Содержание
Компания: ООО «ПРОМТОРГПАК»
Юридическое лицо
ООО «ПРОМТОРГПАК»
На портале с 2022 г.
Производственная компания
На портале с 2022 г.
Россия, Московская область
г. Подольск, ул Кирова дом 15
ООО «ПРОМТОРГПАК» — торгово-производственная компания. Занимаемся производством и оптовой продажей упаковки из полиэтилена.
ОПТ: мелкий, средний, крупный.
Работаем с 2015 года. За 6 лет мы зарекомендовали себя как надежного производителя и партнера, поставляющего полиэтиленовую продукцию высокого качества.
Предложения
Полиэтиленовая пленка для силоса или укрывная пленка
Россия, Московская область
Производство: Россия
Пленка для укрытия силосных ям обеспечивает герметичную защиту от негативного воздействия окружающей среды и поступления воздуха.
Производим пленку в любых объемах, любой толщины — от 40 до 300мкм.
Возможна доставка по всей России.
Позвоните или напишите, чтобы узнать актуальные цены.
В наличии и под заказ.
Скидки на большой опт.
ООО «ПРОМТОРГПАК»
Производственная компания
25.12.2022
Цена договорная
/
Мульчирующая пленка
Россия, Московская область
Производство: Россия
Изготавливаем полиэтиленовую пленку разной плотности и размеров.
Цвета: черная и черно-белая.
С перфорацией и без.
Стабилизированная к УФ-излучению.
Высокопрочная.
Гарантия на срок службы.
Мульчирующая пленка отлично подходит для грядок. Она способствует тому, чтобы солнечное излучение не попадала на почву рядом с растениями, а значит избавит от сорняков. Также происходит уменьшение испарения с земли. Тем самым повышая урожайность и уменьшая затраты на борьбу с сорняками и полив.
Возможна доставка по всей России.
Позвоните или напишите, чтобы узнать актуальные цены.
Под заказ.
Скидки на большой опт.
ООО «ПРОМТОРГПАК»
Производственная компания
25. 12.2022
12.2022
Цена договорная
/
Пакеты на паллеты
Россия, Московская область
Производство: Россия
Пакеты на паллеты — отличная альтернатива стрейч-пленки. При этом стоит дешевле.
Производим:
-любые размеры
-любой толщины
-из первичной и из вторички
Возможна доставка по всей России.
Позвоните или напишите, чтобы узнать актуальные цены.
В наличии и под заказ.
Скидки на большой опт.
ООО «ПРОМТОРГПАК»
Производственная компания
25.12.2022
от RUB 50.00
/
1 шт.
Пакеты для фасовки овощей и фруктов
Россия, Московская область
Производство: Россия
Предлагаем пакеты из ПВД, LDPE пленки фасовочного типа по оптовым ценам.
Собственное производство. Бесплатные образцы.
Разработаем макет. Высокое качество швов и печати.
Прозрачные и цветные.
С доставкой в регионы РФ и страны СНГ.
В рулонах и коробках.
ООО «ПРОМТОРГПАК»
Производственная компания
25.12.2022
Цена договорная
/
Пакеты ПВД и ПНД
Россия, Московская область
Производство: Россия
Предлагаем пакеты ПВД и ПНД для разных целей. Собственное производство.
ОПТ.
Первичное и вторичное сырье.
С фальцами и без.
В рулонах и коробках.
Прозрачные, цветные, с печатью и без.
Объем минимальной партии можно уточнить через контактные данные.
ООО «ПРОМТОРГПАК»
Производственная компания
25.12.2022
Цена договорная
/
Полиэтиленовые перчатки
Россия, Московская область
Производство: Россия
Полиэтиленовые перчатки разных размеров — S M L XL
От производителя.
Опт.
Доставка в регионы РФ и страны СНГ
Уточняйте минимальную партию.
Под заказ
ООО «ПРОМТОРГПАК»
Производственная компания
25. 12.2022
12.2022
Цена договорная
/
Пакеты для грунта, торфа и удобрений
Россия, Московская область
Производство: Россия
Полиэтиленовые пакеты из комбинированного материала. Плотные и крепкие.
Удобны для упаковки торфа в россыпь и при прессовании, для фасовки удобрений и земли для рассады.
Светонепроницаемые, с УФ-защитой. С разной конфигурацией.
Собственное производство. Опт.
Черно-белые, цветные, черные и др. Возможна флексопечать.
Размеры разные. Под заказ.
Доставка в регионы.
Продукция сертифицирована
ООО «ПРОМТОРГПАК»
Производственная компания
25.12.2022
Цена договорная
/
Пленка полиэтиленовая для парников ГОСТ от 120мкм
Россия, Московская область
Производство: Россия
Пленка разного цвета — зеленая, желтая, синяя, белая, черная
Трехслойная пленка. Трехслойность полиэтиленовой пленки увеличивает устойчивость к механическим воздействиям и таким образом увеличивает срок службы.
Трехслойность полиэтиленовой пленки увеличивает устойчивость к механическим воздействиям и таким образом увеличивает срок службы.
Стабилизированный полиэтилен
Добавление в пленку свето-стабилизатора увеличивает срок ее службы под прямыми лучами солнца до 2 лет.
Возможны другие добавки в слои полиэтилена. Они будут улучшать потребительские свойства пленки. Например, такую пленку можно не снимать зимой, она морозоустойчивая.
Свойства парниковой пленки:
-устойчивость к УФ излучению
-повышенная прочность
-удержание тепла в теплице
-водо-и паронепроницаемость
-оптимальная прозрачность
ООО «ПРОМТОРГПАК»
Производственная компания
25.12.2022
RUB 10,000.00
/
шт.
Полиэтиленовая пленка техническая серая/черная
Россия, Московская область
Производство: Россия
Техническая пленка производим из вторичного сырья. Изготавливаем любую плотность и размер. Наша пленка отличается высокпрочностью, устойчивостью к механическим воздействиям и резким перепадам температур.
Наша пленка отличается высокпрочностью, устойчивостью к механическим воздействиям и резким перепадам температур.
Плотность — от 80 до 300мкм
Возможна доставка по всей России.
Позвоните или напишите, чтобы узнать актуальные цены.
В наличии и под заказ.
