап это фрезеровка. С помощью разнообразных фрез делается фрезеровка фасадов по желанию клиента. Внутреннюю фрезеровку выполняют с учетом выбора цвета и фактуры будущей ПВХ пленки. Ну и наконец третий этап ламинирование. Это процесс покрытия заготовок из МДФ под высокими температурой и давлением, пленкой ПВХ. С помощью специального пистолета наносится 2-х компонентный клей на поверхность фасада. При нагревании он хорошо пропитывается в основу, а в процессе застывания обеспечивает надежное соединение основания с ПВХ покрытием. Перед тем как перейти к ламинации клей должен хорошо впитаться и подсохнуть. Для этого обработанные МДФ фасады раскладывают на специальных стеллажах в горизонтальном положении. Сушка происходит в естественных условиях с нормальным показателем влажности воздуха. После этого детали раскладывают на специальном вакуумном столе. Между фасадами оставляют зазоры,что составляют примерно 50-70 мм. Над этим столом мастер натягивает ПВХ пленку и фиксирует её по периметру металлической планкой, которая выполняет роль прижима. Натянутую над мебельными фасадами пленку разогревают до определенной температуры чем добиваются равномерной термообработки, чтобы пленка стала одинаково эластичной и хорошо покрыла МДФ плиты даже с самой сложной фрезеровкой. Разогретая пленка должна ровно и гладко лечь на заготовки, точно повторяя их формы. Для этого из пространства между МДФ фасадами и натянутым ПВХ материалом откачивают воздух – создают вакуум. В итоге, пленка точно покрывает фасады, а своей температурой разогревает клей, который был нанесен на лицевую поверхность ранее, тем самым усиливая его клеевые способности. После этого деталям дают время остыть, что составляет примерно 3-5 минут, этого времени достаточно, чтобы ПВХ пленка приклеилась к поверхности фасада. Далее фасад вырезают, обрезают и передают на упаковку.
Над этим столом мастер натягивает ПВХ пленку и фиксирует её по периметру металлической планкой, которая выполняет роль прижима. Натянутую над мебельными фасадами пленку разогревают до определенной температуры чем добиваются равномерной термообработки, чтобы пленка стала одинаково эластичной и хорошо покрыла МДФ плиты даже с самой сложной фрезеровкой. Разогретая пленка должна ровно и гладко лечь на заготовки, точно повторяя их формы. Для этого из пространства между МДФ фасадами и натянутым ПВХ материалом откачивают воздух – создают вакуум. В итоге, пленка точно покрывает фасады, а своей температурой разогревает клей, который был нанесен на лицевую поверхность ранее, тем самым усиливая его клеевые способности. После этого деталям дают время остыть, что составляет примерно 3-5 минут, этого времени достаточно, чтобы ПВХ пленка приклеилась к поверхности фасада. Далее фасад вырезают, обрезают и передают на упаковку.
Что касается эксплуатации данного изделия стоит отметить: неустойчивость к очень высокой температуре (например, горячую сковородку, чайник на пленку ставить нельзя). Также не использовать моющие средства содержащие абразив. Предохранять от попадания прямых солнечных лучей. Придерживаясь этих простых правил, фасад прослужит вам многие годы и будет радовать глаз на вашей изысканой мебели.
Также не использовать моющие средства содержащие абразив. Предохранять от попадания прямых солнечных лучей. Придерживаясь этих простых правил, фасад прослужит вам многие годы и будет радовать глаз на вашей изысканой мебели.
Технология вакуумного ламинирования МДФ
Технология мембранно-вакуумного прессования (ламинирования) позволяет облицовывать декоративной пленкой различные поверхности, в том числе с достаточно глубоким рельефом. Сложность производственного процесса требует от изготовителей особого внимания, как к отдельным технологическим нюансам, так и к применяемым в производстве материалам.
Область применения мембранно-вакуумного прессования очень широка: это и объемные мебельные фасады из MDF, и дверные полотна, и закругленные столешницы, и различные декоративные элементы мебели. Облицовывание всех этих объектов осуществляется при помощи вакуумного пресса (с мембраной или без нее). Как правило, в производстве при этом используются пленки ПВХ толщиной 0,3-0,5 мм (реже 0,25 мм), однотонные, с печатным рисунком, текстурой.
Для того чтобы избежать проблем при производстве и минимизировать количество брака, необходимо строгое соблюдение технологии и контроль качества на каждом этапе.
Требования к помещению для нанесения клея и сушки деталей
Помещение для нанесения клея должно быть оборудовано вытяжной камерой с гидрозавесой либо с сухим фильтром. Камеру необходимо содержать в полной чистоте, производить ежедневную уборку ее стенок и рабочего стола.
