
Содержание
Стык оболочки из ПЭ (полиэтилена) при помощи сварных муфт
Дата публикации: 03.12.2019
Муфта устанавливается на трубу перед сваркой стыкового соединения металлических труб теплотрассы. Упаковочная пленка не снимается до начала изоляции стыка! Маркировка муфты должна соответствовать диаметру оболочки изолируемого трубопровода. Свободные от изоляции концы стальных труб в месте стыка должны составлять в сумме не более 500 мм.
Подготовка к работе
Перед началом работ необходимо проверить и зафиксировать выполнение следующих условий:
- Наличие достаточной рабочей зоны вокруг стыка, обеспечивающей свободный доступ персонала к стыку и соблюдение технологических правил производства работ.
- К изоляции стыков приступают после технического освидетельствования сварных швов стальных труб.
- Во время выпадения осадков работы производятся только под временным укрытием, исключающим попадание влаги на монтируемые элементы.
При монтаже теплотрассы, оборудованной системой оперативного дистанционного контроля состояния изоляции (ОДК), непосредственно перед выполнением работ по изоляции стыка, необходимо соединить сигнальные проводники и провести соответствующие измерения сопротивления изоляции и целостности проводников.
Работы производятся при температуре воздуха не ниже -10°С, а также при наличии технологических приямков не менее 1,4 м (0,7 м в каждую сторону от стыка) и глубиной 400 мм.
Во время выпадения осадков работы производятся только под временным укрытием, исключающим попадание влаги на монтируемые элементы.
Этапы работ по стыку оболочки из ПЭ
Очистить зону стыка от грязи, пыли, влаги. Полиэтиленовая оболочка чистится на расстояние, достаточное для перемещения муфты по чистой поверхности, но не менее длины применяемой муфты. Стальную трубу чистить кордщеткой до металлического блеска.
На торцах труб удалить слой теплоизоляции на глубину 15 – 20 мм. При намокании теплоизоляции на торцах труб, удаляется весь увлажненный пенополиуретан.
Полиэтиленовую оболочку, с обеих сторон стыка, на расстояние 150 – 200 мм, обезжирить растворителем, тщательно зачистить наждачной бумагой, повторно обработать растворителем.
Муфту освободить от упаковки таким образом, чтобы наружная поверхность упаковочной пленки находилась на полиэтиленовой оболочке трубы, но вне зоны ранее подготовленных поверхностей оболочек, а перемещение муфты происходило по чистой внутренней поверхности упаковки.
Используя рулетку, отцентровать положение муфты относительно оси стыка, нанести маркером риски, соответствующие предполагаемым торцам муфты. При этом ранее подготовленные поверхности оболочек должны на 150 – 200 мм с обеих сторон выходить за габариты муфты.
Запрещается использовать для разметки мел.
Надвинуть муфту на стык, расположив ее в соответствии с нанесенными ранее рисками. Внутренняя поверхность муфты должна быть сухой и чистой. При несоблюдении этого условия места усадки муфты 150 мм с обоих торцов муфты необходимо обезжирить, зачистить наждачной бумагой и еще раз обезжирить.
На расстоянии 200 мм от торцов муфты просверлить два отверстия Ø 20 мм.
Установить нагревательные элементы, соответствующие Ø муфты. Нагревательные элементы фиксируются между муфтой и полиэтиленовой оболочкой на расстоянии 10 мм от края муфты. Нагревательные элементы устанавливаются с небольшим натягом, следить, чтобы они не провисали.
Муфты центрируются при помощи клиньев, добиваясь равного расстояния между ПЭ оболочкой и муфтой по верхнему и нижнему срезу.
Усадить края муфты. Для того чтобы не повредить муфту, прогревать следует мягким пламенем пропановой горелки круговыми непрерывными движениями равномерно по окружности муфты. Нагрев проводить до тех пор, пока поверхность края муфты не станет мягкой на ощупь (проверку твердости поверхности края муфты проводить в перчатках). После того как нагреваемый край муфты размягчился (при этом не допускать образования цветов побежалости, то есть перегрева муфты), необходимо приостановить прогрев и перейти к усадке другого края муфты. Таким образом, переходя с одного края муфты на другой, постепенно, добиться полной усадки муфты. Клинья удаляются после усадки нижнего края муфты. После удаления клиньев прогрев муфты продолжается. По завершении усадки края муфты примут форму оболочки. При этом контролируется плотное прилегание поверхностей, без смятия и задиров краев муфты.
После усадки края муфты стягивают бандажными ремнями шириной не менее 50 мм, при этом температура муфты должна быть не менее 110°С. После этого муфта должна остыть до 50°С (исключить попадание на муфту прямых солнечных лучей).
После этого муфта должна остыть до 50°С (исключить попадание на муфту прямых солнечных лучей).
