
Содержание
Сварка полиэтилена листового
Главная » Статьи » Сварка полиэтилена листового
Выполнение сварки полиэтилена с помощью приборов
- 24 ноября
- 108 просмотров
- 47 рейтинг
Оглавление: [скрыть]
- Типы соединения полиэтилена
- Как осуществляется соединение полимеров «горячим клином»
- Как выполнить сварку в домашних условиях
- Применение насадок для работы с утюгом
- Сварка при помощи паяльника
Сварка полиэтилена может выполняться и в обычных, и в производственных условиях. Ее выполнение наиболее популярно при создании покрытия для теплиц, где куски материала соединяют при помощи контактного нагрева. Также пайка может понадобиться для книжных обложек, пакетов для упаковки, других нужд.
Схема сваривания пленки.
Сварка полиэтиленовой пленки совершается путем приведения полимерного материала в тягучее состояние. Для этого его края нагревают до такой температуры, при которой начинается плавление, затем их надо соединить и крепко сжать. Чтобы сделать это правильно, можно воспользоваться специально для этой цели придуманным устройством для сваривания полиэтилена. Работа таких устройств может осуществляться в нескольких режимах, которые устанавливают в зависимости от толщины и характеристик полимера и от его типа.
Чтобы сделать это правильно, можно воспользоваться специально для этой цели придуманным устройством для сваривания полиэтилена. Работа таких устройств может осуществляться в нескольких режимах, которые устанавливают в зависимости от толщины и характеристик полимера и от его типа.
Типы соединения полиэтилена
Самый несложный и малозатратный способ для соединения полимерных материалов — это так называемая контактная сварка полиэтилена. Таким образом формируются надежные соединения, которые сохраняются при последующей эксплуатации.
Схема ультразвуковой сварки.
Чтобы выполнить контактную сварку, соединенные края полимеров нагревают «горячим воздухом» или «горячим клином» до плавления. Сжатие и образование шва осуществляют роликовые элементы, специально предназначенные для зажима. Шов, получаемый в итоге, будет одинарным или двойным, он обладает хорошей прочностью.
Метод под названием «горячий воздух» представляет собой нагретый поток воздуха, при помощи которого полимер размягчатся и плавится. Для этой же цели применяется нагревающая деталь из металла — «горячий клин». Контакт элементов и полимера осуществляется и с наружной стороны, и с внутренней, при этом происходит образование хороших прочных швов.
Для этой же цели применяется нагревающая деталь из металла — «горячий клин». Контакт элементов и полимера осуществляется и с наружной стороны, и с внутренней, при этом происходит образование хороших прочных швов.
Помимо контактного способа соединения, может применяться еще сварка экструзионная. При выборе такого способа расплавленный полимер подается под давлением, поверхности, соединенные друг с другом, меняют состояние с плотного на тягучее, а сдавливание помогает скрепить их между собой.
Вернуться к оглавлению
В производственных условиях можно осуществить сваривание кусков полимера при помощи специального аппарата. Он применяется для работы с такими видами материалов, как ПНД, ПВХ, полипропилен и прочие, подобные им.
Схема насадки для утюга.
У данного аппарата следующий принцип работы: от двигателя запускаются колеса через редуктор, по штативу между устроенными листами материала вкладывают «горячий клин». В терморегуляторе устройства приводится в рабочее состояние система, автоматически поддерживающая нужную температуру. Это помогает обеспечить большую точность работы и уменьшает вероятность значительных колебаний температур. Регулирование скорости работы осуществляется автоматически, в электрической цепи обеспечивается при этом относительно стабильное напряжение.
Это помогает обеспечить большую точность работы и уменьшает вероятность значительных колебаний температур. Регулирование скорости работы осуществляется автоматически, в электрической цепи обеспечивается при этом относительно стабильное напряжение.
Такое оборудование соответствует нормам безопасности и обеспечивает большее удобство работе. Сваривание осуществляется с определенной скоростью, которую можно отрегулировать вручную. Требуемое давление передается через прижимные ролики при помощи специального рычага.
Устройство позволяет получать двойной шов на плотном материале, прочность которого приблизительно 85%. Процесс осуществляется автоматически, вручную потребуется отрегулировать только температуру и скорость рабочего элемента.