Скидки на большой опт
ООО «ПРОМТОРГПАК»
Производственная компания
25.12.2022
RUB 7.00
/
м2
Термоусадочная пленка ПВД
Россия, Московская область
Производство: Россия
В наличии и под заказ пищевая термоусадочная пленка. Высокая усадка. Есть сертификация для пищевого производства. Подходит для упаковки бакалейной и продуктовой торговли.
Сверхпрочная.
Пленка — полурукав/рукав/полотно.
Различные размеры и различная плотность
Термоусадочная пленка хороша тем, что продукты в ней:
-надежно упакованы
-хорошо зафиксированы
-удобно траспортируются.
Возможна доставка по всей России.
Позвоните или напишите, чтобы узнать актуальные цены.
В наличии и под заказ.
Скидки на большой опт.
ООО «ПРОМТОРГПАК»
Производственная компания
25.12.2022
RUB 180.00
/
кг.
1
2
Вперед
Чем вторичная полиэтиленовая пленка отличается от первичной? / Новости / Шмилстрой
На рынке для пользователей существует широкий выбор предложений о покупке полиэтиленовых пленок. При этом представлены предложения относительно первичной пленки и вторичной. В чем же между ними разница?
Производство плёнки обусловлено требованиями, установленными ГОСТом. Это касается их качества, внешности, итоговой цены полученного продукта.
Сырьем для изготовления первичной пленки являются гранулы 1-го сорта, которые отвечают ГОСТу 10354-82 (Пленка полиэтиленовая). В продукте может быть процентное соотношение разнотолщинности от 20 до 30. Производство вторичной пленки не имеет требований стандартов, а показатели разнотолщинности могут быть до 70%.
Предложений о продаже вторичной плёнки, называемой технической, на рынке очень много. Наиболее часто её используют для изготовления пакетов для мусорных отходов из полиэтилена. Также этот материал находит применение в случае:
• в процессе строительных работ для гидро- и пароизоляции;
• подходит для пропаривания грунта и использование в качестве мульчи при сельскохозяйственных работах;
• изготовление плёнки для упаковки дверей, оконных онструкций, строительного оборудования, деталей и запчастей.
При этом не стоит забывать, что техническая вторичная полиэтиленовая плёнка ограничена в сфере своего применения. Она не используется для изготовления парниковых и тепличных конструкций, так как может разрушаться под действием солнечного света. Также она не соответствует требованиям упаковки пищевых продуктов и лекарств. Если она используется для упаковки промышленных продуктов, то её внешний вид отличается непривлекательностью.
В других случаях применение технической пленки целесообразно в качестве упаковки, отвечающей всем требованиям потребителя. Стоит учитывать её невысокую стоимость. Она меньше цены первичной плёнки почти на 30-40 %.
Стоит учитывать её невысокую стоимость. Она меньше цены первичной плёнки почти на 30-40 %.
Первичная полиэтиленовая пленка изготавливается с использованием в качестве сырья полиэтиленовых гранул разнообразных марок. В итоге, получаемый полиэтилен отличается белоснежностью, отсутствием посторонних запахов, достаточной прозрачностью, устойчивостью к воздействию солнечного света, равномерностью толщины продукта по всей длине рулона. Однако итоговая стоимость полученной первичной плёнки довольно высока, что является практически у неё единственной негативной чертой.
Стоимость полиэтиленовой пленки зависит от показателей валютного курса, нефтяных расценок и различных накруток посреднических организаций.
Вторичная полиэтиленовая пленка имеет серый или светло-серый оттенок, который может варьироваться до телесного. Она не прозрачна, может иметь несильный присущий запах, при взгляде на просвет имеются места непроплавов, плотность пленки является неоднородной.
Сырьем для вторичной полиэтиленовой пленки являются вторичные гранулы ПДВ, полученные после переработки отходов первичной полиэтиленовой пленки. Например, упаковочная плёнка для различных напитков, консервов, и подобное, относящаяся к групповой упаковке. В некоторых случаях сюда относят технологические отходы от производства первичной плёнки. Не являются сырьем остатки полиэтилена с мусорных полигонов или различных свалок.
Например, упаковочная плёнка для различных напитков, консервов, и подобное, относящаяся к групповой упаковке. В некоторых случаях сюда относят технологические отходы от производства первичной плёнки. Не являются сырьем остатки полиэтилена с мусорных полигонов или различных свалок.
Имеющееся сырье и отходы подлежат сортировке и очистке от остатков бумаги, скотча, ценников и других предметов. Затем следует мойка в специальных комплексах горячей водой с добавлением моющих средств, дробление на мелкие части, плавка и гранулировка. Итоговым этапом является изготовление с применением экструдера готовой вторичной полиэтиленовой пленки. Её подразделяют также на два вида: термоусадочную и простую рулонную для упаковки.
процессов пластмасс
Содержание
1) Обработка термопластика
1,1 Пленка взорва Выдувное формование
1.8 Литье под давлением
1.9 Механическая обработка пластмасс
1.10 Формование вспененного полипропилена (EPP)
1. 11 Формование вспененного полистирола (EPS)
11 Формование вспененного полистирола (EPS)
1.12 Процесс охлаждение
1.13. Ротационное литье
1.131 Ротационное литье (Материалы)
1.14 Структурная пена
1.15 Термоформирование
1,16 Образование вакуума
1,17 Процессы экстразии
2) Переработка 9
2.1 Pultrusion
779 2. 2 RESERNING 2.31 2.3. / Формование DMC
2.4 Другие методы формования стеклопластика
3) Вторичные производственные процессы
3.1 Сварка
3.2 Производство термопластов
4) Технологии предварительной обработки
4.1 Сушка полимера
4.2 Смешивание и дозирование
5) Утилизация
6) Проблемы с статическим контролем в пластике
7).
1) Обработка термопластов
1.1 Пленка с раздувом
Обзор:
Процесс включает экструзию пластика через круглую головку с последующим «пузырькообразным» расширением.