После остывания муфты до 30 – 40°C края муфты укрываются термоматами.
Подключить нагревательные элементы к устройству сварки муфт.
Включить сварочный аппарат в сеть 220 вольт. Загорится световая индикация.
Кнопками ДИАМЕТР «+» или «-» выбрать диаметр оболочки трубы. Диаметр высвечивается на 4-х разрядном индикаторе. Кнопкой РЕЖИМ установить режим работы – «1»-сварка одного стыка, «2»-сварка двух стыков одновременно. Режим отображается на одноразрядном индикаторе и дублируется светодиодами для лучшего визуального восприятия.
При выполнении пунктов 4.5.15 и 4.5.16 на индикаторе ТАЙМЕР автоматически устанавливается время выполнения данной операции в зависимости от температуры окружающего воздуха.
Кнопкой «НАГРУЗКА ВКЛ» включить режим сварки. Загорится зеленый светодиод, и таймер начнет обратный отсчет времени. Устройство автоматически поддерживает необходимую мощность нагрева и контролирует ток в цепи. По завершении времени сварки устройство отключает нагрузку и переходит в режим ожидания, о чем оповещает звуковой сигнал.
По завершении времени сварки устройство отключает нагрузку и переходит в режим ожидания, о чем оповещает звуковой сигнал.
Обесточить устройство сварки муфт, отсоединить провода от нагревательных элементов. Для завершения процесса сварки дать выдержку 5 минут, после чего снять термоматы, а еще через 5 – 10 минут удалить бандажные ремни.
Края муфты, с обеих сторон стыка, на расстояние 200 мм обезжирить растворителем, тщательно зачистить наждачной бумагой, повторно обработать растворителем. Прогреть муфту и полиэтиленовую оболочку трубы в месте их стыка мягким пламенем пропановой горелки до температуры 100°С. На теплую поверхность оболочек по периметру наклеить адгезивную ленту, армирующим слоем наружу, с нахлестом в месте стыка 30 – 50 мм. На края муфты с нахлестом 100 мм укладывается термоусаживающаяся лента и осаживается мягким пламенем пропановой горелки.
Контроль герметичности производится опрессовкой воздухом до усадки термоленты после остывания муфты до температуры 50°С.
В просверленные отверстия вставляется специальное устройство для опрессовки, через него в муфту накачивается воздух под давлением 0,3-0,4 бар. Муфта выдерживается под испытательным давлением в течение 5 минут. При удовлетворительном результате испытания из отверстий извлекается устройство для опрессовки, и обкусываются выступающие концы нагревательных элементов. В случае падения давления, по краям муфты при помощи опрыскивателя наносится мыльный раствор. После обнаружения дефекта сварки (по пузырькам мыльного раствора) дать остыть муфте до температуры окружающей среды, после чего произвести сварку еще раз.
В чистую емкость дозировать необходимое по объему заливаемого стыка количество компонентов (А) и (В) в пропорциях согласно технологическим инструкциям фирм-поставщиков. Перемешать компоненты дрелью со специальной насадкой-мешалкой. Через отверстия залить в стык смесь компонентов ППУ. Закрыть отверстия дренажными пробками. В процессе вспенивания незначительное количество пены вытечет через дренажные отверстия пробок, это будет свидетельствовать о полном заполнении объема стыка. После затвердения пены удалить дренажные пробки, очистить поверхность муфты, примыкающую к заливочным отверстиям от излишков пены и обработать отверстия конической фрезой или другим режущим инструментом.
После затвердения пены удалить дренажные пробки, очистить поверхность муфты, примыкающую к заливочным отверстиям от излишков пены и обработать отверстия конической фрезой или другим режущим инструментом.
Заварить отверстия полиэтиленовыми пробками. Для этого нагреть инструмент для заварки пробок до температуры не более 240°С (полиэтилен не должен дымиться). Вставить полиэтиленовую пробку во внутренний конус инструмента, наружный конус вставить в заливочное отверстие и, нажимая на полиэтиленовую пробку, вдавливать инструмент в отверстие муфты. Когда пробка углубится на 2 мм в конус, вынуть инструмент и вдавить в отверстие муфты оплавленную пробку. Удерживать пробку под давлением в течение 20 сек. Для выравнивания поверхности муфты, после остывания, пробки обрабатываются режущим инструментом.
назначение, как правильно пользоваться зубилом
Зубило представляет собой востребованный ручной инструмент, который должен быть в арсенале каждого рачительного хозяина. Его можно сделать самостоятельно или купить готовое.
Его можно сделать самостоятельно или купить готовое.
Зубила имеют широкую сферу применения, ими можно отбивать шляпки от заклепок, рубить металл, сбивать керамическую плитку, раскручивать болты с гайками. Это прочный и надежный инструмент, который удобен в использовании и доступен по стоимости. Отменные эксплуатационные характеристики зубил обеспечивает высококачественный металл, применяемый для их производства. Они хорошо выдерживают ударные воздействия.
