Содержание
Паяльник ручной для полиэтилена
Главная » Паяльник » Паяльник ручной для полиэтилена
Сварка полиэтилена своими руками
Сварка полиэтиленовой плёнки своими руками
В этот раз мы с вами будем сваривать полиэтиленовую плёнку по простой, но весьма надёжной технологии. Эта методика может пригодиться для упаковки широкого спектра продуктов, начиная с готовых изделий и комплектующих, и кончая, гелями и жидкостями. В ролике показан процесс изготовления разных типов упаковки.
Продолжительность видеоролика 11 минут. Разрешение Full HD.
Пролог
Для сварки плёночных материалов, существуют специальные фабричные приспособления, но их цена обычно превышает 100$, а универсальность оставляет желать лучшего.
Мы же с вами сейчас освоим сразу два технологических приёма, которые позволят решить самый широкий круг задач, связанных с упаковкой изделий при мелкосерийном производстве или мелкой розничной торговле. Затраты же наши, при этом, будут в основном определяться стоимостью самой свариваемой плёнки.
Затраты же наши, при этом, будут в основном определяться стоимостью самой свариваемой плёнки.
Для освоения этой технологии, нам понадобятся следующие инструменты и материалы: парочка отработавших свой век жал от паяльника, сам паяльник, мощностью 40-60 Ватт, и небольшой отрезок фторопластовой ленты.
На этом чертеже изображена оправка, предназначенная для сварки полиэтилена с одновременной обрезкой излишков плёнки.
Угол наклона основной рабочей поверхности оправки составляет примерно 30 градусов. Небольшое закругление торца оправки защищает от повреждения шаблон, служащий ориентиром положения сварных швов.
Замечу, что такая форма жала годится только для правши. Для левши, чертёж нужно отзеркалить.
Во время сварки, два листа полиэтиленовой плёнки прижимаются деревянной линейкой к шаблону. Нагретая паяльником оправка двигается вдоль линейки, сваривая края плёнок и отрезая излишки.
Чтобы изготовить такую оправку, нужно сначала расплющить край медного жала молотком, а затем придать окончательную форму напильником. Острые грани рабочей поверхности необходимо сгладить мелкой наждачной бумагой.
Острые грани рабочей поверхности необходимо сгладить мелкой наждачной бумагой.
Другая оправка предназначена для сварки переборок. Она снабжена плоской рабочей поверхностью, ширина которой позволяет сваривать две плёнки толщиной до 0,1 мм каждая. Для более толстых плёнок придётся изготовить и более широкую оправку, из расчёта 2мм ширины рабочей поверхности на 0,1мм толщины плёнки.
Технология получения сварного шва, с помощью этой оправки, отличается от предыдущей лишь тем, что между плёнкой и оправкой помещается фторопластовая прокладка.
Размеры рабочей поверхности этой оправки получены экспериментальным путём и указаны с учетом толщины фторопластовой ленты, которая составляла 0,08мм.
Изготавливаем эту оправку так же, как и предыдущую, тщательно сгладив рабочую поверхность.
Нужно заметить, что большие радиусы закругления рабочих поверхностей обеих оправок позволяют стабилизировать площадь контакта жала с плёнкой, при изменении угла наклона паяльника.
В случае отсутствуя в вашем паяльнике фиксатора жала, можно просверлить отверстие и нарезать резьбу М3 в обечайке корпуса.
Если, в процессе сварки шва, не задерживать паяльник на одном месте, то температуру рабочей поверхности оправки можно довести до 350°C. А вот снижать температуру ниже 300°C я не рекомендую, так как это значительно замедлит процесс сварки.
Полиэтиленовую плёнку разной толщины можно приобрести в хозяйственных и строительных магазинах. Её стоимость прямо пропорциональна толщине. Например, в моих пенатах, погонный метр плёнки толщиной 100 микрон, или 0,1мм, стоит 0,5$, а плёнка типа «рукав», состоящей из двух плёнок по 30 микрон каждая, — всего 0,3$.
Небольшой отрезок фторопластовой ленты можно приобрести на местном рынке у продавцов ТЭН-ов и нихромовой проволоки, в рядах, где торгуют инструментами и прочими скобяными товарами.
Для удобства использования, узкую полоску фторопластовой ленты лучше закрепить на деревянной линейке двумя мелкими винтиками с потайными шляпками.
Если фторопластовую плёнку раздобыть не удастся, то её можно заменить подложкой от самоклеящихся обоев или самоклеящегося скотча. Если же длина шва невелика, то подойдёт и подложка от самоклеящихся этикеток, формат обычно которых не превышает А4.
Если же длина шва невелика, то подойдёт и подложка от самоклеящихся этикеток, формат обычно которых не превышает А4.
Шаблон для сварки изготавливаем из обычной писчей бумаги, обозначив толстой линией расположение швов. Чтобы не запутаться, запирающие швы можно обозначить пунктирной линией.
Для иллюстрации разных приёмов сварки, я специально выбрал упаковку, разделённую на несколько отсеков.
Закрепим бумажный шаблон на ровной, твёрдой поверхности. Поверх шаблона положим два слоя полиэтиленовой плёнки, вырезанных с небольшим запасом. Хотя, если упаковок требуется много, то лучше использовать длинную ленту.