Типичные используемые материалы:
В основном это полиэтилены (HDPE, LDPE и LLDPE), но можно использовать широкий спектр других материалов в виде смесей с этими смолами или в виде отдельных слоев в многослойной пленочной структуре. к ним относятся PP, PA и EVOH
Типичная производимая продукция:
Промышленная упаковка (например, термоусадочная пленка, стрейч-пленка, пленка для пакетов или вкладыши для контейнеров), Потребительская упаковка (например, упаковочная пленка для замороженных продуктов, термоусадочная пленка для транспортной упаковки, пленка для упаковки пищевых продуктов, упаковочные пакеты или упаковочная пленка для формования, наполнения и запечатывания), Ламинирующая пленка (например, ламинирование алюминия или бумаги, используемой для упаковки, например, молока или кофе), барьерная пленка, пленки для упаковки медицинских продуктов, сельскохозяйственная пленка (например, пленка для теплиц, пленка для выгонки урожая, силосная пленка, силосная стрейч-пленка).
1.2 Экструзионно-выдувное формование
Обзор
Выдувная формовочная машина основана на стандартном корпусе экструдера и шнековом узле для пластификации полимера. Расплавленный полимер проходит под прямым углом и через фильеру, образуя полую (обычно круглую) секцию трубы, называемую заготовкой.
нажмите здесь, чтобы увеличить изображение
Типичные используемые материалы:
Полипропилен (ПП), полиэтилен (ПЭ), полиэтилентерефталат (ПЭТФ) и поливинилхлорид (ПВХ)
Типичные производимые продукты:
Бутылки и контейнеры, автомобильные топливные баки, вентиляционные каналы, лейки, крылья лодок и т. д.
1.3 Экструзионные профили и листы
Обзор
Наряду с литьем под давлением профильная экструзия пластиковых материалов является широко используемым методом формования пластиковых материалов. Пластмассовое сырье плавится и перемещается под действием нагретых вращающихся винтов. Это непрерывный процесс, который позволяет производить изделия большой длины. Это идеально подходит для таких применений, как трубы и прокладки. Однако очень часто непрерывная экструзия разрезается на целевые длины
Это непрерывный процесс, который позволяет производить изделия большой длины. Это идеально подходит для таких применений, как трубы и прокладки. Однако очень часто непрерывная экструзия разрезается на целевые длины
Типичные используемые материалы:
ПЭВП, ПВХ и ПТФЭ с наполнителем ПВХ
Типичная производимая продукция:
Дренажные трубы, кормушки для животных, кабельные жгуты, дверные уплотнители, светорассеиватели, электрические кабелепроводы и защита кабелей, водосточные трубы и водосточные желоба, фасадные и софитные секции, карнизы, уплотнения холодильников, кромочная отделка, окантовка окон караванов, столбы для садовых ограждений и Секции настила, капельных трубок и катетерных трубок, погружных трубок, газовых труб, водопроводных труб, канализационных труб и окон, дверей и зимних садов
1.4 Литье под давлением с раздувом
Обзор
Инжекционно-выдувное формование используется для производства полых изделий в больших количествах. Основными сферами применения являются бутылки, банки и другая тара. В процессе литья под давлением с раздувом производятся бутылки с превосходным внешним видом и размерами по сравнению с экструзионно-выдувным формованием. Этот процесс идеально подходит как для узких, так и для широких емкостей и производит их полностью готовыми без облоя.
Основными сферами применения являются бутылки, банки и другая тара. В процессе литья под давлением с раздувом производятся бутылки с превосходным внешним видом и размерами по сравнению с экструзионно-выдувным формованием. Этот процесс идеально подходит как для узких, так и для широких емкостей и производит их полностью готовыми без облоя.
нажмите здесь, чтобы увеличить изображение
Типичные используемые материалы:
Полиэтилен (низкой плотности) LDPE, (LLDPE), полипропилен (PP), полиэтилентерефталат (PET), поливинилхлорид (PVC), полиэтилен (высокой плотности) HDPE)
Типичная производимая продукция:
Пластиковые бутылки
1.5 Литье под давлением
Обзор
Литье под давлением (или литье под давлением, если использовать орфографию США) наряду с экструзией считается одним из основных процессов производства пластмассовых изделий. Это быстрый процесс, который используется для производства большого количества идентичных изделий, от высокоточных инженерных компонентов до одноразовых потребительских товаров.
Это быстрый процесс, который используется для производства большого количества идентичных изделий, от высокоточных инженерных компонентов до одноразовых потребительских товаров.
нажмите здесь, чтобы увеличить изображение
Типичные используемые материалы:
Акрилонитрил-бутадиен-стирол (ABS), нейлон (PA), поликарбонат (PC), полипропилен (PP) и полистирол (GPPS)
Типичные производимые продукты:
Корпуса для электроинструментов, телефонные трубки, телевизионные шкафы, электрические выключатели, DVD-диски, автомобильные бамперы, автомобильные приборные панели, кожухи аккумуляторов, шприцы, устройства для ингаляций наркотиков, одноразовые бритвы, миски для мытья посуды, мусорные баки, ящики/коробки для переработки и крышки от бутылок /закрытие
при поддержке:
1.6 Литье под давлением (с газовой поддержкой)
Обзор
Разработки последних лет в области литья под давлением с использованием газа или (формование с помощью газа, если использовать орфографию США, или литье под давлением с использованием газа, являющееся общим справочным термином) привели к прогрессу в способах производства компонентов, полученных литьем под давлением. Этот процесс позволяет повысить качество, сократить время цикла и уменьшить вес компонентов.
Этот процесс позволяет повысить качество, сократить время цикла и уменьшить вес компонентов.
нажмите здесь, чтобы увеличить изображение
Типичные используемые материалы:
Акрилонитрил-бутадиен-стирол
Типичные производимые продукты:
Корпус электроинструмента, Телефон
1.7 Литье под давлением с раздувом и вытяжкой
Обзор
Инжекционно-выдувное формование используется для производства высококачественной тары.