Аппарат «горячего воздуха» можно охарактеризовать как разновидность промышленного фена. Его преимущество — легковесность. Устройство подходит для использования в течение длительного времени. Механизм очень мощный, поэтому и воздействие достаточно эффективное. Его применение возможно для таких видов материала, как пленка ПНД, ПВХ, ПВД.
Его применение возможно для таких видов материала, как пленка ПНД, ПВХ, ПВД.
Вернуться к оглавлению
Схема сварочного аппарата с горячим клином.
Собственноручное сваривание полимеров не обходится без соответствующего оборудования, инструментов, которые в большинстве случаев можно изготовить самостоятельно из устаревших бытовых приборов.
В качестве самого простого подойдет даже обычный электрический утюг, снабженный температурным регулятором. Нелишним будет и паяльник, работающий от электричества.
При помощи утюга соединение краев пленки из ПВХ производят следующим образом. На стол кладут брусок, сделанный из дерева и как следует оструганный. На него устраивают края полимера, предназначенного к свариванию — они должны выдаваться за пределы подкладочного материала приблизительно на 2 см.
Поверх пленки уложите листовой материал, плохо поддающийся плавлению: это может быть фторопласт, бумага, газета. Следите, чтобы бумага не обугливалась во время работы.
Чтобы ускорить соединение краев деталей, после нагревания материала надо немедленно охладить этот участок пленки — подготовьте заранее кусок мокрой ткани, которой после нагрева надо промокнуть спаявшийся полимер.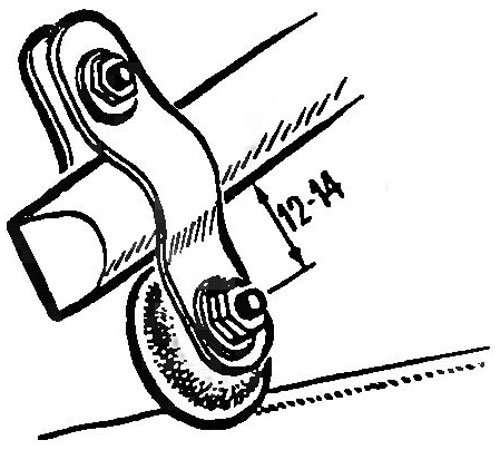
На терморегуляторе утюга должен быть выставлен нагрев 120-150°С. Температура аппарата, работающего от электричества, является основным технологическим показателем, который служит для правильного соединения полиэтилена.
Если раньше вам не доводилось выполнять сварку полиэтилена описанным образом, лучше сначала немного потренироваться. Листы предназначенной для сваривания пленки внахлест устройте на ровной поверхности, например, на столешнице, закройте сверху газетным листом или любой бумагой. Утюг нагрейте, слегка наклоните и проведите по месту, где должен быть шов. Если соединение получается плохого качества или даже не образовывается, проверьте показатель температуры.
С первого раза мало кому удается получить надежный и красивый шов — наберитесь терпения, и постепенно все получится.
Вернуться к оглавлению
Сварка листового полиэтилена может осуществляться с использованием специальных насадок, которые укрепляются на электрическом утюге.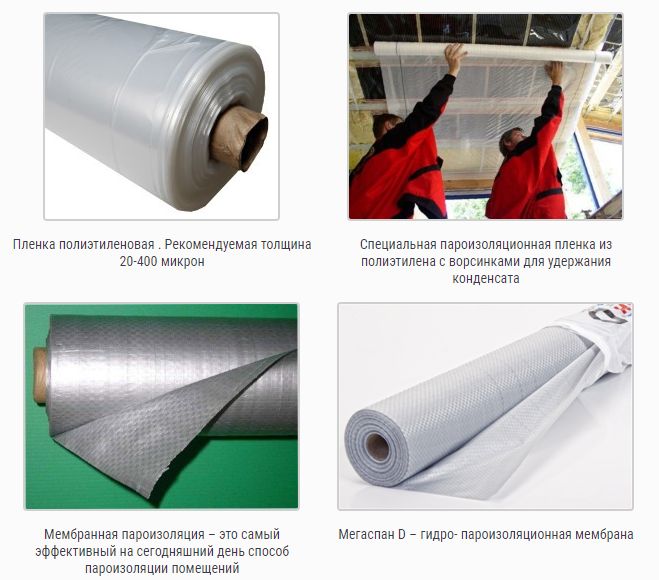 Данная вспомогательная деталь изготовлена из листового алюминия. Основание насадки плоское, внизу расположены рельефные элементы — ребра, которые и принимают самое непосредственное участие в процессе.