Кроме того, необходимо установить вытяжную вентиляцию и изолировать помещение от шлифовального и фрезерного учкастков. Каждые два часа следует проводить мокрую уборку полов и каждую неделю – полную очистку находящегося оборудования от пыли. Желательно создать в помещении избыточное давление для того, чтобы предотвратить попадание пыли из соседних помещений.
Этап 1. Подготовка деталей
Перед облицовыванием детали следует подготовить к нанесению клея следующим образом:
› Провести акклиматизацию в цехе в течение не менее трех суток.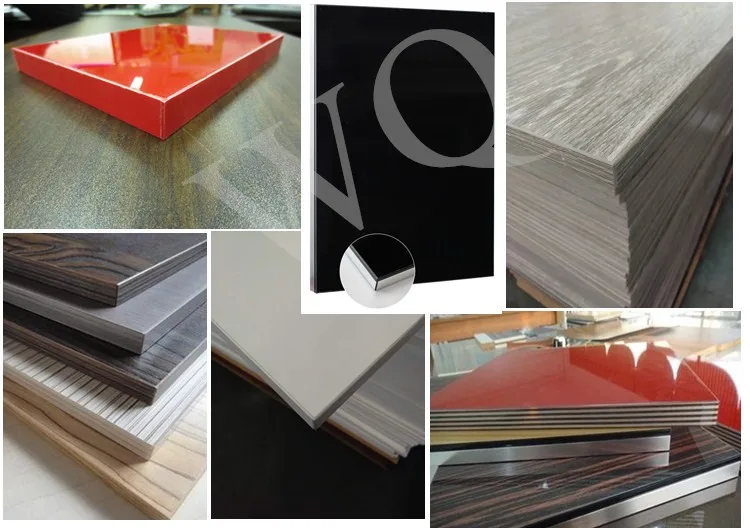
› Очистить детали от пыли, жиров и масел.
› Проверить влажность склеиваемых материалов – она должна соответствовать техническим требованиям.
› Отшлифовать поверхность пласти, кромки и фрезерованного рисунка с применением шкурки №№ 280-320.
Этап 2. Приготовление клея
Для приклеивания ПВХ-пленки к поверхности может использоваться двух- или однокомпонентный клей. Если однокомпонентный клей поставляется полностью готовым к применению, то перед использованием двухкомпонентного состава его нужно приготовить: смешать с отвердителем, поместив в чистую емкость необходимое количество клея и отвердителя.
Смесь тщательно перемешивается, по возможности механическим путем с использованием мешалки.
Перед нанесением клей пропускают через фильтр с ячейкой 300 мкм, чтобы избежать дальнейшего забивания сопла пистолета при нанесении клея. Наиболее благоприятная температура нанесения – 18-23°С.
Этап 3. Настройка пистолета
Клей наносится на детали методом пневматического распыления с использованием специальных пистолетов для клеевых материалов. Выбор диаметра сопла зависит от типа клея: для клеев стандартной вязкости (600–1 300мПа*с) диаметр сопла должен быть 1,4-1,6 мм, для составов увеличенной вязкости (2 000-3 000 мПа*с) – 1,8-2,0 мм.
Выбор диаметра сопла зависит от типа клея: для клеев стандартной вязкости (600–1 300мПа*с) диаметр сопла должен быть 1,4-1,6 мм, для составов увеличенной вязкости (2 000-3 000 мПа*с) – 1,8-2,0 мм.
Трубопровод воздуха должен быть оборудован масло- и влагоотделителем, а также редуктором для регулирования давления.
При настройке пистолета необходимо соблюдать следующие правила:
› контур факела должен быть ровным, без пропусков;
› соотношение расхода клея и воздуха необходимо выбирать таким образом,
чтобы исключить лишнее туманообразование.
Давление воздуха на пистолет не должно превышать 2,5-3,0 атм.
Этап 4. Нанесение клея
Клей может наноситься как на одну деталь, так и на несколько деталей в стопе. Работу начинают с кромки элемента — устанавливается самый узкий факел и производится нанесение клея вдоль детали. Необходимо равномерно перемещать пистолет, чтобы состав наносился без пропусков и потеков, по отношению к кромке детали пистолет должен быть расположен параллельно. Расстояние от поверхности детали до пистолета должно составлять 200-250 мм.
Расстояние от поверхности детали до пистолета должно составлять 200-250 мм.
Таким образом клей наносится на все кромки. Из-за того, что кромки деталей и фрезерованного рисунка обладают большой впитывающей способностью, необходимо двойное нанесение клея для хорошей прочности склеивания. Для клеев стандартной вязкости возможно второе нанесение клея способом «мокрый по мокрому», а для клеев с увеличенной вязкостью – с промежуточной сушкой в 5-10 мин.