Устройство и характеристики зубила
Это ударно-режущее приспособление, при помощи которого выполняют обработку твердых материалов: древесины, камня. Зубило по виду напоминает железный стержень, одна из сторон которого гладкая, а другая имеет заточку по двум граням. Стержни могут иметь овальную, прямоугольную и многогранную конфигурацию.
Представленные в продаже зубила отличаются назначением, типом хвостика, длиной и шириной рабочей части, материалом изготовления, весом. Для комфортного использования их комплектуют специальными «грибками» в виде резиновой прокладки, уменьшающей отдачу и обеспечивающей точное попадание молотка.
Для комфортного использования их комплектуют специальными «грибками» в виде резиновой прокладки, уменьшающей отдачу и обеспечивающей точное попадание молотка.
Материал
Материал изготовления является одним из главных критериев выбора.
Инструменты, которыми обрабатывают металл, делают из углеродистой стали. Зубила, предназначенные для работы с камнем, выполняют из конструкционной стали.
Размеры и вес
Длина рабочей части у этих инструментов колеблется в диапазоне 25–60 см.
Ширина варьируется от 5 до 25 мм.
Общая длина от 10 до 20 см.
Производителями предлагаются модификации, за счет которых можно обрабатывать мягкие, средние и твердые металлы.
Размеры инструмента влияют на его вес.
У легких ручных моделей он составляет от 210 до 380 г. У тяжелых, которыми комплектуют электроинструмент от 590 до 750 г.
Виды
Насчитывается несколько видов зубил, отличия между ними заключаются не только в размерах, но и в функционале. В продаже имеются инструменты для работы с металлом, бетоном и камнем. Зубила бывают:
В продаже имеются инструменты для работы с металлом, бетоном и камнем. Зубила бывают:
- слесарными;
- канавочными;
- лопаточными;
- пневматическими.
В отдельные категории выделяют пики, которые используют в комплексе с электрическими инструментами: перфораторами, отбойными молотками. Такие приспособления чрезвычайно востребованы и хорошо выполняют свои задачи.
Зубила Крейцмейсель имеют острую зауженную кромки. Специфичная конструкция упрощает создание пазов, мелких канавок на металлических поверхностях.
Наибольшим спросом пользуются слесарные модификации, ими обрабатывают незакаленный металл.
Есть еще так называемые канавочники, предусматривающие наличие кромки. С ее помощью получают разнообразные вырезы на поверхности камня и металла. Кузнечным зубилом с рукояткой пользуются для вырубки холодных и горячих металлических заготовок.
При помощи лопаточных модификаций создают отверстия в стенах, дробят твердый металл. Их изготавливают из прочного материала, конец таких инструментов напоминает лопатку.
Их изготавливают из прочного материала, конец таких инструментов напоминает лопатку.
Пневматическая разновидность имеет зубчики, похожие на зубцы перфораторов. Этим инструментом часто пользуются в автомастерских. С помощью зубила убирают лишний металл по линии сварных швов.
Отличия есть между зубилами, предназначенными для работы с металлом и камнем, хотя по внешнему виду они не сильном отличаются. Для обработки каменных заготовок применяют инструмент с широкой лопаткой. Зубила, при помощи которых работают с металлами, чаще всего цельнолитые. Их отличает специфичная закалка, они обладают твердой режущей кромкой, выдерживающей удары молотка.
У многих инструментов имеются твердосплавные напайки, поэтому им свойственно легкое скалывание, такие зубила не используют для рубки металла.
Как выбрать?
Перед покупкой зубила необходимо определиться с особенностями его применения. Основные параметры выбора:
- предназначение;
- материал изготовления;
- вес и размеры.

Зубило должно быть выполнено из прочного материала, выдерживать значительные эксплуатационные нагрузки. Обращайте внимание на форму, размеры, цену, наличие защитных приспособлений для рук (они сделают процесс использования инструмента более комфортным).
Не стоит покупать дешевые инструменты от малоизвестных фирм, скорее всего, они будут некачественными. Если зубило сделано из мягкого металла и незакаленно, оно прослужит недолго.
Рекомендуемые товары
Ошибка получения цены товара «Набор автомобильного проф. инструмента 105 предмета Арсенал с пожизненной гарантией C1412P105»
При правильном использовании качественного инструмента он на протяжении нескольких лет сохраняет свою функциональность. Всегда смотрите на форму сечения наличие рукояток. Оценивайте эффективность их применения для выполнения конкретной работы. Помните, что у каждого изделия свой эксплуатационный ресурс. ГОСТ гласит, что рабочая доля радиуса затупления должна быть не более 0,4 мм.
Отдавайте предпочтение моделям, выполненным из высокой марки стали.