Формирование отсеков, лучше начинать со сварки перегородок. Шаблон же желательно рассчитать так, чтобы наполнение отсеков можно было осуществить перед сваркой и обрезкой краёв, запирающих отсеки. То есть, должно быть не более двух рядов отсеков. Это позволит сократить число подходов для сварки и заполнения ячеек.
Скорость движения оправки вдоль линейки прямо пропорциональна температуре рабочей поверхности оправки и обратно пропорциональна толщине свариваемой плёнки. Значение этой скорости получаем экспериментальным путём.
Значение этой скорости получаем экспериментальным путём.
Внутренние перегородки отсеков сформированы, теперь сменим оправку и заварим внешние, незапирающие швы с одновременной обрезкой края.
Заполним отсеки, согласно спецификации.
Завершим упаковку деталей сваркой запирающих швов.
Вот что у нас получилось.
Иногда, при упаковке изделий, требуется минимизировать влажность воздуха внутри отсека. Для этого достаточно добавить внутрь отсека мешочек силикагеля. Перед самой упаковкой, силикагель нужно в течение 3-4 часов просушить в духовом шкафу при температуре 150-180°C. Герметичность такой упаковки можно проверить, если сжать погружённый в воду отсек и наблюдать за появлением пузырьков воздуха.
Если вы собираетесь упаковывать какие-нибудь жидкости или гели, то сначала потренируйтесь на обычной воде. По возможности, используйте для изготовления отсеков плёнку-рукав. Это обеспечит бо’льшую надёжность сварных швов. Дело в том, что во время отмеривания, резки и прочих операций, на плёнку могут попасть жир и пыль, снижающие качество упаковки.
Для проверки качества сварного шва, завариваем отсек с водой и сжимаем упаковку до разрушения. Если разрыв отсека произошёл в плоскости плёнки, а не по шву, значит, качество швов можно признать хорошим.
Теперь, когда мы научились прокладывать все типы сварных швов, можно применить наши способности и для других видов упаковки.
Оденем в плёнку пульт от кухонного телевизора, чтобы защитить его от загрязнений.
Измерим длину периметра пульта в самом широком месте с помощью бумажной ленты.
Сложим ленту пополам и используем её для разметки шаблона.
Для подобной упаковки хорошо бы использовать специальную термоусадочную плёнку. Но, у меня такой плёнки не было, поэтому я подобрал кулёк от какой-то фабричной упаковки с небольшими термоусадочными свойствами.
Завариваем карман с минимальным припуском. Хотя, если иметь в распоряжении настоящую термоусадочную плёнку, то такая точность не потребуется.
Усаживаем выступающие концы пакета с помощью фена, чтобы сделать упаковку более изящной и обтекаемой.
Футляр для хранения аккумуляторов своими руками
Из полиэтиленовой плёнки, толщиной 200-300 микрон и более, можно изготавливать удобные, прозрачные футляры для различных гаджетов и мелких девайсов электронной техники.
Такие футляры могут пригодиться как дома, так и в путешествии, особенно тем, кто пытается поддерживать порядок среди своего электронного добра. В качестве примера, изготовим обойму для хранения комплекта аккумуляторов.
Сначала размечаем плёнку по заранее изготовленному шаблону. А затем свариваем футляр по швам. Так как плёнка намного толще обычной, используем более широкую оправку или значительно увеличиваем время прогрева.
Прозрачные футляры хороши ещё и тем, что позволяют легко найти нужный гаджет среди массы других.
Кассета для приготовления льда своими руками
Если в вашем холодильнике нет встроенного льдогенератора, то вы можете замораживать воду в самодельных кассетах из плёнки толщиной 30-40 микрон.
Переборки между отсеками формируем соответствующей оправкой так, чтобы обеспечить свободное распределение воды по ячейкам. Размер ячейки определяем, исходя из размеров имеющихся сосудов для напитков. Чем крупнее ячейки, тем больше выход льда из одной кассеты.
Размер ячейки определяем, исходя из размеров имеющихся сосудов для напитков. Чем крупнее ячейки, тем больше выход льда из одной кассеты.
Шаблоны, используемые в этом статье, можно скачать по ссылке из «Дополнительных материалов».
Для удобства наполнения и герметизации кассеты, используем резьбовую часть горлышка и пробку от полиэтилентерефталатовой бутылки. Отделить горлышко можно с помощью нашей отрезной оправки.
Когда все швы заварены, останется продеть носик кассеты в горлышко от бутылки и залить воду.
Если закрутить пробку и положить кассету в морозильную камеру, то получим около полукилограмма льда для напитков.
Для облегчения отделения плёнки ото льда, достаточно на короткое время погрузить кассету в тёплую воду.
Дополнительные материалы
Скачать шаблоны для изготовления футляра для аккумуляторов и кассеты для льда. Формат А4, 300dpi(80КБ).