нажмите здесь, чтобы увеличить изображение
Типичные используемые материалы:
Полиэтилен-терефталат (ПЭТ)
Типичная производимая продукция:
Бутылки для газированных и безалкогольных напитков, контейнеры для растительного масла, контейнеры для агрохимикатов Товары для здоровья и гигиены полости рта, а также товары для ванной и туалетные принадлежности
1.8 Молдинг-вкладыш
Обзор
Вставки могут быть включены либо во время процесса формования, либо вставляться после операции формования.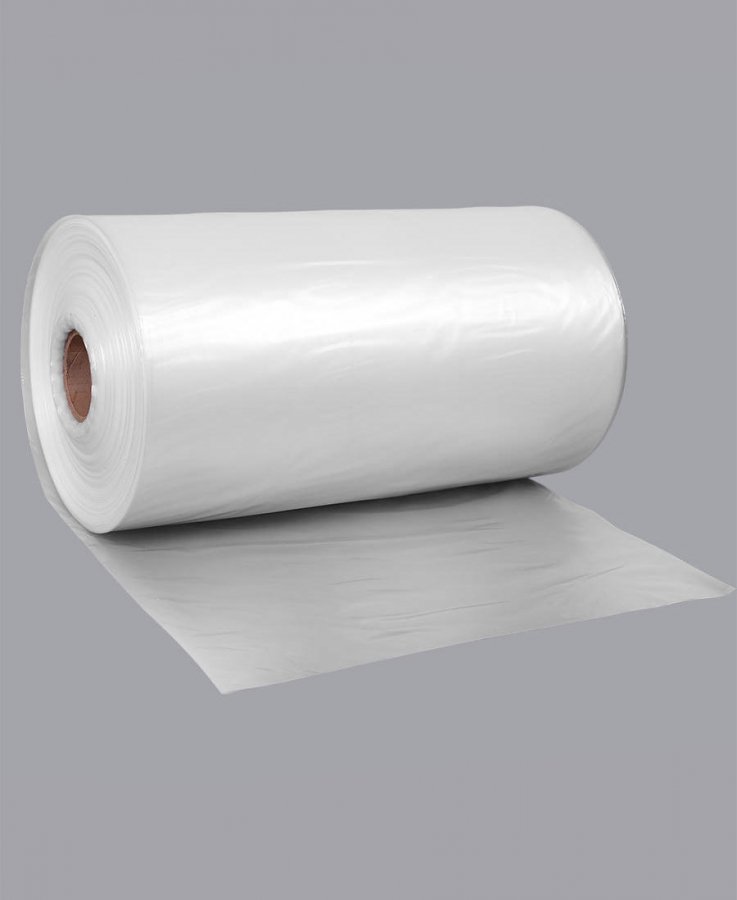 При включении в процесс формования вставки могут загружаться либо с помощью робота, либо оператором процесса. Если вставки применяются в качестве операции постформования, их обычно можно применять в любое время после процесса формования. В некоторых случаях они вставляются как часть серии постформинговых операций. Это помогает минимизировать фактическую стоимость вставки. Основы скорости процесса (и экономичности) и повторения процесса необходимо учитывать при принятии решения о применении вставки. Не рекомендуется позволять времени цикла варьироваться от кадра к кадру; это может отрицательно сказаться на качестве
При включении в процесс формования вставки могут загружаться либо с помощью робота, либо оператором процесса. Если вставки применяются в качестве операции постформования, их обычно можно применять в любое время после процесса формования. В некоторых случаях они вставляются как часть серии постформинговых операций. Это помогает минимизировать фактическую стоимость вставки. Основы скорости процесса (и экономичности) и повторения процесса необходимо учитывать при принятии решения о применении вставки. Не рекомендуется позволять времени цикла варьироваться от кадра к кадру; это может отрицательно сказаться на качестве
нажмите здесь, чтобы увеличить изображение
| при поддержке: |
1.9 Механическая обработка пластмасс
Если указана пластмассовая деталь, а количество используемых деталей невелико, то обработка детали становится более экономичной.
1.10 Формовочный вспененный полипропилен (EPP)
Обзор
EPP — это универсальная пена с закрытыми порами, обладающая уникальным набором свойств, включая выдающееся поглощение энергии, многократную ударопрочность, теплоизоляцию, плавучесть, водо- и химическую стойкость, исключительно высокое соотношение прочности к весу и возможность 100% вторичной переработки. EPP может производиться в широком диапазоне плотностей, от 15 до 200 граммов на литр, которые преобразуются путем формования в плотности от 18 до 260 граммов на литр. Отдельные шарики сплавляются в форму конечного продукта в процессе формования паровых ящиков, в результате чего получается прочная и легкая форма.
при поддержке:
1.11 Формовочный пенополистирол (EPS)
6 Обзор
05
Пенополистирол (EPS) используется для производства ряда изделий. Однако его основное применение — защитная упаковка для бытовой электроники и бытовой техники. Его отличные теплоизоляционные и механические свойства делают его идеальным для упаковки рыбы и других пищевых продуктов. EPS также применяется в садоводстве в качестве лотков для семян. Выдающаяся ударопоглощающая способность упаковки из пенополистирола обеспечивает защиту широкого спектра продуктов.
Его отличные теплоизоляционные и механические свойства делают его идеальным для упаковки рыбы и других пищевых продуктов. EPS также применяется в садоводстве в качестве лотков для семян. Выдающаяся ударопоглощающая способность упаковки из пенополистирола обеспечивает защиту широкого спектра продуктов.
нажмите здесь , чтобы увеличить изображение
при поддержке:
1.12 Технологическое охлаждение
Обзор
Необходимость охлаждать или охлаждать оборудование для переработки пластмасс в основном связана с термопластичными материалами. При комнатной температуре термопластичные материалы (полипропилен, нейлон, ПЭТ и т. д.) твердые. Чтобы придать им форму, их сначала нужно нагреть до температуры расплава. После расплавления ими можно манипулировать (литье под давлением, экструдирование и т. д.) для придания им новой формы. Когда они приобретают новую форму, их необходимо охладить, чтобы они затвердели. Значительное количество тепловой энергии должно быть извлечено из материала, инструментов и машин, которые выполняют формование.
Значительное количество тепловой энергии должно быть извлечено из материала, инструментов и машин, которые выполняют формование.
нажмите здесь, чтобы увеличить изображение
1.13 Ротационное формование
Обзор
Ротационное формование (часто называемое ротаформованием или ротоформованием) — это процесс, используемый для производства полых пластиковых изделий. Используя дополнительные операции постформования, можно производить сложные компоненты, что позволяет этому процессу эффективно конкурировать с другими методами формования и экструзии.
нажмите здесь, чтобы увеличить изображение
Ротационное формование отличается от других методов обработки тем, что все стадии нагрева, плавления, формования и охлаждения происходят после помещения полимера в форму, поэтому во время формования не применяется внешнее давление.
Это обеспечивает следующие преимущества: Экономичное производство крупногабаритных изделий, Минимальные конструктивные ограничения, Изделия без напряжений, Отсутствие полимерных сварных швов и Сравнительно низкие затраты на пресс-формы.