Как пользоваться зубилом?
Для правильной эксплуатации зубила нужно разобраться в его особенностях. Все манипуляции должны быть аккуратными. При работе с зубилом не следует никуда торопиться.
Первым делом нужно проверить надежность посадки молотка на рукоятке. Затем надеть очки с перчатками, определить сухость инструмента. При работе с металлом необходимо учитывать его тип и толщину.
Если листов несколько, потребуется больше одного подхода. При возникновении необходимости отделить часть проволоки нельзя делать это одним ударом. Сначала выполняют небольшой надрез, а затем обламывают стержень. Грибки в современных инструментах играют защитную роль.
Перед применением зубила, убедитесь, что его состояние нормальное. Особого внимания заслуживает рукоятка, если она неисправна, могут быть повреждения. Удостоверьтесь в чистоте рабочей части.
Рабочий процесс – это постоянно повторяющаяся рубка. Слесарный инструмент нужно зафиксировать. Его устанавливают в область среза и удерживают левой рукой. Затем в процесс вовлекают молотки, начинают бить сплеча.
Для нормальной работы зубила его нужно заточить. Угол затачивания может варьироваться от 35 до 70 градусов. Во избежание складывания лезвий их немного притупляют. Со временем режущая кромка может испортиться, проблема решается заточкой инструмента при помощи наждачного станка.
Предварительно зубило помещают в прохладную воду с целью его закалки. Заточка выполняется по торцовой части круга наждака. Лезвие инструмента нужно разместить в противоположном наждачному устройству направлении, чтобы искры летели в сторону пола.
Продолжительность заточки определяется мощностью устройства и температурой, процедура длится от 0,5 до 1 минуты. Если передержать инструмент, он перегреется и лишится исходной твердости.
Некоторые применяют зубило вместо рубанка и даже заменяют им строгальный аппарат. Этот инструмент отличается высоким уровнем производительности и эффективной работой. Он отлично подходит для создания декоративной облицовки и точечной подводки деревянных заготовок.
Пользуйтесь только исправными инструментами.
Как сделать зубило своими руками?
Для изготовления зубила потребуется металлическая пружина. Также придется запастись кузнечными инструментами, позаботиться о защитных средствах.
Процесс изготовления не представляет особой сложности:
- Отрежьте виток пружины, разогрейте и выпрямите его.
- Придайте рабочей части требуемую конфигурацию (самый популярный вариант – четырехгранник). Нагрейте и обстучите заготовку, сформируйте канавку.
- Раскаленный металлический кусок поместите в вермикулит, чтобы упростить дальнейшую работу.
- Обработайте заготовку напильником и станком для шлифовки.
- Будущее зубило нагрейте до 750 градусов, и поместить в тару с маслом. Еще раз нагрейте до 200 градусов и дождитесь, пока заготовка остынет естественным образом. Это придаст металлу прочность и твердость.
- Отшлифуйте и можете тестировать в работе.
Пример из каталога
Зубило-скарпель, 254х19 мм
Самая востребованная разновидность зубил, идеально подходящая для работ по камню. Ее еще называют скарпелем. Инструментом можно раскалывать кирпич, выполнять штробление бетона, обработку скульптур. Он выполнен из хромванадиевой стали, на полотне имеется защитное эмалевое покрытие, предотвращающее появление ржавчины. Увеличению рабочего ресурса зубила-скарпеля способствует закаленная режущая кромка.
Заключение
Правильный подход к выбору зубила обеспечит его комфортное и продуктивное использование. Инструмент, выпущенный надежными производителями, славится своей долговечностью.
Машины для упаковки в термоусадочную пленку — упаковка и упаковка в США
Последние дни скидок — сэкономьте 10 % при оформлении заказа — Код купона: bye22
заказы на портативные термоусадочные машины для использования в домашних условиях. Наши большие и малые машины для термоусадочной пленки нагревают полиэтиленовую пленку, плотно сжимая ее вокруг содержимого. Наши термоусадочные упаковочные материалы идеально подходят для упаковки малых или больших объемов; позвоните и позвольте нам помочь сегодня. Ознакомьтесь с нашими машинами для упаковки паллет в термоусадочную пленку для упаковки поддонов или грузовых салазок.
Наши большие и малые машины для термоусадочной пленки нагревают полиэтиленовую пленку, плотно сжимая ее вокруг содержимого. Наши термоусадочные упаковочные материалы идеально подходят для упаковки малых или больших объемов; позвоните и позвольте нам помочь сегодня. Ознакомьтесь с нашими машинами для упаковки паллет в термоусадочную пленку для упаковки поддонов или грузовых салазок.