Близкие темы
18 Октябрь, 2015 (18:05) в Сделай сам, Технологии
oldoctober. com
com
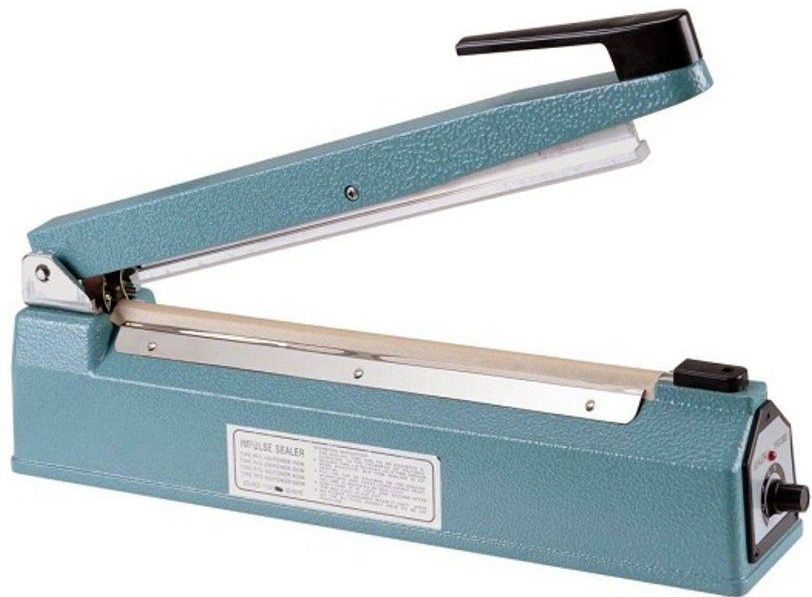
Ручные настольные запайщики пакетов
Запайщик пакетов представляет собой устройство, предназначенное для склеивания (запайки) полиэтиленовой пленки, ПВХ других видов полиэтилена. Ручные настольные запайщики, в отличии от автоматических импульсных, стали активно использоваться сравнительно недавно в пищевой промышленности, в медицинских и фармацевтических учреждениях и косметической отрасли. Производители продуктов, косметики, медицинских приборов и лекарств осознали необходимость в правильной упаковке, обеспечивающей свежесть и сохранность продукта, а также препятствующей потере важных качеств и свойств.
Сортировать по: По цене По популярности
Популярные товары
HS-510C
FS-200C, c ножом
HS-415
FS-800H
FS-500C, с ножом
FS-500
HS-410, с ножом
FS-300C, с ножом
www.kordlend.ru
Пайка пленки на специальном оборудовании — как это происходит?
Запайщик пакетов является специальным видом оборудования, с помощью которого осуществляется пайка пленки и готовых полиэтиленовых пакетов, а также производятся мешки из любого пленочного материала и полимеров с добавлением полипропилена. На сегодняшний день современный рынок предлагает различные виды аппаратов, которые могут оснащаться импульсным или постоянным нагревом, быть настольного или напольного типа, иметь педальный привод, а также быть автоматическими или ручными. Так, например, для упаковки продуктов с недолгим сроком хранения, можно применять аппарат, который имеет в своем оснащении функцию, позволяющую проставлять на полиэтиленовой пленке дату.
На сегодняшний день современный рынок предлагает различные виды аппаратов, которые могут оснащаться импульсным или постоянным нагревом, быть настольного или напольного типа, иметь педальный привод, а также быть автоматическими или ручными. Так, например, для упаковки продуктов с недолгим сроком хранения, можно применять аппарат, который имеет в своем оснащении функцию, позволяющую проставлять на полиэтиленовой пленке дату.
Виды запайщиков и их принцип работы
Принцип работы запайщика заключается в следующем. Для начала устанавливается на торцевой части устройства таймер, показатели которого должны полностью соответствовать толщине пленки и температуре ее плавления. Положение оборудования определяется опытным путем. Далее на рабочую поверхность должен быть уложен материал, которому необходима пайка, и закрывается сверху тефлоновой лентой.
Для того чтобы аппарат для спаивания пакетов привести в действие, нужно нажать на рычаг. При этом издается звук в виде щелчка и зажигается красная лампочка, установленная в аппарат. Такое положение свидетельствует о том, что начался процесс пайки полиэтиленовой пленки. После того, как процесс пайки подошел к завершению, красная лампочка гаснет, а значит, полиэтиленовый пакет можно доставать с рабочей поверхности.
Такое положение свидетельствует о том, что начался процесс пайки полиэтиленовой пленки. После того, как процесс пайки подошел к завершению, красная лампочка гаснет, а значит, полиэтиленовый пакет можно доставать с рабочей поверхности.
Использование подобного оборудования может осуществляться с любыми видами полиэтилена, в состав которых входят термосвариваемые материалы, а также с вакуумными пакетами и пленками. Теперь более подробно рассмотрим некоторые виды запайщиков.
Запайщики импульсного педального или ручного типа
Импульсный педальный или ручной аппарат предназначен для пайки мешков, выполненных из полиэтилена, толщина которого не превышает 0,2 миллиметров. Благодаря работе такого оборудования, могут быть достигнуты достаточно высокие показатели прочности шва, а также быть повышена производительность труда и высокий уровень надежности в рабочем процессе. Все устройства оснащаются пультом управления, которым может регулироваться время производства шва. Некоторые из моделей оснащаются механическим ножом, благодаря которому имеется возможность в процессе пайки отрезать ненужные куски пленки.
