
Содержание
Нормативные документы по полимерным материалам и изделиям
Трубы, соединительные детали.
ГОСТ 16971-71 «Швы сварных соединений из винипласта, поливинилхлоридного пластика и полиэтилена. Методы контроля качества. Общие требования»
ГОСТ 18599-2001 «Трубы напорные из полиэтилена. Технические условия»
ГОСТ 22689-2014 «Трубы и фасонные части из полиэтилена для систем внутренней канализации. Технические условия»
ГОСТ 27078-2014 «Трубы из термопластов. Изменение длины. Метод определения и параметры»
ГОСТ 28117-89 «Трубы из непластифицированного поливинилхлорида
ГОСТ 32415-2013 «Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия»
ГОСТ Р 54475–2011 «Трубы полимерные со структурированной стенкой и фасонные части к ним для систем наружной канализации. Технические условия»
ГОСТ Р 54792–2011 «Дефекты в сварных соединениях термопластов. Описание и оценка»
ГОСТ Р 55142-2012 «Испытания сварных соединений листов и труб из термопластов. Методы испытаний»
Методы испытаний»
ГОСТ Р 56155-2014 «Сварка термопластов. Экструзионная сварка труб, деталей трубопроводов и листов»
ГОСТ ИСО 161-1-2004 «Трубы из термопластов для транспортирования жидких и газообразных сред. Номинальные наружные диаметры и номинальные давления. Метрическая серия»
ГОСТ Р ИСО 580-2008 «Трубопроводы из пластмасс. Детали соединительные литьевые из термопластов. Методы определения изменения внешнего вида после прогрева»
ГОСТ Р ИСО 2507-1-2015 «Трубы и соединительные детали из термопластов. Температура размягчения по Вика. Часть1. Общий метод испытания»
ГОСТ Р ИСО 3126-2007 «Трубопроводы из пластмасс. Пластмассовые элементы трубопровода. Определение размеров
ГОСТ ИСО 4065-2005 «Трубы из термопластов. Таблица универсальных толщин стенок»
ГОСТ Р ИСО 11413-2014 «Трубы и фитинги пластмассовые. Подготовка контрольного образца сварного соединения полиэтиленовой трубы и фитинга с закладными нагревателями»
ГОСТ Р ИСО 11414-2014 «Трубы и фитинги пластмассовые. Подготовка контрольного образца соединения труба/труба или труба/фитинг из полиэтилена (ПЭ), выполненного сваркой встык»
Подготовка контрольного образца соединения труба/труба или труба/фитинг из полиэтилена (ПЭ), выполненного сваркой встык»
ГОСТ Р ИСО 12176-1-2011 «Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментов встык»
ГОСТ Р ИСО 12176-2-2011 «Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 2. Сварка с закладными нагревателями»
ГОСТ Р ИСО 12176-3–2014 «Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 3. Идентификация оператора»
ГОСТ Р ИСО 12176-4-2014 «Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 4. Кодирование трассируемости»
ГОСТ ISO 1167-1-2013 «Трубы, соединительные детали и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 1. Общий метод»
Листы, пленки:
ГОСТ 33067-2014 «Материалы геосинтетические для туннелей и подземных сооружений. Общие технические требования»
Общие технические требования»
ГОСТ Р 56338-2015 «Дороги автомобильные общего пользования. Материалы геосинтетические для армирования нижних слоев основания дорожной одежды. Технические требования»
ГОСТ Р 56586-2015 «Геомембраны гидроизоляционные полиэтиленовые рулонные. Технические условия»
ГОСТ Р 56704-2015 «Мембрана полимерная гидроизоляционная из поливинилхлорида. Технические условия»
ГОСТ Р 57417-2017 «Материалы кровельные гибкие полимерные (термопластичные и эластомерные). Общие технические условия»
ГОСТ Р 58121.1-2018 «Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 1. Общие положения»
ГОСТ Р 58121.2-2018 «Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 2. Трубы»
ГОСТ Р 58121.3-2018 «Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 3. Фитинги»
Свариватели пленки от ООО «ПКФ «ОСК»
Наша компания является поставщиком оборудования для сварки пленки (сваривателей пакетов).
Длина сварного шва предлагаемого нами оборудования от 500 до 2500 мм. Данное оборудование предназначено для изготовления полиэтиленовых пакетов, мешков и вкладышей для биг-бэгов.
Оборудование может поставляться в 2-х вариантах:
Вариант № 1 — с длиной шва от 500 до 1000 мм.