при поддержке:
1.131 Ротационное формование (материалы)
Обзор
Ротационное формование (американское сп. формование) — это уникальный процесс, который очень универсален и практически не ограничен в формах и продуктах, которые можно производить.
Дизайнеры и формовщики раздвигают границы и требуют большего разнообразия материалов для решения более сложных задач.
Примеры материалов
Поскольку этот процесс требует, чтобы материал подвергался гораздо более длительным циклам нагрева по сравнению с другими процессами, такими как литье под давлением и формование с раздувом, материалы для ротационного формования требуют улучшенного пакета термостабилизирующих добавок для предотвращения окисления и разрушения свойства материала. Кроме того, все поставляемые марки для ротационного формования должны содержать пакет добавок, стабилизирующих УФ-излучение, что делает их идеальными как для наружного, так и для внутреннего применения. Поэтому материалы, доступные на рынке для других процессов, не должны использоваться для ротационного формования.
Поэтому материалы, доступные на рынке для других процессов, не должны использоваться для ротационного формования.
По этим причинам, а также из-за меньших объемов, используемых во всем мире для процесса ротационного формования, количество доступных материалов от поставщиков термопластов ограничено.
при поддержке:
1.14 Конструкционная пена
Обзор
Структурная пена — это термин, обычно используемый для описания термопластичных компонентов для литья под давлением, изготовленных с помощью процесса литья под давлением, которые имеют ячеистую сердцевину. Ячеистый пластик — это пластик, у которого внешняя поверхность плотнее внутренних слоев. Сердцевина молдинга имеет сотовую структуру и менее плотна, чем внешняя поверхность. Комбинация приводит к формованию с высоким коэффициентом жесткости по сравнению с формованными изделиями из неструктурного пеноматериала (компактными).
нажмите здесь , чтобы увеличить изображение
Термоформование имеет близкое сходство с вакуумным формованием, за исключением того, что в большей степени используется давление воздуха и формование размягченного листа с помощью пуансона. Процесс неизменно автоматизирован, и достигается более короткое время цикла, чем в процессе вакуумного формования. Этим методом можно обрабатывать только листы термопластов.
Процесс неизменно автоматизирован, и достигается более короткое время цикла, чем в процессе вакуумного формования. Этим методом можно обрабатывать только листы термопластов.
нажмите здесь, чтобы увеличить изображение
1.16 Вакуумное формование
Обзор
Термоформование – один из старейших и наиболее распространенных способов обработки пластмасс. Изделия вакуумной формовки окружают нас повсюду и играют важную роль в нашей повседневной жизни. Процесс включает в себя нагревание пластикового листа до мягкости, а затем надевание его на форму. Применяется вакуум, всасывающий лист в форму. Затем лист выталкивается из формы. В своей усовершенствованной форме процесс вакуумной формовки использует сложное пневматическое, гидравлическое и тепловое управление, что обеспечивает более высокую скорость производства и более детальное применение вакуумной формовки.
Нажмите здесь, чтобы просмотреть большое изображение
, спонсируемое:
1.
 17 Другие процессы экструзии
17 Другие процессы экструзии
Эктразия литой
Описание: Из смеси с силтом. для получения тонкой пленки.
Примечательные особенности: Высокоглянцевое покрытие на очень тонкой пленке.
Каландрирование тонкого листа/пленки
Описание: Производство прецизионных тонких листов/пленок путем прохождения через ряд валков.
Применение: Декоративный лист для пола. Защитный лист. Пленка стрейч-пленка.
Примечательные очки: Исключительно для длинных пробегов.
Соэкструзия/ламинирование
Описание: Производство листа со слоями из различных материалов.
Области применения: Упаковка, дверные прокладки холодильников, наружное применение.
Примечательные очки: Лист имеет улучшенный баланс свойств.
2) Обработка реактопластов
2.
 1 Пултрузия
1 Пултрузия
Обзор
Процесс пултрузии начинается с протягивания/протягивания непрерывной арматуры (в форме ровинга или мата/ровинга) через систему пропитки смолой. Каждое волокно покрыто специальной смолой; процесс контролируется для обеспечения полного «смачивания» волокнистой арматуры. Избыток смолы затем удаляют, чтобы удалить любой захваченный воздух и уплотнить волокна.
Волокна с покрытием пропускают через направляющие для предварительного формования, чтобы выровнять армирование и предварительно сформировать деталь до желаемой формы перед входом в нагретую форму. Форма и размеры конечного продукта в конечном итоге определяются поперечным сечением штампа. Температура матрицы тщательно контролируется, чтобы обеспечить полное отверждение композита, скорость реакции контролируется зонами нагрева и охлаждения в матрице.
нажмите здесь, чтобы увеличить изображение
2.2 Трансферное литье смолы
Обзор
RTM — это процесс формования под низким давлением, при котором смесь смолы и катализатора впрыскивается в закрытую форму, содержащую пакет волокон или преформу. Когда смола затвердеет, форму можно открыть и извлечь готовую деталь.
Когда смола затвердеет, форму можно открыть и извлечь готовую деталь.
Можно использовать широкий спектр смоляных систем, включая полиэфирные, винилэфирные, эпоксидные, фенольные и метилметацилаты и т. д., в сочетании с пигментами и наполнителями, включая тригидраты алюминия и карбонаты кальция, если это необходимо.
Волокнистый пакет может быть стеклянным, углеродным, арамидным или их комбинацией. Обычно доступно большое разнообразие весов и стилей.
2.3 Литье SMC / DMC
Обзор
Как изготавливаются материалы DMC и BMC
Производство компаундов DMC/BMC осуществляется в периодическом режиме. Ингредиенты, рубленое стекловолокно, смола, минеральные наполнители, катализаторы и средство для снятия форм DMC Conduit Box загружаются в специальный смеситель. Выход из смесителя находится в форме флока, который затем экструдируется в экструдере канатного типа.
нажмите здесь, чтобы увеличить изображение
SMC
Производство SMC представляет собой непрерывный поточный процесс. Материал обшит как сверху, так и снизу полиэтиленовой пленкой. Готовят пасту, содержащую смолу, стирол, активирующие нагревание катализаторы, инертные наполнители, антиадгезивы и загустители. Паста равномерно распределяется по нижней пленке распределительной коробки SMC. Измельченные стеклянные волокна произвольно наносятся на пасту. Вводится верхняя пленка, и сэндвич раскатывается до заданной толщины. Листу дают созреть в течение 48 часов.