Ручные устройства настольного импульсного типа
Такой вид оборудования предназначается для рабочего процесса с готовыми пакетами, выполненными из термосвариваемой пленки, имеющей толщину материала до двухсот микрон. Данный аппарат можно охарактеризовать следующими преимуществами:
- Высокой герметичностью полученного шва;
- Универсальностью в плане толщины и типа полиэтилена;
- Простотой эксплуатации;
- Надежностью в рабочем процессе;
- Наличием механического ножа, который отрезает ненужные куски пленки.
Напольные импульсные запайщики
Предназначением данного вида устройства является работа с термосвариваемыми пленочными материалами. Благодаря таким аппаратам имеется возможность осуществления пайки мешков, толщина которых доходит до 200 микрон. Некоторые модели запайщиков поставляются с механическим ножом или со специальным держателем для пленки. Такой аппарат позволяет получить герметичный линейный шов при помощи плоского нагревательного элемента, расположенного на верхней части устройства.
Такой аппарат позволяет получить герметичный линейный шов при помощи плоского нагревательного элемента, расположенного на верхней части устройства.
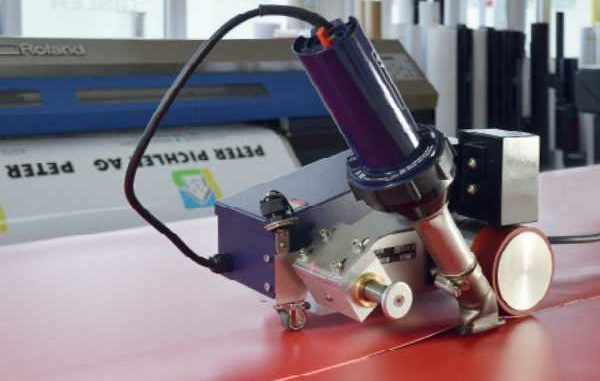
Конвейерные запайщики
Такой вид оборудования имеет постоянный нагрев и предназначается для пайки готовых полиэтиленовых изделий, в производстве которых могут использоваться различные полимерные материалы, а также для проставления на полиэтилене даты. Конвейерный тип запайщиков пакетов обладает целым рядом преимуществ:
- Отличным качеством;
- Высокой герметичностью шва;
- Надежностью;
- Удобством использования;
- Возможностью регулировки температуры пайки;
- Отсутствием ограничений по длине шва;
- Способностью работать в вертикальном и горизонтальном положении.
В горизонтальном положении аппарат используется в тех случаях, когда необходимо запаять пустой пакет или с сухими продуктами. Если же в емкости находится жидкость или любые другие продукты, применяется вертикальное положение.
Конвейерные запайщики с постоянным нагревом оснащаются рамой, теном для нагрева, редуктором, кулерами для охлаждения, сварным устройством, а также механизмом, позволяющим регулировать скорость, конвейером, датером, электронной системой контроля нагрева и счетным устройством. Ручная настройка позволяет оператору регулировать температуру пайки и уровень натяжения сварной тефлоновой ленты, а также скорость запайки полиэтилена и сварной зазор.
Похожие статьи
goodsvarka.ru
Как сварить полиэтиленовую пленку: пошаговая инструкция
Вам понадобится:
- Утюг или паяльник
- Несколько металлических пластин
- Дрель со сверлом
- Молоток, гвозди
- Лист алюминия, имеющий толщину в 1мм
- Графитовый порошок
#1
Довольно часто люди сталкиваются с тем, что нужно произвести ремонт изделия из полиэтилена или прикрепить стыки пленки. Как правило, простой клей в этом деле не поможет, т. к. данный вид пластмассы имеет плохо соединяемую поверхность, поэтому без специальной сварки полиэтиленовой пленки здесь не обойтись. Кстати, сварку полиэтилена можно осуществлять при помощи разнообразных вариантов, самым простым из которых считается использование двухстороннего скотча. Безусловно, данный вариант помогает между собой быстро соединить детали из этого материала, но рассчитывать на то, что шов выдержит большую нагрузку не стоит. Поэтому лучше всего обратиться к самому распространенному способу соединения деталей из пленки, включающему в себя сварку, которую рекомендовано осуществлять очень осторожно, чтобы термическая обработка не испортила материал.
к. данный вид пластмассы имеет плохо соединяемую поверхность, поэтому без специальной сварки полиэтиленовой пленки здесь не обойтись. Кстати, сварку полиэтилена можно осуществлять при помощи разнообразных вариантов, самым простым из которых считается использование двухстороннего скотча. Безусловно, данный вариант помогает между собой быстро соединить детали из этого материала, но рассчитывать на то, что шов выдержит большую нагрузку не стоит. Поэтому лучше всего обратиться к самому распространенному способу соединения деталей из пленки, включающему в себя сварку, которую рекомендовано осуществлять очень осторожно, чтобы термическая обработка не испортила материал.