В основном, данное оборудование применяется для сварки пакета, заполненного штучным грузом. С этой целью предусмотрен подвижный, регулируемый по высоте, стол.
Вариант № 2 — с длиной шва от 1100 до 2500 мм.
В основном, данное оборудование применяется для сварки полиэтиленовых вкладышей для биг-бэгов. Оборудование может иметь как механический так и пневматический привод.
Основные технические характеристики сварочного оборудования с длиной шва от 500 до 1000 мм
| 1. Производительность сварок в час | до 400 |
2. Длина свариваемого шва, мм Длина свариваемого шва, мм | от 500 до 1000 |
| 3. Толщина двойного свариваемого материала, мкм | до 800 |
| 4. Подвод тепла | односторонний |
| 5. Нагревательный элемент — проволока | проволока 0,63-М9-Х15Н60 ГОСТ 12766.1-77 |
| 6. Нагревательный элемент — полоска | лента плющенная 0,3х3-Х15Н60 ГОСТ 12766.5-77 |
| 7. Установленная мощность, кВт | от 0,4 |
| 8. Время импульса нагрева, сек | от 0,1 до 10 |
| 9. Напряжение и частота электросети, V/Hz | 220/50 |
| 10. Габаритные размеры, мм | 900 (1400) х 630 х 1075 |
| 11. Вес, кг | 40 (45) |
Основные технические характеристики сварочного оборудования с длиной шва от 1100 до 2500 мм
| 1. Производительность сварок в час | до 400 |
2. Длина свариваемого шва, мм Длина свариваемого шва, мм | от 1100 до 2500 |
| 3. Толщина двойного свариваемого материала, мкм | до 800 |
| 4. Подвод тепла | односторонний |
| 5. Нагревательный элемент — проволока | проволока 0,63-М9-Х15Н60 ГОСТ 12766.1-77 |
| 6. Нагревательный элемент — полоска | лента плющенная 0,3х3-Х15Н60 ГОСТ 12766.5-77 |
| 7. Установленная мощность, кВт | от 0,63 |
| 8. Время импульса нагрева, сек | от 0,1 до 10 |
| 9. Напряжение и частота электросети, V/Hz | 220/50 |
| 10. Габаритные размеры, мм | 1500 (2900) х 530 х 1250 |
| 11. Вес, кг | 60 (90) |
На данном оборудовании могут применяться два вида швов: отрезной и плоский, в различном их сочетании, в зависимости от задач Заказчика.
Отрезной шов применяется для изготовления полиэтиленовых пакетов, мешков, вкладышей из рулона рукавной полимерной и полиэтиленовой пленки. При данном виде сварки пленки получается шов с одновременной отрезкой изготовленного пакета, мешка, вкладыша от рулона.
При данном виде сварки пленки получается шов с одновременной отрезкой изготовленного пакета, мешка, вкладыша от рулона.
Плоский шов применяется для сварки полиэтиленовых пакетов, мешков, вкладышей, либо для изготовления полиэтиленовых пакетов, вкладышей и т.д. из рулона рукавной полиэтиленовой пленки с дальнейшим их отрезанием от рулона при помощи ножа, входящего в комплект. Ширина шва сварки 3 мм.
Оборудование для сварки пленки в стандартном исполнении имеют отрезной и плоский шов, с возможностью попеременного их включения.
По желанию Заказчика сварочное оборудование может быть изготовлено в различном сочетании:
— отрезной шов + плоский шов (работающие вместе и отдельно в любой комбинации)
— плоский шов + плоский шов (работающие вместе и отдельно в любой комбинации) и т.д.
Основными преимуществами оборудования для сварки пленки являются:
1. Простота конструкции
Простота конструкции
2. Простота и надежность электрического оборудования
3. Высокая прочность шва
4. Высокая надежность в работе
5. Универсальность к толщине пленки
6. Быстрая и простая переналадка режима сварки
7. Отличное качества сварного шва
8. Легкость в обслуживании
Для расчета стоимости оборудования связывайтесь с нашими менеджерами по телефону (812) 655-07-87. Вы также можете отправить вашу заявку на нашу электронную почту [email protected]
Мы осуществляем доставку в Санкт-Петербурге своим транспортом, если вы находитесь в другом регионе РФ, то доставку производим до удобной вам транспортной компании. Стоимость доставки уточняйте по телефону (812) 655-07-87 или электронной почте [email protected]
Типы пластика и методы сварки для каждого из них
Обычно используется для металлов, но также широко используется и для пластиков. Сваривание представляет собой процесс, при котором две или более частей сплавляются друг с другом посредством нагревания, давления или образования соединения как кусочки остывают.