- Информация о машине для термоусадочной пленки
- Видео о машинах для упаковки в термоусадочную пленку
- Термины для машин для термоусадочной пленки
Машина для упаковки в термоусадочную пленку — это общий термин, используемый в упаковочной промышленности. При правильном использовании машина для термоусадочной упаковки относится к машине, используемой в термоусадочной упаковке, которая включает в себя герметик и источник тепла для подачи тепла на термоусадочную пленку. Люди также часто используют термин «машина для упаковки в термоусадочную пленку» при описании машин для упаковки в стрейч-пленку.
Машина для запайки термоусадочной пленкой закрывает открытые концы термоусадочной пленки, а источник тепла воздействует на материал, чтобы сжать его до продукта. В операциях с низкой выходной мощностью в качестве источника тепла часто используется тепловая пушка. В нашем блоге «Какая машина для упаковки в термоусадочную пленку лучше всего подходит для вашего бизнеса» мы объясняем идеальные машины для упаковки в термоусадочную пленку на основе прогнозируемого уровня производства. Это отличный источник для людей, плохо знакомых с термоусадочной упаковкой.
Наши машины для упаковки в термоусадочную пленку поставляются нам несколькими известными производителями. Есть множество типов и размеров на выбор. В настоящее время в сети мы перечисляем только наши небольшие машины для операций с низкой и средней производительностью. Мы предлагаем большой выбор полностью автоматических машин для высокопроизводительных операций. Не стесняйтесь звонить нам и узнавать о любой из наших высокопроизводительных машин для упаковки в термоусадочную пленку.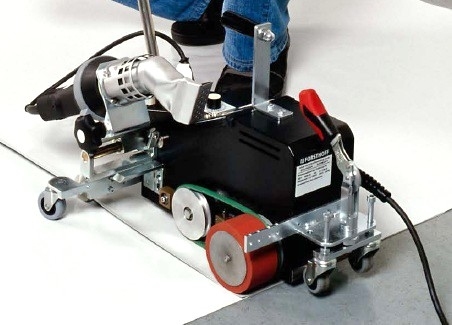 Конечно, мы всегда здесь после продажи для устранения неполадок машины.
Конечно, мы всегда здесь после продажи для устранения неполадок машины.
*I-Bar Sealers — отличный вариант для тех, кто использует термоусадочные пакеты или термоусадочные трубки. Запайщики I-Bar предлагают одну запаивающую планку для запечатывания и разрезания термоусадочной пленки одним движением. Наши системы упаковки в термоусадочную пленку I-Bar поставляются со всем необходимым, чтобы начать упаковку вашей продукции в термоусадочную пленку. Наши портативные запайщики I-Bar оснащены съемной запаивающей планкой для быстрой и эффективной герметизации продуктов. Вместо того, чтобы перемещать продукты к запечатывающей планке, пользователи перемещают запечатывающую планку вокруг продуктов. Все портативные запайщики I-Bar поставляются с 8-футовым шнуром, позволяющим легко и эффективно регулировать запаивающую планку.
*L-образные запайщики — Отлично подходят для любого типа термоусадочной пленки, которую мы предлагаем. Запайщики L-Bar имеют три запаивающих стержня, предназначенных для простого и эффективного запечатывания термоусадочной пленки с центральным сгибом. Все запайщики L-Bar, перечисленные в Интернете, считаются ручными запайщиками в термоусадочную пленку для операций с низкой и средней производительностью. Позвоните нам, чтобы узнать о полуавтоматических и полностью автоматических запайщиках L-Bar.
Все запайщики L-Bar, перечисленные в Интернете, считаются ручными запайщиками в термоусадочную пленку для операций с низкой и средней производительностью. Позвоните нам, чтобы узнать о полуавтоматических и полностью автоматических запайщиках L-Bar.
*Системы термоусадочной пленки — Собраны для начинающих операций, начинающихся с низкой производительности. Наши системы для упаковки в термоусадочную пленку экономичны и поставляются со всем необходимым для начала работы с продуктами для упаковки в термоусадочную пленку. Система термоусадочной пленки отличается от системы термоусадочной пленки I-bar из-за различий в герметиках.
*Ручные импульсные запайщики — рекомендуется для операций с низкой производительностью, когда запечатывается не более десяти предметов в час. Импульсные ручные запайщики бывают двух видов. Запайщики круглой проволоки и запайщики плоской проволоки. Плоские герметики более доступны по цене, но не запечатывают и не режут одним движением. Запайщики круглой проволоки стоят дороже, но они более эффективны из-за их способности запаивать и резать одним движением.
Запайщики круглой проволоки и запайщики плоской проволоки. Плоские герметики более доступны по цене, но не запечатывают и не режут одним движением. Запайщики круглой проволоки стоят дороже, но они более эффективны из-за их способности запаивать и резать одним движением.