#2
Сама сварка осуществляется тремя способами: при помощи паяльника, утюга или самодельного терморолика. Чтобы спаять полиэтилен паяльником, изначально для него необходимо смастерить специальную насадку. Делается она из медной пластины размером 40х20 миллиметров. В данных пластинах по диаметру шплинта просверливают несколько отверстий. После чего, полученную пластину загоняют в трубку, которая надевается на жало паяльника. Используя медную пластину, нужно изготовить кругленькое колесико. Благодаря зубилу его края делаются волнистыми. Затем надо взять подготовленные сапожные гвозди и с их помощью соединить колесико с трубкой. Теперь можно приступить к самому процессу, хорошо раскалив паяльник, пока он не станет красным. Данным паяльником проводят по участку полиэтиленовой пленки, который нужно запаять. Остатки целлофана отлично удаляются с колесика войлоком.
После чего, полученную пластину загоняют в трубку, которая надевается на жало паяльника. Используя медную пластину, нужно изготовить кругленькое колесико. Благодаря зубилу его края делаются волнистыми. Затем надо взять подготовленные сапожные гвозди и с их помощью соединить колесико с трубкой. Теперь можно приступить к самому процессу, хорошо раскалив паяльник, пока он не станет красным. Данным паяльником проводят по участку полиэтиленовой пленки, который нужно запаять. Остатки целлофана отлично удаляются с колесика войлоком.
#3
Кстати, выше описанным способом можно не только сварить пленку, но и аккуратно разрезать ее, избежав разного рода дефектов. Что касается утюга, при помощи которого можно соединить полиэтилен, то в этом случае также не обойтись без самодельного приспособления-насадки. Как правило, данное устройство должно собой представлять Т-образный профиль, имеющий длину около сорока сантиметров. Для его изготовления использовался алюминий. Если же говорить о той части профиля, благодаря которой будет осуществляться сварка полиэтиленовой пленки, то ее необходимо обязательно зачистить. Лучше всего это сделать паяльником и наждачной бумагой. Из миллиметрового листового алюминия нужно вырезать насадку, соответствующую размерам подошвы утюга. Она должна иметь небольшой приступ в десять миллиметров для загиба. В ее средней части по размеру профиля проделывается продольная дырочка.
Лучше всего это сделать паяльником и наждачной бумагой. Из миллиметрового листового алюминия нужно вырезать насадку, соответствующую размерам подошвы утюга. Она должна иметь небольшой приступ в десять миллиметров для загиба. В ее средней части по размеру профиля проделывается продольная дырочка.
#4
Свариваемую полиэтиленовую пленку необходимо аккуратно разместить на поверхности, которая обязательно должна быть ровной. Уже на сам целлофан помещают фольгу. Если под рукой нет фольги, ее легко можно заменить тканью, не имеющей синтетических примесей. Далее утюгом с насадкой нужно медленно пройтись по свариваемой полоске. А вот для последнего способа сварки пленки рекомендовано соорудить терморолик. Чтобы это сделать, берется сталь и из нее делаются скобки для терморолика (они должны иметь толщину в один миллиметр). По краям этих скобок проделывают отверстия с диаметром, равным пяти миллиметрам. Для изготовления ролика отлично подойдет стальная шайба. Сам ролик с помощью наждачной бумаги нужно на концах закруглить.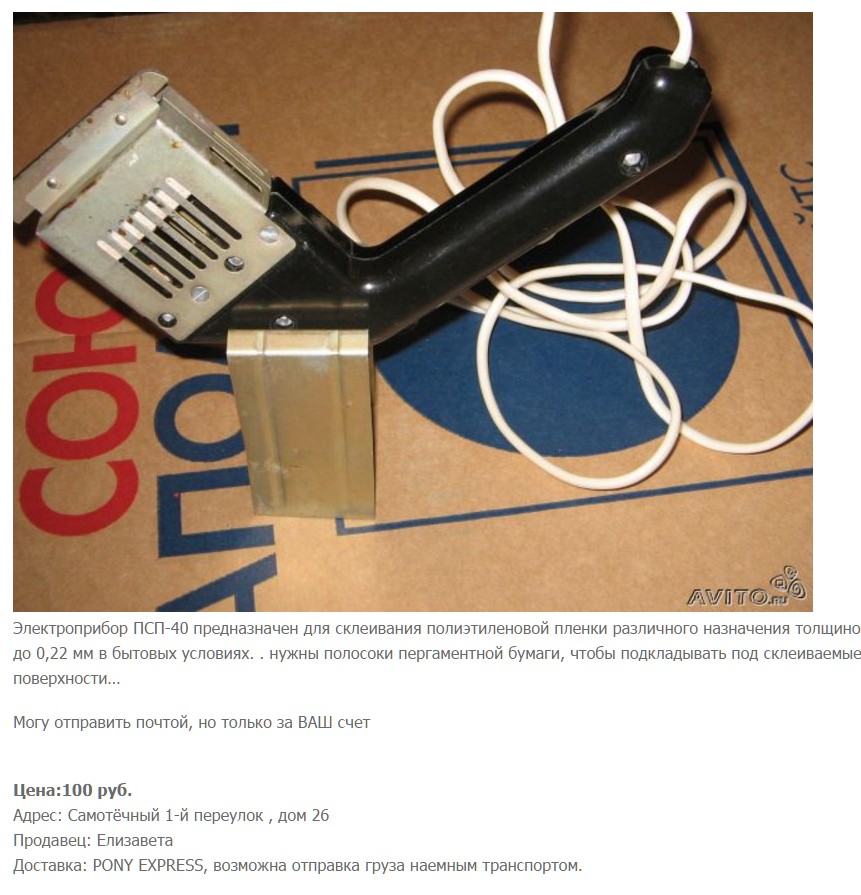 Также рекомендовано этой же наждачкой хорошо обработать его рабочую поверхность, чтобы она стала гладкой.