Материал обшит как сверху, так и снизу полиэтиленовой пленкой. Готовят пасту, содержащую смолу, стирол, активирующие нагревание катализаторы, инертные наполнители, антиадгезивы и загустители. Паста равномерно распределяется по нижней пленке распределительной коробки SMC. Измельченные стеклянные волокна произвольно наносятся на пасту. Вводится верхняя пленка, и сэндвич раскатывается до заданной толщины. Листу дают созреть в течение 48 часов.
2.4 Другие методы формования стеклопластика
Ручная/парная укладка
Обычно подразумевает пропитку стекломата жидкой полиэфирной смесью. Ручная укладка — это метод изготовления композитных конструкций путем ручного нанесения композитных материалов последовательными слоями на инструмент или пресс-форму, определяющую геометрию детали. Распылительная укладка, по сути, представляет собой вариант этого процесса, который включает распыление материала в форму. Может быть добавлено «гелькоут», обеспечивающее хорошую поверхность со стороны пресс-формы.
Прессование
Компрессионное формование, возможно, является следующим наиболее распространенным методом формования термореактивных материалов. Соединение или смесь помещают в форму и нагревают под давлением внутри плит парового пресса. По завершении реакции продукт охлаждают и выбрасывают. Компрессионное формование представляет собой периодический, а не непрерывный процесс. Пресс-формование Материал загружается в большой пресс с плоскими плитами, как правило, в виде «препрега». Тепло и давление применяются для реакции смеси и превращения ее в готовый продукт. Эта техника используется для крупных молдингов и некоторых листовых изделий. Как и в случае компрессионного формования, это довольно медленный процесс.
Трансферное формование смолы
Расплавленная смола переносится под давлением из плавильного котла в форму, температура которой выше точки плавления смолы. Эта более высокая температура важна для заполнения форм с большой длиной потока, большим отношением толщины стенок и для компенсации усадки.
Пултрузия
Пултрузия — это непрерывный процесс изготовления композитов в виде стержней, труб и конструкционных профилей с постоянным поперечным сечением. После того, как арматура проходит через ванну для пропитки смолой, ее протягивают через формующую матрицу, чтобы сформировать желаемое поперечное сечение; отверждение происходит до того, как ламинат сможет отойти от поперечного сечения.
Обмотка накала
Это непрерывный автоматизированный метод изготовления, который может быть высокоавтоматизированным и воспроизводимым при относительно низких материальных затратах. Длинный цилиндрический инструмент, называемый оправкой, подвешен горизонтально между концевыми опорами, в то время как «головка» — инструмент для наложения волокна — перемещается вперед и назад по длине оправки, вращаясь вокруг горизонтальной оси, укладывая волокно на инструмент в заданную конфигурацию. В большинстве применений устройство для намотки нити пропускает волокнистый материал через «ванну» из смолы непосредственно перед тем, как материал коснется оправки. Это называется «мокрая обмотка». Towpreg — непрерывное волокно, предварительно пропитанное смолой, — также можно наматывать, что устраняет необходимость в ванне со смолой на месте. В несколько ином процессе волокно наматывается без смолы («сухая намотка»). Затем сухая форма удаляется и используется в качестве преформы в другом процессе формования, таком как формование с переносом смолы (RTM).
Это называется «мокрая обмотка». Towpreg — непрерывное волокно, предварительно пропитанное смолой, — также можно наматывать, что устраняет необходимость в ванне со смолой на месте. В несколько ином процессе волокно наматывается без смолы («сухая намотка»). Затем сухая форма удаляется и используется в качестве преформы в другом процессе формования, таком как формование с переносом смолы (RTM).
Реакционное литье под давлением
Эти процедуры производят полимеры, полученные реакцией во время формования, такие как полиамиды (термопласты) или полиуретаны, ненасыщенные полиэфиры, эпоксидные смолы и фенольные смолы (реактопласты). RIM может быть выполнен с использованием литья под давлением или трансферного литья.
Литье под давлением
Литье под давлением термореактивных материалов В основном это тот же процесс, что и для термопластов, но модифицированный, чтобы избежать затвердевания пластика в машине. Используемые материалы широко известны как тестообразные или объемные формовочные массы (DMC или BMC). В листовой форме они известны как листовой формовочный компаунд (SMC). Применение включает в себя электрические выключатели и коробки предохранителей, бытовое электрооборудование, контейнеры для микроволновых печей и посуду. Он также используется для корпусов бизнес-машин, корпусов газовых и электрических счетчиков и параболических антенн.
В листовой форме они известны как листовой формовочный компаунд (SMC). Применение включает в себя электрические выключатели и коробки предохранителей, бытовое электрооборудование, контейнеры для микроволновых печей и посуду. Он также используется для корпусов бизнес-машин, корпусов газовых и электрических счетчиков и параболических антенн.
3) Вторичная обработка/отделка
3.1 Сварка
Обзор
Пластиковые изделия не всегда могут быть изготовлены цельными. Ограничения по дизайну и инструментам иногда делают более экономичным и/или выгодным изготовление инструмента из двух или более частей. Соединение деталей после формования позволяет достичь конечного решения. Какой метод? Выбор метода соединения в конечном счете зависит от материала, геометрии и размера деталей, возможностей процесса, объема и требуемой продолжительности цикла. Другие соображения, такие как капитальные затраты, будут иметь значение при выборе.
Приложения:
Ограничения по дизайну и инструментам иногда делают более экономичным и/или выгодным изготовление инструмента из двух или более частей. Соединение деталей после формования позволяет получить конечное решение.
Соединение деталей после формования позволяет получить конечное решение.
3.2 Производство термопластов
Обзор
Процесс промышленного производства термопластов представляет собой вторичный производственный процесс, который можно определить как использование и дальнейшую модификацию первично изготовленных листов, труб, футеровки и формованных или формованных профилей с использованием совместимых материалов и методы сварки для производства конечного продукта или системы, которые можно использовать вместе с нетермопластичными материалами или отдельно от них при предоставлении услуги, объекта, системы или процесса в различных областях промышленности.