Сваривание представляет собой процесс, при котором две или более частей сплавляются друг с другом посредством нагревания, давления или образования соединения как кусочки остывают.
Каждый тип пластика требует использования определенных процессов и методов сварки, а также знания типов пленки и возможных конфигураций их сварки. Ниже мы объясним, как работают основные методы сварки пластмасс.
Методы сварки в зависимости от типа пластика
Методы склеивания пластмасс можно разделить на методы внешнего и внутреннего нагрева в зависимости от конкретного используемого процесса.
Использование нагревательной пластины для прямого термического нагрева пластика означает, что этот метод можно использовать даже для очень сложных сварных швов. Можно сваривать даже изогнутые соединения, а сварка горячей пластиной имеет очень короткое время цикла. Это метод, который часто нельзя использовать для особенно тонких материалов, а эксплуатационные расходы высоки.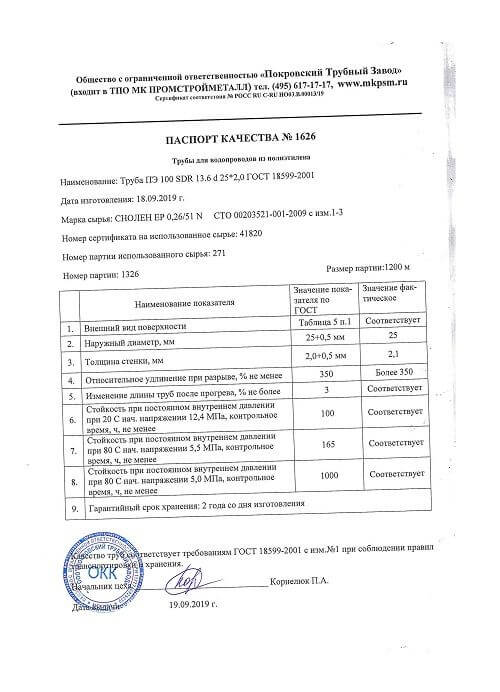
Основные типы пластмасс и их аббревиатуры
Сварка пластмасс — это процесс создания молекулярной связи между двумя совместимыми термопластами, обеспечивающий превосходную прочность и сокращающий время цикла. Посмотрите, какие виды пластика используются в настоящее время:
- Полиэтилен (PE)
- Полиэтилентерефталат (ПЭТ)
- Полиэтилен высокой плотности (ПЭВП)
- Полиэтиленвинилхлорид (ПВХ)
- Полиэтилен низкой плотности (LDPE)
- Полипропилен (ПП)
- Биориентированный полипропилен (БОПП)
Любой сварной шов проходит три основных этапа: опрессовка, нагрев и охлаждение. Процессы сварки пластмасс в основном различаются методами нагрева.
Приложение силы и допуски для охлаждения являются механическими соображениями, которые могут варьироваться от машины к машине в пределах общей категории процесса.
Существует несколько вариантов конфигурации сварки в зависимости от типа пластика:
Типы пластика в соответствии с вашей возможной конфигурацией сварки
ВИДЫ ПЛЕНКИ
- ГОРЯЧАЯ БАРКА С ЛЕНТАМИ 45º
- ГОРЯЧИЙ БАР С ВЕРТИКАЛЬНЫМИ ПОЛОСАМИ
- ГОРЯЧИЙ БАР С ГОРИЗОНТАЛЬНЫМИ ПОЛОСАМИ
- ГЛАДКИЙ ГОРЯЧИЙ БАРНИК
- НИКЕЛЬ ХРОМ
Тип вертикальных перекрытий
| ПЕРЕКРЫТИЯ | ||
| ВИДЫ ПЛЕНКИ | ЛИЦО К ЛИЦУ | ПЕРЕКРЫТИЕ |
ПЭ | х | х |
| ПП | х | х |
ПП + ПЭ | х | |
| БОПП + ПП | х | |
БОПП + АЛЮМ + ПЭ | х | |
БОПП + АЛЮМ + ПП | х | |
ПОЛИЭСТЕР + ПЭ | х | |
| ПЭТ + ПЭ | х | |
Теги: индумак, Виды пластика, Виды пластика и методы сварки, методы сварки
Какие пластики подходят для сварки?