Также рекомендовано этой же наждачкой хорошо обработать его рабочую поверхность, чтобы она стала гладкой.
#5
Механическую часть терморолика, как правило, изготовляют из четырех латунных шайб, диаметр которых составляет около одиннадцати миллиметров. Данные шайбы перед использованием обязательно поддаются шлифовке. Кстати, абсолютно все поверхности, что в ходе рабочего процесса будут тереться, обрабатываются графитовым порошком, а затем устанавливаются на терморолик. Теперь гайкой его следует очень прочно зафиксировать на жале паяльника. Регулировка нагревания терморолика осуществляется при помощи ослабления или прокручивания винта, который соединяет данную конструкцию с жалом паяльника. Благодаря любому выбранному из выше изложенных способов, можно без проблем качественно спаять полиэтиленовую пленку любой величины. Кстати, в ходе работы с утюгом необходимо внимательно следить, чтобы его тыльная часть не касалась целлофана, поскольку убрать остатки этого материала с утюга довольно сложно.
#6
И наконец-то, сварку полиэтилена можно произвести с помощью специального электроприбора или ручного запаивателя, предназначенного именно для этих целей. Если есть смысл всегда иметь под рукой такое приспособление, и если человек часто работает с полиэтиленом (например, является владельцем теплиц на даче или собирает огромные урожаи плодов и хочет сохранить их), приобрести его можно в любом специализированном магазине. Далее надо обязательно ознакомиться с инструкцией термической установки и следуя ее содержанию сделать термический шов. Приборы данного характера, как правило, не требуют в работе огромных усилий, т.к. они относятся к разряду универсальных (ими можно спаивать не только полиэтилен, полипропилен, но и ламинированную бумагу). Напоследок стоит напомнить о том, что работая с электроприборами, нужно непременно соблюдать правила безопасности!
uznay-kak.ru
Код ТН ВЭД 8515809000
Самые распостранные товары под коду 8515809000
 Продукция изготовлена в соответствии с ТР ТС 004/2011 «О безопасности низковольтного оборудования», ТР ТС 020/2011 «Электромагнитная совместимость технических средств». (8515809000)
Продукция изготовлена в соответствии с ТР ТС 004/2011 «О безопасности низковольтного оборудования», ТР ТС 020/2011 «Электромагнитная совместимость технических средств». (8515809000)
 Продукция изготовлена в соответствии с ТР ТС 004/2011 «О безопасности низковольтного оборудования», ТР ТС 020/2011 «Электромагнитная совместимость технических средств». (8515809000)
Продукция изготовлена в соответствии с ТР ТС 004/2011 «О безопасности низковольтного оборудования», ТР ТС 020/2011 «Электромагнитная совместимость технических средств». (8515809000)
 IFS-15S, IFS-10 (8515809000)
IFS-15S, IFS-10 (8515809000)
 SHD160/63, SHD250/90, SHD315/90 (8515809000)
SHD160/63, SHD250/90, SHD315/90 (8515809000)
 Продукция изготовлена в со (8515809000)
Продукция изготовлена в со (8515809000)
 м. MTH, модель МА 20121108, МА 20121101, МА 20130101, МА 20121107, МА 20121103, МА 20121201 (8515809000)
м. MTH, модель МА 20121108, МА 20121101, МА 20130101, МА 20121107, МА 20121103, МА 20121201 (8515809000)
 м. «Lukey»: преднагреватель плат: паяльный фен, паяльные станции, паяльники: 863, 860D, 936D, 936A, 936AD, 937A, 850A, 850+, 852D, 852D+, 701, 702, 800, 850D, 850D, 850++, 852, 902/852A, 85 (8515809000)
м. «Lukey»: преднагреватель плат: паяльный фен, паяльные станции, паяльники: 863, 860D, 936D, 936A, 936AD, 937A, 850A, 850+, 852D, 852D+, 701, 702, 800, 850D, 850D, 850++, 852, 902/852A, 85 (8515809000)
Tutorial — Руководство пользователя паяльника
- Ресурсы для бисероплетения/
- Техника изготовления ювелирных изделий/
- Руководство пользователя паяльника
версия для печати
F939
Предупреждения:
- Работайте только в сухом месте, свободном от легковоспламеняющихся материалов
- Организуйте надежное место для отдыха подставки для паяльника.
 Убедитесь, что горячий наконечник не касается легковоспламеняющихся поверхностей, вашего тела или шнура питания.
Убедитесь, что горячий наконечник не касается легковоспламеняющихся поверхностей, вашего тела или шнура питания. - Не пытайтесь прикасаться к жалом горячего паяльника или удалять припой с его поверхности руками.
- Не используйте паяльник непрерывно более 1 часа. В противном случае паяльник может быть поврежден.