*Уплотнители для ног- Отличный вариант для упаковки термоусадочных и полиэтиленовых пакетов на высокой скорости. Мы предлагаем два типа уплотнителей для ног различной ширины. Обычные запайщики с ножным приводом поставляются с плоской запаивающей проволокой. Плоская сварочная проволока не запечатывает и не разрезает пленку одним движением. Это отличный вариант для полиэтиленовых пакетов. Для термоусадочных пакетов мы рекомендуем наши запайщики для круглых проволочных ножек. Круглая проволока позволяет пользователям запаивать и разрезать термоусадочные пакеты одним движением.
*Термофены для термоусадочной пленки — В настоящее время мы предлагаем онлайн только два термофена для термоусадочной пленки. Они оба отлично подходят для операций с низкой производительностью. Отличие заключается в контроле температуры. Двухскоростной тепловой фен предлагает только две регулируемые скорости, а тепловой фен с переменной температурой предлагает регулируемую ручку для нескольких режимов нагрева. Мы также предлагаем большой выбор термоусадочных туннелей для операций с более высокой производительностью.
* Термоусадочные туннели- Идеальны для операций со средней и высокой скоростью вывода. Термоусадочные туннели бывают разных размеров и размеров. Термоусадочные туннели существенно ускоряют производство термоусадочной пленки. Мы рекомендуем всем, кто упаковывает более 150 продуктов в день, подумать о покупке термоусадочного туннеля.
*Комбинированные системы термоусадочной упаковки- Комбинации запайщика прутков L и термоусадочного туннеля позволяют ежедневно упаковывать тысячи продуктов. Комбинированные системы могут поставляться с множеством различных опций. Магнитный фиксатор — это вариант, который удерживает герметик L-образного стержня в закрытом положении до тех пор, пока герметизация не будет завершена. Это удержание позволяет пользователям брать следующий продукт, пока заканчивается запечатывание. Разгрузочный конвейер — еще один вариант, который транспортирует продукты в термоусадочный туннель. Этот вариант также экономит время, поскольку пользователям не нужно прикасаться к продукту после первоначальной герметизации. Термоусадочные комбинированные системы экономят время и повышают эффективность.
*Конвейеры- Конвейеры бывают разных форм, форм и разновидностей. Основными конвейерами, используемыми для упаковки в термоусадочную пленку, являются конвейеры с гравитационной подачей. Они используются на выходе из туннеля для упаковки в термоусадочную пленку для сбора готовой продукции. Полностью автоматические машины для упаковки в термоусадочную пленку оснащены питающими конвейерами для непрерывной подачи продуктов в машину для упаковки в термоусадочную пленку. Знание размеров и веса упаковываемых продуктов имеет важное значение при выборе правильного конвейера. Различные конвейеры предназначены для транспортировки продуктов различной формы и размеров.
Если вы не видите конкретную машину для упаковки в термоусадочную пленку, которую вы ищете, нажмите кнопку чата в реальном времени, посетите нашу страницу контактов или позвоните по бесплатному номеру 1-800-441-5090. Один из наших продавцов сделает все возможное, чтобы помочь вам с тем, что вам нужно.
Один из наших продавцов сделает все возможное, чтобы помочь вам с тем, что вам нужно.
Видео о машинах для упаковки в термоусадочную пленку
Условия использования машин в термоусадочную пленку
Angel Hair — Тонкие пряди термоусадочной пленки на краях шва могут быть вызваны различными проблемами.
Термоусадочная пленка по центру – термоусадочная пленка, сложенная вдоль и свернутая в рулон.
Размер камеры — Что касается термоусадочного туннеля, то камера — это размер обогреваемой внутренней области.
Контактор — Электрическое реле, используемое для включения нагревателей, герметиков или вентиляторов на различных термоусадочных машинах.
Панель управления — Основная панель управления запайщиком или термоусадочным туннелем, часто состоящая из контроля температуры, скорости конвейера, времени усадки, времени запечатывания и т. д.
д.
Разгрузочный конвейер — Ленточный конвейер между L-образным запайщиком и термоусадочным туннелем, используемый для транспортировки запечатанных продуктов.
Входной конвейер – устройство для транспортировки продуктов с механическим приводом, используемое для перемещения продуктов в полностью автоматическую машину для упаковки в термоусадочную пленку.
Выходной конвейер — устройство для транспортировки продуктов с механическим или гравитационным приводом, используемое для перемещения продуктов из полуавтоматической или полностью автоматической термоусадочной машины.
Нарастание пленки — Скопление остатков черной пленки на герметике после нескольких герметиков.
Стойка для пленки – Держатель пленки, используемый для выдачи пленки для термоусадочной упаковки, герметизации и других целей.
Сепаратор пленки — Устройство, используемое для отделения термоусадочной пленки по центру перед запечатыванием и усадкой.
I Устройство для запайки стержней — Машина, состоящая из одной нагреваемой стороны, используемой для запечатывания и упаковки продуктов в гибкую пластиковую пленку.