Данная вспомогательная деталь изготовлена из листового алюминия. Основание насадки плоское, внизу расположены рельефные элементы — ребра, которые и принимают самое непосредственное участие в процессе.
Схема сварки полиэтиленовой плёнки с помощью электроутюга: 1 – стол (подставка), 2 – рейка, 3, 4 – полотнища плёнки, 5 – подкладка, 6 – утюг.
Применение детали способствует образованию на материале двух надежно спаянных полос, расположенных параллельно.
Насадка очень просто фиксируется на подошве утюга: для этого на ней имеются специальные лепестки, которые надо загибать под основание прибора.
Для работы терморегулятор устройства лучше выставить на отметку, предназначенную для работы с льняными тканями.
Чтобы определить, что насадка нагрелась до нужного состояния, к ней можно приложить мокрую тряпку. Если слышен шипящий звук испаряемой жидкости, пора приступать к работе.
«Ребра» насадки устанавливаются на стык краев пленки поверх уложенной бумаги, затем аппарат медленно двигают по месту, предназначенному для соединения. Получается двойной шов.
Получается двойной шов.
Вернуться к оглавлению
Для скрепления пленки в бытовых условиях подходит и обычный электрический паяльник. На его жало лучше всего надеть наконечник с ученическим или плакатным пером, выполненный из металла. Если полимер прожигается насквозь, наконечник слегка сдвигают с жала прибора — так уменьшается площадь теплоотдачи.
Пайка получается более надежной, если укрепить на паяльник специальные ролики. У наконечника до упора стачивается жало, в центре торца вырезается паз, для чего используют ножовку. Вам понадобится медный диск с диаметром 1 см (те, кто всерьез озаботится сооружением такого прибора, могут выточить его самостоятельно).
Просверлите отверстие диаметром примерно 5 мм для крепления оси, диск вставьте в сделанную прорезь и закрепите. Он должен свободно вращаться. Чтобы сварочный шов получился ровным, ведите его по линейке. Аппарат надо вести до той точки, где шов кончается, не отрывая, с нажимом. Чаще такой подход применяют для запайки пакетов. Чтобы получить красивый шов, немного потренируйтесь на ненужных кусках.
Аппарат надо вести до той точки, где шов кончается, не отрывая, с нажимом. Чаще такой подход применяют для запайки пакетов. Чтобы получить красивый шов, немного потренируйтесь на ненужных кусках.
expertsvarki.ru
Обработка и сварка листов из полипропилена и полиэтилена
При проведении работ по механической обработки и сварки полиэтиленовых и полипропиленовых листов следует учитывать их особые свойства.
Одной из основных особенностей листов из полипропилена (PP) и полиэтилена (PE) — относительно низкая температура плавления материала, в связи с чем при использовании инструмента необходимо избегать повышенного трения сверла, фрезы или пилы с обрабатываемой поверхностью полимерного материала.
Высокая теплота трения может вызвать оплавление обрабатываемой поверхности полипропиленового или полиэтиленового листа. Чтобы этого избежать, при механической обработке полимерных листов необходимо обеспечить максимальный отвод тепла, т.е. уменьшить тепловую нагрузку на материал.
При механической обработке листов из полипропилена и полиэтилена необходимо соблюдать следующие правила:
- кромки режущего инструмента должны быть хорошо заточены
- режущий инструмент должен быть установлен так, чтобы режущая кромка только касалась полимера
- следует обеспечить хорошее удаление стружки с режущего инструмента
- в случае большого тепловыделения должно быть обеспечено охлаждение
Соединять полимерные листы можно как механически (при помощи заклепок, болтов и т.п.), так и методом сварки.
Неподходящим методом соединения считается при помощи клея — склеивание.Данный материал обладает высокой химической стойкостью, поэтому может контактировать со многими растворимыми клеями. Однако применять клей при работе с ним можно, только проконсультировавшись со специалистами.
Наиболее выгодным и надежным способом соединения листов из полипропилена и полиэтилена является сваривание.
Сварка листового полипропилена и полиэтилена осуществляется тремя способами: полифузионная сварка, сваривание экструдером и пистолетом с горячим воздухом.