- Храните паяльник в сухом и безопасном месте, недоступном для детей.
ШАГ 1
Очистите поверхность, которую вы хотите припаять, чтобы обеспечить хорошее сцепление. Используйте проволочную щетку или мелкую наждачную бумагу, чтобы удалить краску или ржавчину. Используйте спирт или очиститель/обезжириватель для удаления масла.
ШАГ 2
Убедитесь, что винт, удерживающий жало паяльника, затянут. При необходимости используйте отвертку Phillips, чтобы затянуть его.
ШАГ 3
Вставьте шнур питания паяльника в розетку переменного тока.
ШАГ 4
Для лучшего соединения припоя и увеличения срока службы жала лужите (покрывайте) жало паяльника слоем припоя каждый раз, когда используете его. Когда наконечник нагреется, осторожно нанесите на него тонкий слой нового припоя. (Если вы нанесли слишком много припоя, протрите наконечник влажной губкой, чтобы удалить излишки.)
Когда наконечник нагреется, осторожно нанесите на него тонкий слой нового припоя. (Если вы нанесли слишком много припоя, протрите наконечник влажной губкой, чтобы удалить излишки.)
ШАГ 5
Нагрейте детали, которые вы паяете, перед нанесением припоя. Чтобы сделать это быстро, плотно прижмите сужающуюся поверхность наконечника к частям (а не к его острию). Когда обе части горячие, нанесите немного припоя. Расплавленный припой должен течь равномерно, покрытие всех поверхностей. Если детали не были хорошо нагреты, паяное соединение создает плохое электрическое соединение.
ШАГ 6
Оттяните катушку с припоем, затем извлеките паяльник.
ШАГ 7
Отключите паяльник.
Предупреждение: Этот продукт содержит химические вещества, которые при использовании для пайки и аналогичных целей выделяют химические вещества, известные в штате Калифорния как вызывающие рак и врожденные дефекты (или другие нарушения репродуктивной функции).
Есть вопрос относительно этого проекта ?
Служба поддержки клиентов по электронной почте.
Авторские права
Разрешение на копирование данной инструкции предоставляется только в некоммерческих образовательных целях. Все остальные репродукции
требует письменного разрешения. Пожалуйста, напишите на адрес [email protected]
для дополнительной информации.
Руководство по пайке и обжиму
Вам не нужно проходить курс пайки НАСА, чтобы построить ЛУЧШЕГО робота-победителя, но хорошая пайка позволит вашему роботу работать на протяжении всех матчей.
Безопасность превыше всего! Паяльник и жидкий припой ГОРЯЧИЕ! Типичный паяльник имеет температуру 700°F. Удивительно легко взять паяльник не тем концом, если вы не обращаете внимания. Следуйте следующим советам по безопасности:
- Пайка в хорошо проветриваемом помещении. Дым от флюса, как правило, нетоксичен, но может беспокоить некоторых людей и может содержать следовые количества свинца.
 Постарайтесь обустроить свое рабочее место так, чтобы дым от флюса сдувал от вас и вашего помощника. Используйте вентилятор, расположенный далеко позади вас, чтобы создать легкий ветерок. Не позволяйте ему дуть на утюг или вашу работу, так как это может привести к плохой пайке.
Постарайтесь обустроить свое рабочее место так, чтобы дым от флюса сдувал от вас и вашего помощника. Используйте вентилятор, расположенный далеко позади вас, чтобы создать легкий ветерок. Не позволяйте ему дуть на утюг или вашу работу, так как это может привести к плохой пайке. - Обратите внимание на работу. Не припаивайте, если вы не можете полностью сосредоточиться на работе. Попросите помощника держать объекты, которые вы припаиваете, и передавать вам вещи по мере необходимости. У вас будет железо в одной руке и припой в другой.
- Не щелкайте утюгом, чтобы стряхнуть припой. Маленькая летящая капля припоя разбрызгивается и прилипает к коже. Это мгновенно поднимет болезненный волдырь.
Основы пайки:
- Используйте хороший паяльник. Выберите утюг мощностью 25-30 Вт. Паяльник будет работать, но выделяет гораздо больше тепла, что может легко расплавить изоляцию провода и вызвать короткое замыкание. У Radio Shack есть набор из 11 предметов (P/N 64-2803) с 30-ваттным утюгом, припоем и другими инструментами.

- Используйте 63/37 (лучше всего, плавится при 361°F) или 60/40 (лучше, плавится при 374°F), низкотемпературный припой со смоляным сердечником. НЕ ИСПОЛЬЗУЙТЕ КИСЛОТНЫЙ ПРИПОЙ! Канифольный флюс помогает очистить паяное соединение. Radio Shack P/N 64-005 — хороший выбор. Этот рулон весом 2-1/2 унции должен построить ЛУЧШИХ роботов на несколько лет. Предпочтителен припой диаметром 0,032 дюйма, но подойдет и диаметр 0,062 дюйма.