4) Технологии предварительной обработки
4.1 Сушка полимера
Обзор
Большинство необработанных пластиковых материалов выглядят сухими. Однако не всегда все так, как кажется. Гигроскопичные материалы, такие как поликарбонат, нейлон и ПЭТ, притягивают влагу из окружающего воздуха. Таким образом, хотя он производится «сухим», к тому времени, когда он попадает в процессор, он уже имеет некоторое содержание влаги. Соответствующие процессы включают осушающие сушилки, сушилки с вращающимся колесом, сушилки низкого давления и вакуумные сушилки 9.0025
Таким образом, хотя он производится «сухим», к тому времени, когда он попадает в процессор, он уже имеет некоторое содержание влаги. Соответствующие процессы включают осушающие сушилки, сушилки с вращающимся колесом, сушилки низкого давления и вакуумные сушилки 9.0025
при поддержке:
4.2 Смешивание и дозирование
Обзор
Дозирование вводит один выбранный элемент материала, например, концентрированный краситель, в поток материала, поступающего в обрабатывающую машину. Однако смешивание контролирует не только добавку, поступающую в перерабатывающую машину, но и все необходимые компоненты для рецепта.
при поддержке:
5) Переработка
Обзор
Все пластмассы могут быть переработаны, однако степень их переработки зависит как от экономических, так и от логистических факторов. Как ценный и исчерпаемый ресурс, оптимальное использование большей части пластика после его первого использования состоит в том, чтобы быть переработанным, предпочтительно в продукт, который можно переработать снова. Великобритания использует более 5 миллионов тонн пластика каждый год, из которых, по оценкам, 19% в настоящее время восстанавливаются или перерабатываются. Ожидается, что к 2010 году эта цифра значительно возрастет и составит более 25% всего пластика, потребляемого в Великобритании9.0025
Великобритания использует более 5 миллионов тонн пластика каждый год, из которых, по оценкам, 19% в настоящее время восстанавливаются или перерабатываются. Ожидается, что к 2010 году эта цифра значительно возрастет и составит более 25% всего пластика, потребляемого в Великобритании9.0025
Приложения:
Все пластмассы могут быть переработаны. Степень их переработки зависит как от экономических, так и от логистических факторов.
6) Проблемы контроля статического электричества в производстве пластмасс
Проблемы статического электричества в производстве пластмасс многочисленны. Процессы, в которых статический заряд может быть проблемой, включают литье под давлением, выдувное формование, термоформование, ротационное формование, процессы транспортировки, сбора и сборки деталей.
Основные проблемы, связанные с высоким уровнем статического заряда:
- Притяжение и загрязнение пыли
- Контроль процесса и проблемы качества
- Амортизаторы оператора
спонсируется:
1.
 Ротационное формование с использованием очень простого оборудования
Ротационное формование с использованием очень простого оборудования
2. Ротационное формование на сложном оборудовании
1.13 Ротационное формование
Обзор
Ротационное формование (часто называемое ротаформованием или ротоформованием) — это процесс, используемый для производства полых пластиковых изделий. Используя дополнительные операции постформования, можно производить сложные компоненты, что позволяет этому процессу эффективно конкурировать с другими методами формования и экструзии.
нажмите здесь, чтобы увеличить изображение
Ротационное формование отличается от других методов обработки тем, что все стадии нагрева, плавления, формования и охлаждения происходят после помещения полимера в форму, поэтому во время формования не применяется внешнее давление.
Это обеспечивает следующие преимущества: Экономичное производство крупногабаритных изделий, Минимальные конструктивные ограничения, Изделия без напряжений, Отсутствие полимерных линий сварки и Сравнительно низкие затраты на пресс-формы.
спонсируется:
Производители пленки LDPE — Бизнес-справочник I PlasticPortal.eu
Найдите своего поставщика или партнера в крупнейшем бизнес-справочнике (более 600 компаний) для пластмасс и каучука в Чешской Республике и Словакии . Компании, зарегистрированные в категории производители пленки LDPE.
Бизнес-справочник A-Z
Справочник по продуктам
Prida firmu
strana 1 z 1
DOMITRI, spol.s r.o.
Закупка и утилизация вторичного пластика LDPE, LLDPE, HDPE, PE/PP, PP, PS, ABS, производство пленки LDPE и HDPE, мешков, мешков, пластика…
- www.domitri.sk
GRANITOL akciov spolenost
Пленки LDPE и HDPE, пакеты, мешки, мешки и полипропиленовые обвязочные ленты, полиэтиленовые пакеты, стретч-пленка, пленка HDPE, ленты ПВХ, самоклеящиеся ленты.
- www.granitol.cz
- Partyznsk 464, Moravsk Beroun
Jn Pola FRAGOLA
Vroba flie LDPE a HDPE, potisk fli, recyklace odpadn flie, sbr a vkup odpadn flie, balic flie, mikroten /небо, капсы, такы/.

- www.fragola.sk
- Полинск 1387/17, Снина
MAT-obaly, s.r.o.
Упаковочные материалы, пленки, мешки, саше, мешки, клейкие ленты, стретч-пленки — сополимер LLDPE, полиэтиленовые пакеты, упаковочные машины и линии, полипропиленовые переплеты…
- www.mat-obaly.sk
- Цеста понохозподров 787, Приевидза
MM-Europolymery s.r.o.
Первичные пластмассы, пластиковое сырье, пластиковый гранулят, пластиковые гранулы, регранулят, регрануляция, полиэтилен, полипропилен, полиэтилен.
- www.mm-europolymery.cz
- Товрн 834/17а, эск Тн
PENTA — servis spol. с.р.о.
Обвязочные машины, упаковочные машины, упаковочные материалы, упаковочные технологии, упаковочные машины, обслуживание и ремонт упаковочных машин,…
- www.pentaservis.cz
- 6.
 квтна 821, Голице
квтна 821, Голице
Peterplast Словакия, с.р.о.
Производство упаковочных материалов, полиэтиленовой пленки, ПЭВП ПЭНП-пленки, упаковочной пленки, пластиковых упаковочных материалов, сбор и закупка отходов…
- www.peterplast.eu
- Туденск 4123/46, Снина
PLASTMAT s.r.o.
Производитель пленок и упаковок из ПЭНП и ПЭВП с печатью или без печати в основном для текстильной промышленности, медицины и торговли.
Фирма власть складн проф.