Импульсный герметик — Меньший герметик I Bar, часто используемый для герметизации с низкой производительностью.
Инфракрасный термоусадочный туннель — Форма термоусадочного туннеля, часто состоящая из нескольких инфракрасных нагревательных трубок, используемых для обогрева внутренней части туннеля.
L Bar Sealer — Машина, состоящая из двух нагреваемых сторон, используемая для запечатывания и упаковки продуктов в гибкую пластиковую пленку.
Магнитный фиксатор — Запорный механизм, использующий магниты для удержания запаивающей планки до завершения запечатывания.
Сетчатый ремень — накладка из сетчатой проволоки на стержни конвейерных роликов для предотвращения проскальзывания мелких продуктов между отдельными роликами.
Лента Micro Knife/Band — более новая форма пломбировочного элемента, расположенного под пломбировочными стержнями и используемого для замены пломбировочной проволоки. Ленточные ленты часто прикрепляются к основной раме машины ниже запаивающей планки. Ленточные ленты часто толще и способны запечатывать и резать гораздо больше продуктов, прежде чем потребуется их замена.
Винтовой перфоратор — Предмет в форме колеса с острыми концами, который часто помещают рядом со стойкой для пленки, чтобы проделать небольшие отверстия в термоусадочной пленке. Небольшие отверстия позволяют воздуху выходить из запечатанной упаковки при воздействии тепла.
Силовая размотка пленки — моторизованный запаиватель, предназначенный для легкого разматывания пленки с каретки для удобства использования.
Рециркуляционный термоусадочный туннель — Форма термоусадочного туннеля, использующая вентиляторы для непрерывной подачи тепла в термоусадочный туннель.
Роликовые стержни — Вращающиеся стержни, часто покрытые тефлоном, помещаются на конвейерную цепь для транспортировки продуктов через термоусадочный туннель.
Время запечатывания – установленное время для завершения запечатывания гибких пластиковых материалов.
Запечатывающая планка — Верхняя планка на запайщике L-образной или I-образной планки, опущенная вниз для создания шва на гибкой пластиковой пленке.
Уплотнительная проволока — Нагреваемый проволочный элемент, расположенный на запаивающей планке, используется для подачи тепла для создания уплотнения на гибком пластике. Пломбировочные проволоки бывают плоскими и круглыми. Плоская проволочная пломбировочная проволока предназначена только для герметизации пленки и позволяет получить более толстые и прочные швы. Круглые проволочные запайщики запечатывают и обрезают лишнюю пленку.
Термоусадочная камера – Полностью закрытая машина для запечатывания и упаковки в термоусадочную пленку, которая наполняется горячим воздухом в течение определенного времени после завершения запайки.
Время усадки – Установленное время нагрева термоусадочной пленки для получения надлежащей степени усадки.
Термоусадочный туннель – Нагревательный элемент, обычно используемый при упаковке в термоусадочную пленку, состоящий из конвейера, перемещающего продукты через нагретую зону для термоусадочной пленки.
Термоусадочная пленка с одинарной обмоткой — Плоская термоусадочная пленка, свернутая в рулон.
Паровой термоусадочный туннель — Форма термоусадочного туннеля, использующая пар для обогрева внутренней части туннеля.
Тефлоновая лента – экструдированная лента из ПТФЭ с химически стойкой поверхностью. Наносится на пломбировочную проволоку и бамперы, чтобы уменьшить образование пленки непосредственно на пломбировочной проволоке.
Transit Chanel – Керамический канал, используемый для удержания ленточек на месте.
Калькулятор диагонали поддона
Введите правильные размеры для каждой этикетки. Все поля обязательны к заполнению.
Все поля обязательны к заполнению.
Длина поддона (дюймы)
Ширина поддона (дюймы)
или
Значение диагонали поддона (дюймы)
Калькулятор ширины термоусадочной пленки
Введите правильные размеры для каждой этикетки. Все поля обязательны к заполнению.
Высота (в)
Ширина (дюймы)
или
Требуемая ширина пленки (дюймы)
Мы принимаем следующие варианты оплаты:
Запечатывание пленки в направлении машины — щелевая запайка
Замените традиционные системы щелевых уплотнений высококачественными уплотнениями,
DR Joseph, Inc.
Высокоскоростная система запечатывания полиэтиленовой пленки Seal-Cut представляет собой оригинальное инновационное решение, которое заменяет традиционные системы запайки (горячий нож) для запечатывания в направлении машины. Seal-Cut позволяет производить высококачественные запаянные кромки для широкого спектра применений пленки для повышения надежности и превосходной прочности шва.