- Детали для пайки (клеммы, провода и т.д.) должны быть чистыми. Канифольный флюс помогает, но для начала нужно убедиться, что шов чистый. Если они загрязнены или покрыты коррозией, сначала очистите их. Используйте небольшой нож или стальную мочалку, чтобы аккуратно соскоблить любые загрязнения или коррозию, чтобы обнажить блестящий металл. На клеммах двигателей возвратного комплекта может быть старый припой и провод. Его нужно удалить в первую очередь. Нагрейте соединение и добавьте немного припоя. Теперь сотрите припой влажным (не мокрым) бумажным полотенцем или губкой.

- Подготовьте влажную губку. Вы протрите утюг об это, чтобы удалить излишки и окисленный припой с утюга.
- Паяльник должен быть ГОРЯЧИМ. При прикосновении припоя к кончику утюга он должен немедленно расплавиться.
- Снять изоляцию с провода ровно столько, сколько нужно для того, чтобы «посадить» его на клемму. В последнем паяном соединении изоляция должна находиться на расстоянии около 1/16 дюйма от клеммы. Если оголенного провода будет больше, он может изогнуться и закоротить. Изоляция не должна находиться в паяном соединении.
- Как правило, перед окончательной пайкой рекомендуется залужить провод и клемму. (Не делайте этого для стыковых разъемов.)
- Нанесите небольшое количество припоя на кончик утюга (менее 1/4″ припоя, достаточно для образования влажной пленки).
- Поднесите железный наконечник к проводу или клемме. Припой на железном наконечнике будет смачивать провод или клемму. Это признак того, что объект достаточно горячий, чтобы нанести больше припоя.

- Теперь нанесите больше припоя. Терминала нужно ровно столько, чтобы заполнить дыру. Проволоки нужно ровно столько, чтобы заполнить промежутки между прядями и слегка прикрыть их. В любом случае у вас не должно получиться ни шарика, ни капли. Если вы это сделаете, протрите утюг губкой, чтобы очистить его, затем положите утюг обратно на объект, чтобы перенести излишки припоя на утюг. Повторяйте это до тех пор, пока не останется лишний припой.
- Когда провод и клемма залудятся, поместите железный наконечник на клемму. Когда припой на клемме потечет, поместите луженую проволоку на клемму. Когда припой на клемме и на проводе свободно потечет вместе, уберите утюг. Держите провод неподвижно на клемме, пока он не остынет и не затвердеет. Припой на клемме должен оставаться блестящим. Зернистая текстура указывает на холодную (плохую) пайку. Если это произойдет, снова разогрейте соединение.
- При пайке или лужении проводов держите их на расстоянии 3-4 дюйма от изоляции.
 Жало паяльника около 700°F. Провода будут нагреваться даже через изоляцию. Хороший косяк займет всего 2-3 секунды. За это время провода нагреются, но не настолько, чтобы вызвать ожоги. Вы можете использовать плоскогубцы, чтобы удерживать провода во время пайки, но убедитесь, что вы держите их на расстоянии не менее 1 дюйма от изоляции. Держите провод ровно настолько, чтобы удерживать провод. Удерживание провода слишком туго или слишком близко к соединению может повредить изоляцию.
Жало паяльника около 700°F. Провода будут нагреваться даже через изоляцию. Хороший косяк займет всего 2-3 секунды. За это время провода нагреются, но не настолько, чтобы вызвать ожоги. Вы можете использовать плоскогубцы, чтобы удерживать провода во время пайки, но убедитесь, что вы держите их на расстоянии не менее 1 дюйма от изоляции. Держите провод ровно настолько, чтобы удерживать провод. Удерживание провода слишком туго или слишком близко к соединению может повредить изоляцию. - Припаять один провод к клемме относительно просто. Хитрость заключается в том, чтобы подключить два провода к одной клемме (как на микропереключателях). Лучший способ сделать это:
- Зачистите оба провода немного длиннее, чем один провод.
- Плотно скрутите два оголенных конца. При необходимости используйте острогубцы. Скрутите провода вместе до конца. Не оставляйте пряди торчащими.
- Теперь припаяйте провод к клемме, как указано выше.
- Канифольный флюс можно оставить на стыке.
 Обычно флюс должен быть прозрачным и иметь цвет от желтого до светло-коричневого. Если ваш флюс темно-коричневый или черный (обугленный), вы перегреваете соединение. Изоляция проводов может иметь небольшое обесцвечивание, но не должна обугливаться.
Обычно флюс должен быть прозрачным и иметь цвет от желтого до светло-коричневого. Если ваш флюс темно-коричневый или черный (обугленный), вы перегреваете соединение. Изоляция проводов может иметь небольшое обесцвечивание, но не должна обугливаться.
Пайка обжимных соединителей:
- Зачистите провод так, чтобы он проходил через металлическую часть обжимного цилиндра и был виден между областями обжима и соединителя. Изоляция должна упираться в металлическую обжимную втулку внутри пластиковой области обжима.
- Приложите кончик горячего утюга к проводу, выступающему между областями обжима и соединителя.
- Нанесите припой между жалом и проводом. Используйте ровно столько припоя, чтобы заполнить область вокруг провода и обжимной втулки. Вы должны увидеть жилы провода, даже если они покрыты припоем.
Обжим обжимных соединителей:
- Зачистите провод так, чтобы он проходил через металлическую часть обжимного цилиндра и был виден между участками обжима и соединителя.