Материалы из одного и того же пластика и из разных пластиков можно соединять различными способами. Сварка, например, является обычным процессом соединения; особенно когда клеевое соединение не гарантирует достаточного или долговечного соединения. Сварка пластика — это не поверхностное соединение; это интенсивная, материальная связь. Однако это работает только для так называемых термопластичных материалов (которым можно придавать форму при воздействии тепла).0003
Сварка, например, является обычным процессом соединения; особенно когда клеевое соединение не гарантирует достаточного или долговечного соединения. Сварка пластика — это не поверхностное соединение; это интенсивная, материальная связь. Однако это работает только для так называемых термопластичных материалов (которым можно придавать форму при воздействии тепла).0003
- Термопластичные материалы: в основном состоят из линейных молекулярных цепей, которые скользят друг относительно друга при воздействии тепла и делают пластик податливым и свариваемым.
- Эластомеры: состоят из молекулярных цепей с широкой ячейкой, которые возвращаются в исходное состояние, как только снижается температура. Следовательно, формование с помощью процесса сварки невозможно.
- Термореактивные смолы: состоят из плотных молекулярных цепей. Тепло разрушает их структуру, а это означает, что плавление и сварка невозможны.
Однородно (равномерно) свариваются только идентичные термопласты. Кроме ПТФЭ, можно сваривать все термопластичные материалы. Тем не менее, между пластиками существуют различия в зависимости от материала:
Кроме ПТФЭ, можно сваривать все термопластичные материалы. Тем не менее, между пластиками существуют различия в зависимости от материала:
- ABS (акрилонитрил-бутадиен-стирол)
Хорошо и легко сваривается. Температура сварки составляет от 270 до 310 °C. - PS (полистирол )
Также хорошо и легко сваривается. Температура сварки составляет от 270 до 310 °C. - PP (полипропилен )
Особое внимание следует уделить температуре и продолжительности нагрева, так как PP очень быстро горит. Температура сварки составляет от 230 до 280 °C. - ПЭ (полиэтилен)
Можно легко и хорошо сваривать, но нельзя склеивать с помощью обычных клеев. Температура сварки составляет от 220 до 280 °C. - ПВХ (поливинилхлорид)
Особое внимание следует уделить температуре и продолжительности нагревания, так как ПВХ очень быстро горит и образует соляную кислоту. Температура сварки составляет от 250 до 280 °C.
Температура сварки составляет от 250 до 280 °C. - ПММА (полиметилметакрилат)
В просторечии известен как акриловое стекло. Можно сварить хорошо и легко. Температура сварки составляет от 120 до 180 °C. - ПК (поликарбонат)
Также хорошо и легко сваривается. Температура сварки составляет от 270 до 310 °C.
Свойства материалов играют важную роль, когда речь идет о точном и эффективном процессе сварки:
Модуль эластичности (e-modul)
Описывает растяжение и расширение пластика при приложении силы. Чем больше Е-модуль, тем лучше звукопроводимость материала.
Демпфирование
Описывает степень, в которой пластик поглощает и преобразует механические вибрации. JЧем больше демпфирование, тем интенсивнее выделение тепла, так как больше энергии вибрации превращается в тепло.
Температура плавления
Точка, при которой материал переходит из твердого состояния в жидкое.
 Он определяет, сколько тепла требуется для процесса сварки.
Он определяет, сколько тепла требуется для процесса сварки.Вязкость расплава
Насколько быстро может течь расплавленная часть пластика. Более вязкий расплав с большей вероятностью останется в зоне соединения, и процесс будет более равномерным.
На свариваемость пластмасс могут влиять различные внешние факторы:
- Добавки, такие как противопожарные: Добавки защищают пластмассы от деградации, вызванной внешними воздействиями. Однако это также означает, что добавки затрудняют обработку пластика с помощью ультразвука.
- Влага (особенно для полиамидов): Если пластик имеет высокий уровень влажности, он может испаряться во время сварки. Это приводит к образованию пузырьков газа в зоне стыка, а затем к пористым сварным швам.
- Стекловолокно: повышает жесткость, ударную вязкость и прочность пластика, тем самым улучшая звукопроводимость, особенно у полукристаллических пластиков.
- Стеклянные шарики: Повышают устойчивость пластмассы к давлению, тем самым улучшая звукопроводимость, особенно в полукристаллических пластмассах.