Универсальность
Seal-Cut универсален. Не только тонкостенные, но даже крупногабаритные рулоны или основные рулоны легко превращаются в более узкие трубы. И наоборот, системы щелевых уплотнений не могут обрабатывать намного больше, чем 2 мил (50 мкм). С помощью Seal-Cut можно запечатать даже многослойные пленки. Подобная машина экономит затраты на производство и оборудование, поскольку вы можете запускать несколько полотен материала с одной большой линии, а не использовать несколько меньших линий для запуска того же количества полотен.
Сейф
Герметизирующий элемент использует не острый уплотнительный элемент и не имеет движущихся частей. Seal-Cut работает при температуре ниже точки воспламенения почти всех полимеров, поэтому исключается риск возгорания в случае остановки линии/полотна при включенном нагреве агрегата… обычное явление при использовании традиционной системы щелевого уплотнения.
Seal-Cut работает при температуре ниже точки воспламенения почти всех полимеров, поэтому исключается риск возгорания в случае остановки линии/полотна при включенном нагреве агрегата… обычное явление при использовании традиционной системы щелевого уплотнения.
Характеристики и преимущества щелевого уплотнения Seal-Cut
Способна работать на более высоких скоростях, чем система Slit-Seal — до 1000 футов/мин (305 м/мин).
Толщина пленки до 6 мил (152 мкм) по сравнению с 2 мил (50 мкм) для щелевой сварки
Для укладки шириной от 24 до 136 дюймов (650–3450 мм)
Простая концепция дизайна
Последовательный и надежный
Преобразование основных рулонов в несколько рулонов меньшего размера
Снижение затрат на производство и оборудование
Мгновенный и точный контроль температуры (+/- 1°C) Достижение заданного значения примерно за 2 секунды
Встроенные разбрасывающие ролики с регулировкой маховика для повторяющихся настроек
Простой в использовании 6-дюймовый цветной ЧМИ с историческими трендами температуры для контрольной точки контроля качества
Предыдущий
Далее
Принцип конструкции
Seal-Cut полностью изменяет процесс, широко известный как щелевая сварка. Вместо того, чтобы разрезать материал, а затем герметизировать его, материал сначала предварительно нагревают, затем герметизируют, а затем герметизируют. Это обеспечивает чистое уплотнение даже на материалах размером до 150 микрон (6,0 мил). Для большинства материалов мы используем значительно более низкую температуру запечатывания, чем системы щелевого уплотнения. Например, система щелевой сварки имеет уставку уплотнения от 700 до 900°F (371 – 482°C). Seal-Cut настроен на менее чем половину этой температуры.
Вместо того, чтобы разрезать материал, а затем герметизировать его, материал сначала предварительно нагревают, затем герметизируют, а затем герметизируют. Это обеспечивает чистое уплотнение даже на материалах размером до 150 микрон (6,0 мил). Для большинства материалов мы используем значительно более низкую температуру запечатывания, чем системы щелевого уплотнения. Например, система щелевой сварки имеет уставку уплотнения от 700 до 900°F (371 – 482°C). Seal-Cut настроен на менее чем половину этой температуры.
При герметизации при температуре, близкой к точке плавления, исключается кристаллизация герметика. Закристаллизовавшееся уплотнение является хрупким с непостоянной прочностью; что приводит к высоким показателям возврата рулонов от ваших клиентов. Использование Seal Cut позволяет получить высококачественное уплотнение с превосходной прочностью вдоль кромки уплотнения как в поперечном, так и в машинном направлении.
Путь пленки через устройство
На приведенной ниже диаграмме показано, как полотно проходит через устройство. Полотно проходит под запечатывающим барабаном, на котором установлен неподвижный держатель уплотнительного элемента. Сам уплотнительный элемент имеет три отдельные зоны: предварительный нагрев, уплотнение и резка. Этот трехзонный подход обеспечивает более постепенный процесс уплотнения и меньшее воздействие на материал. Вы даже можете запечатать одностороннюю металлизированную пленку, ТПУ, полиамид (нейлон) или биоразлагаемую пленку.
Полотно проходит под запечатывающим барабаном, на котором установлен неподвижный держатель уплотнительного элемента. Сам уплотнительный элемент имеет три отдельные зоны: предварительный нагрев, уплотнение и резка. Этот трехзонный подход обеспечивает более постепенный процесс уплотнения и меньшее воздействие на материал. Вы даже можете запечатать одностороннюю металлизированную пленку, ТПУ, полиамид (нейлон) или биоразлагаемую пленку.
Как увидеть результаты с помощью пленки
Если вам интересно посмотреть, как этот процесс будет работать с вашим материалом, у нас есть небольшая лаборатория для проведения испытаний с вашим реальным материалом. Получив тот же рулон, вы можете запустить его в своих процессах и убедиться, что все заинтересованные стороны довольны результатами, прежде чем покупать машину.
Вот характеристики рулонов, которые нам нужны: Пожалуйста, отправьте на пробу по два рулона каждого материала. Максимальная ширина рулона составляет 19 дюймов.