Затем клей наносится на фрезерованный рисунок с последовательным прохождением всех линий узора. Здесь тоже рекомендуется двойное нанесение. Обычно расход клея составляет 100 г/м2.
После этого клей наносится на пласть детали – факел делается максимально широким, расход клея составляет 50 г/м2.
Пистолет следует как можно чаще чистить, особенно после длительных перерывов в использовании.
Этап 5. Сушка деталей
Детали с нанесенным клеем помещаются на специальные стеллажи. Минимальное время сушки составляет 30 мин. Если пленка глянцевая, то сушка деталей занимает не менее 1,5-2 ч.
Если пленка глянцевая, то сушка деталей занимает не менее 1,5-2 ч.
Этап 6. Шлифовка клеевого слоя
При использовании глянцевых пленок перед облицовыванием деталей в мембранно-вакуумном прессе клеевой слой необходимо отполировать шкуркой №320. Если пленка матовая (рифленая, под дерево), шлифовка не нужна.
Этап 7. Подбор режимов прессования
В техническом описании на каждый клей для мембранно-вакуумного прессования указана температура активации, при которой клей начинает «сшивать» склеиваемые материалы. Режимы прессования (температуру прогрева пленки, время прогрева пленки, время прессования и т. д.) необходимо подбирать таким образом, чтобы достичь этой температуры в клеевом слое на кромке детали.
Для каждой пленки режимы прессования разные, они подбираются индивидуально и для этого производится «холостая» запрессовка. Часто производитель ПВХ-пленки указывает наиболее оптимальные температурные режимы для каждой конкретной пленки.
Полный цикл прессования обычно составляет 3-5 мин.
При соблюдении всех этих нюансов значительно снижается вероятность появления брака. Если это все же произошло, необходимо внести изменения в технологические процессы для того, чтобы предотвратить возникновение брака в будущем.
Причины наиболее частых проблем при облицовывании деталей термопластичными пленками
Шагрень (эффект «апельсиновой корки»)
Возможные причины
› Неправильная настройка пистолета: высокое давление (5-6 атм), несбалансированное соотношение «воздух-клей». Это приводит к тому, что клей ложится на деталь крупными каплями.
› Избыточное нанесение клея на поверхность фасада. Следует помнить, что основной слой клея нужно наносить на участки фрезеровки и торцы детали. Остальная поверхность фасада MDF лишь слегка напыляется быстрыми движениями пистолета.
› Качество обработки поверхности MDF.
Поднятие ворса плиты после нанесения клея обусловлено низким качеством панели: затупленным инструментом, используемым при ее обработке, недостаточной шлифовкой заготовки фасада. Удаление данных дефектов следует произвести с помощью наждачной губки, но не шлифованием, а сбиванием вкраплений легкими движениями.
Удаление данных дефектов следует произвести с помощью наждачной губки, но не шлифованием, а сбиванием вкраплений легкими движениями.
› Грязь в цехе, мусор под ПВХ-пленкой.
ПВХ-пленки обладают способностью к образованию на поверхности статического электричества, поэтому притягивает практически весь мусор на удалении до 30 см от пленки, а также летающую в воздухе пыль, в т. ч. от клея, если кабина для нанесения клея расположена рядом и не оборудована соответствующими вытяжками и ограждениями.
› Наличие мусора на самих заготовках фасадов MDF. Обычно это является следствием неаккуратности рабочих или недостаточной чистоты помещения, в т. ч. потолка.
Мусор под пленкой ПВХ в рулоне. Случается, что производители дешевой пленки экономят на оборудовании для контроля за качеством и чистотой своей продукции.
Отклеивание ПВХ-пленки на торцах готового изделия
Возможные причины
› Неполное отверждение клея, которое возникает из-за того, что не была достигнута требуемая температура активации в клеевом слое.
› Отклеивание пленки может происходить как сразу после прессования, так и в процессе эксплуатации готового изделия.
Заломы пленки
Возможные причины
› Неравномерный прогрев пленки.
› Нарушение раскладки деталей по столу (несоблюдение расстояния между деталями по длине и ширине).
› Неправильный подбор толщины прокладки.
Белизна на пленке
Возможные причины
› Недостаточный прогрев пленки.
Вздутие пленки
Возможные причины
› Недостаточная просушка деталей после нанесения клея.
› Неравномерная протяжка пленки после вакуумирования.