Первый способ является самым качественным. Соединяемые концы нагреваются специальным прибором до достижения нужной температуры и с усилием прижимаются друг к другу. Такой шов достигает 80-90% прочности материала. Таким способом соединяют листы любой толщины.
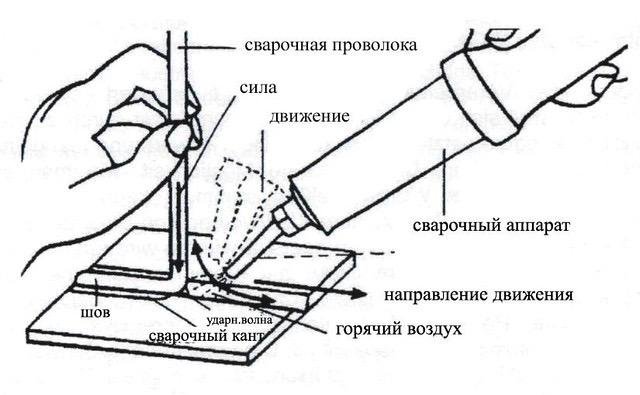
Шов термопластов при помощи экструдера осуществляется нанесением вспомогательного материала (сварочной проволки), расплавленного предварительно в винтовом роторе экструдера. Так как экструдер – ручной аппарат, одинаковую скорость варки и одинаковое давление обеспечить тяжело, что сказывается на качестве шва. Сварка листовых полимерных материалов экструдером применяется в случае большой толщины листов
Сварка пистолетом с горячим воздухом дает шов самого плохого качества. Конструкция прибора не дает одинаковой температуры нагреваемого воздуха.
Важный момент: необходимо следить за тем, чтобы свариваемые детали были изготовлены из материала одного класса. Добавляемый материал тоже должен совпадать по классу свариваемости с основными.
При сварки вторым и третьим способом применяется специальный полипропиленовый или полиэтиленовый сварочный пруток (проволка).
Коэффициент прочности полученного шва
| Полифузионная (стыковая) сварка (сварка на стыковой машине) | Экструзионная сварка (сварка ручным экструдером) | Пистолет с горячим воздухом (сварка ручным феном) |
| 0,9 | 0,8 | 0,7 |
smp-agru.ru
Сварка полиэтилена в домашних условиях
Выполнение сварки полиэтилена с помощью приборов
- Типы соединения полиэтилена
- Как осуществляется соединение полимеров «горячим клином»
- Как выполнить сварку в домашних условиях
- Применение насадок для работы с утюгом
- Сварка при помощи паяльника
Сварка полиэтилена может выполняться и в обычных, и в производственных условиях. Ее выполнение наиболее популярно при создании покрытия для теплиц, где куски материала соединяют при помощи контактного нагрева.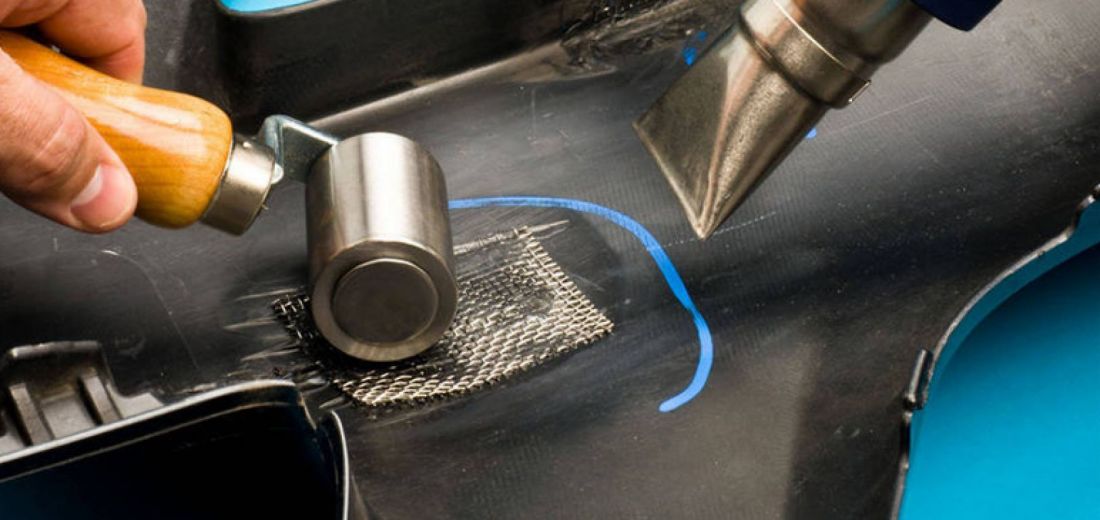 Также пайка может понадобиться для книжных обложек, пакетов для упаковки, других нужд.