СЛОВАКОРСКАЯ ПРОМЫШЛЕННОСТЬ, а. с.
Производство и реализация вспененного полиэтилена, воздушно-пузырчатой пленки и пленки ПВД, пленки ПНД и Картнпласт — ПОЛИКАРТУ. Полный спектр упаковочных материалов.
- www.slovakor.sk
- Priemyseln 1689, amorn
Topstav s.r.o.
Пленка LDPE (полиэтилен низкой плотности) и PP (полипропилен), полиэтиленовая пленка и пакеты, полиэтиленовые пакеты, пакеты LDPE и CPP, пленка LDPE, упаковочная пленка,.
 ..
..- www.tkobaly.com
- kpt . Нлепку 4090, Снина
ЮНИПЛАСТ с.р.о.
Фольговые упаковочные материалы, оригинальный пластиковый гранулят первого класса ПЭТФ, ПВХ, ЛПЭНП, ПП, ПС, ПНД продажа, ПВД продажа, пластиковый гранулят, пластик…
- www.uniplast.sk
- Вайнорск 140, Братислава 3
VALLOS spol. с р.о.
Упаковочная пленка, пластиковая упаковка, стрейч-пленка, производство и продажа стрейч-пленки, полиэтиленовых пакетов, саше, пленки LDPE, воздушно-пузырчатой пленки, ПВХ-ленты,… . Гор вком 2, ильина — Будатн
VH-FB EURO, s.r.o
Закупка пластиковых отходов, (LDPE) полиэтиленовая пленка, продажа — добавки для переработчиков пластмасс, наполнители, цветные суперконцентраты, влагопоглотители.
- www.vh-fb-euro.eu
- Hlavn 329/78, A
strana 1 z 1
Latest Classifieds
- All
- To purchase
- For Sale
Приобрести: Лом/дробление, твердый и мягкий ПВХ, все цвета
12.
 07.2022 | ID: 202215844
07.2022 | ID: 202215844Топ Объявление
Для покупки: PA 6, 66, 6.6, 66.6. смесь 6 и 66, жмых 0-45%, отходы, измельчение
11.04.2022 | Код: 202215374
Верхнее объявление
Продается: ПВД, ПЭНД, ПЭ, ПП, ПЭТ исходный сорт
26.07.2021 | ID: 20219168
Топ Объявление
К покупке: ПММА
19.12.2022 | ID: 202216346
К покупке: ПЭТ-Г
19.12.2022 | ID: 202216345
Приобрести: ТЭП , ТПВ , ТПУ
19.12.2022 | ID: 202216344
Для покупки: Пластиковый измельчитель для TPU/TPE
14.12.2022 | ID: 202216339
Продается регранулят ПШ черный
13.12.2022 | ID: 202216338
Продается: Материал ПММА
13.12.2022 | ID: 202216337
Еще Объявления Разместить Объявление
Закупить: Лом/переизмельченный, твердый и мягкий ПВХ всех цветов
12.07.2022 | ID: 202215844
Топ Объявление
Для покупки: PA 6, 66, 6.
 6, 66.6. смесь 6 и 66, жмых 0-45%, отходы, перемол
6, 66.6. смесь 6 и 66, жмых 0-45%, отходы, перемол11.04.2022 | ID: 202215374
Топ Объявление
К покупке: ПММА
19.12.2022 | ID: 202216346
К покупке: ПЭТ-Г
19.12.2022 | ID: 202216345
Приобрести: ТЭП , ТПВ , ТПУ
19.12.2022 | ID: 202216344
Купить: Измельчитель пластика для ТПУ/ТПЭ
14.12.2022 | ID: 202216339
Купить: Все виды пластиковых отходов
06.12.2022 | ID: 202216319
Купить: Грязный гранулят из земли: ABS, PP, PE, POM, PC, PA
05.12.2022 | ID: 202216318
Приобрести: Пленка ПВД — промышленные/бытовые отходы
28.11.2022 | ID: 202216306
Еще Объявления Подать объявление
Продается: ПВД, ПЭНД, ПЭ, ПП, ПЭТ Исходный сорт
26.07.2021 | ID: 20219168
Верхнее объявление
Продам регранулят ПШ черный
13.12.2022 | ID: 202216338
Продается: Материал ПММА
13.
 12.2022 | ID: 202216337
12.2022 | ID: 202216337Продается регранулят PP TD15 черный
08.12.2022 | ID: 202216325
Продается регранулят АБС черный
08.12.2022 | ID: 202216324
Продается: ПП, MOPLEN HP501H, натур
08.12.2022 | ID: 202216322
Продажа: Пластиковые отходы PET CF 30
07.12.2022 | ID: 202216321
Продается: Ножевая мельница Dreher 26/41
05.12.2022 | ID: 202216320
Продается: измельченный ПП, ПЭВП, ПЭНП, ПММА
05.12.2022 | ID: 202216315
Другие объявления Разместить объявление
Ближайшие события
PSI 2023
10.01.2023 — 12.01.2023 | Дссельдорф
EcoWASTE 2023
16.01.2023 — 18.01.2023 | Абу-Даби
Swiss Plastics Expo 2023
17.01.2023 — 19.01.2023 | Люцерн
АВТОМОБИЛЬНЫЙ МИР 2023
25.01.2023 — 27.01.2023 | Токио
ПЛАСТИНДИЯ 2023
01.
 02.2023 — 05.02.2023 | Нью-Дели
02.2023 — 05.02.2023 | Нью-ДелиФармапак 2023
01.02.2023 — 02.02.2023 | №
Экспо Мануфактура 2023
07.02.2023 — 09.02.2023 | Монтеррей
EmbaxPrint 2023
07.02.2023 — 09.02.2023 | Брно
PLASTEC West 2023
07.02.2023 — 09.02.2023 | Anaheim
PSI 2023
10.01.2023
EcoWASTE 2023
16.01.2023
Swiss Plastics Expo 2023
17.01.2023
AUTOMOTIVE WORLD 2023
25.01.2023
ПЛАСТИНДИЯ 2023
01.02.2023
NX CAD
23.01.2023
Solid Edge
26.01.2023
Plant Simulation Basic
06.02.2023
Plant Simulation Advanced
13.02.2023
NX Mechatronics Concept Designer
14.02.2023
Еще события
Предложения о работе
- Lr.