Китай Акриловая панель МДФ; Глянцевая окантовка кромки; Доска МДФ любимчика; Пленка для ламинирования ПВХ; Производитель глянцевых панелей, Акриловые панели МДФ, Поставщик плит МДФ для домашних животных
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Популярные продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Новое поступление
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Рекомендуется для вас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/фабрика и торговая компания | |
| Деловой диапазон: | Химия, Строительство и отделка, Мебель | |
| Основные продукты: | Акриловая панель МДФ; Глянцевая окантовка кромки; Доска МДФ любимчика; Пленка для ламинирования ПВХ; Глянцевый . .. .. | |
| Тип собственности: | Общество с ограниченной ответственностью | |
| Основные рынки: | Юго-Восточная Азия/Ближний Восток, Восточная Азия (Япония/Южная Корея) | |
| Среднее время выполнения: | Время выполнения в сезон пик: один месяц Время выполнения в межсезонье: один месяц |
Информация отмечена
проверяется
ТЮФ Рейнланд
Foshan minidi Decoration Material Co. , Ltd специализируется на производстве декоративных материалов и отделочных плит для деревообрабатывающей промышленности. С тех пор, как мы начали производство, наш декоративный материал поверхности и кромочный материал широко используются отечественными и зарубежными клиентами. Мы прилагаем постоянные усилия для улучшения качества продукции, продолжая внедрять новые технологии, смело создавая новые продукты для рынка.
, Ltd специализируется на производстве декоративных материалов и отделочных плит для деревообрабатывающей промышленности. С тех пор, как мы начали производство, наш декоративный материал поверхности и кромочный материал широко используются отечественными и зарубежными клиентами. Мы прилагаем постоянные усилия для улучшения качества продукции, продолжая внедрять новые технологии, смело создавая новые продукты для рынка.
Мы делаем все возможное, чтобы предоставить покупателям ламината лучшее качество и лучший выбор. Наш бренд 3I не …
Просмотреть все
Доска объявлений
5 шт.
Компания Завод
Выставочный зал продукции
ВЫСТАВКИ И ДЕЯТЕЛЬНОСТЬ КОМПАНИИ
ВЫСТАВКИ И ДЕЯТЕЛЬНОСТЬ КОМПАНИИ
КОМПАНИЯ ВЫСТАВКИ И ДЕЯТЕЛЬНОСТЬ
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Мисс Миа Чиу
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
Источник Деревообработка Пленка ПВХ Ламинатор МДФ на m.alibaba.com
Обзор
Детали
Отправить запрос
Чат сейчас
Торговая гарантия
Встроенная служба защиты заказов на alibaba.com
Качество продукции
Своевременная доставка
Подробнее о доставке и других торговых услугах.
Вариации
Питание: 1, номер модели: 1
TC-L-Pur
Настройки
Настраиваемый логотип
1 Set (MOQ)
Настройка
1 Set (MOQ)
Графическая настройка
1 комплект (минимальный заказ)
| Порт: | Гуанчжоу Фошан Цзяньгмен Шэньчжэн | |
| Условия оплаты: | L/C, Western Union, T/T | |
СПОСКОЛЬНАЯ ПРИМЕНЕНИЯ. | 1220 мм | |
| Скорость подачи: | 2-18 м/мин | |
| Послепродажное обслуживание: | Инженеры могут обслуживать машины за рубежом | 12970x1900x1500 мм |
| Гарантия компонентов ядра: | 1 Год | |
| СВОИЙ МАТЕРИАЛ: | PVC, PAPER, VENEER, PEREYER, PEINER, ALUMIIN. Очки: | Стандарт высокого качества |
| Минимальная длина обработки: | 600 мм | |
| Напряжение: | 110 В или 220 В или 389 В | Бумага, пластика, пленка, фольга, ПВХ, П.П., П.П., Винир, |
| Толщина обработки: | 1,5-30 мм | |
| Отчет о тестировании Маханика: | ||
| . | ||
| Базовый профиль: | МДФ, ДПК, ПВХ, Массив дерева, ДСП, Алюминий, Сталь, Мрамор | |
| Место происхождения: | Гуандун, Китай | |
| Гарантия: | 1 год | |
| Тип упаковки: | , Эг. Южная Африка Южная Африка | |
| Вес: | 8000 кг | |
| Автоматический класс: | Полуаутомат | |
| .0195 | Provided | |
| Type: | Laminating Machine | |
| Driven Type: | Electric | |
| Core Components: | Motor,Gear | |
| Marketing Type: | Ordinary Product | |
| Применимые отрасли: | Отели, магазины строительных материалов, розничная торговля, строительные работы0193 Мощность нагрева: | 20 кВт |
| Применение: | Машины и оборудование | |
| Детали упаковки: | 1, Пена и термоусадочная пленка 2, Деревянный чехол должен быть добавлен больше стоимости | |
| Предварительный просмотр пакета: |
Время обработки
35 дней
1 Set
для переговоров
15 Days
FSHAN FOSHAN TCAN TCRINGIN.