Также пайка может понадобиться для книжных обложек, пакетов для упаковки, других нужд.
Схема сваривания пленки.
Сварка полиэтиленовой пленки совершается путем приведения полимерного материала в тягучее состояние. Для этого его края нагревают до такой температуры, при которой начинается плавление, затем их надо соединить и крепко сжать. Чтобы сделать это правильно, можно воспользоваться специально для этой цели придуманным устройством для сваривания полиэтилена. Работа таких устройств может осуществляться в нескольких режимах, которые устанавливают в зависимости от толщины и характеристик полимера и от его типа.
Типы соединения полиэтилена
Самый несложный и малозатратный способ для соединения полимерных материалов – это так называемая контактная сварка полиэтилена. Таким образом формируются надежные соединения, которые сохраняются при последующей эксплуатации.
Схема ультразвуковой сварки.
Чтобы выполнить контактную сварку. соединенные края полимеров нагревают «горячим воздухом» или «горячим клином» до плавления. Сжатие и образование шва осуществляют роликовые элементы, специально предназначенные для зажима. Шов, получаемый в итоге, будет одинарным или двойным, он обладает хорошей прочностью.
Сжатие и образование шва осуществляют роликовые элементы, специально предназначенные для зажима. Шов, получаемый в итоге, будет одинарным или двойным, он обладает хорошей прочностью.
Метод под названием «горячий воздух» представляет собой нагретый поток воздуха, при помощи которого полимер размягчатся и плавится. Для этой же цели применяется нагревающая деталь из металла – «горячий клин». Контакт элементов и полимера осуществляется и с наружной стороны, и с внутренней, при этом происходит образование хороших прочных швов.
Помимо контактного способа соединения, может применяться еще сварка экструзионная. При выборе такого способа расплавленный полимер подается под давлением, поверхности, соединенные друг с другом, меняют состояние с плотного на тягучее, а сдавливание помогает скрепить их между собой.
Вернуться к оглавлению
Как осуществляется соединение полимеров «горячим клином»
В производственных условиях можно осуществить сваривание кусков полимера при помощи специального аппарата. Он применяется для работы с такими видами материалов, как ПНД, ПВХ, полипропилен и прочие, подобные им.
Он применяется для работы с такими видами материалов, как ПНД, ПВХ, полипропилен и прочие, подобные им.
Схема насадки для утюга.
У данного аппарата следующий принцип работы: от двигателя запускаются колеса через редуктор, по штативу между устроенными листами материала вкладывают “горячий клин”. В терморегуляторе устройства приводится в рабочее состояние система, автоматически поддерживающая нужную температуру. Это помогает обеспечить большую точность работы и уменьшает вероятность значительных колебаний температур. Регулирование скорости работы осуществляется автоматически, в электрической цепи обеспечивается при этом относительно стабильное напряжение.
Такое оборудование соответствует нормам безопасности и обеспечивает большее удобство работе. Сваривание осуществляется с определенной скоростью, которую можно отрегулировать вручную. Требуемое давление передается через прижимные ролики при помощи специального рычага.
Устройство позволяет получать двойной шов на плотном материале, прочность которого приблизительно 85%. Процесс осуществляется автоматически, вручную потребуется отрегулировать только температуру и скорость рабочего элемента.
Процесс осуществляется автоматически, вручную потребуется отрегулировать только температуру и скорость рабочего элемента.
Аппарат «горячего воздуха» можно охарактеризовать как разновидность промышленного фена. Его преимущество – легковесность. Устройство подходит для использования в течение длительного времени. Механизм очень мощный, поэтому и воздействие достаточно эффективное. Его применение возможно для таких видов материала, как пленка ПНД, ПВХ, ПВД.
Вернуться к оглавлению
Как выполнить сварку в домашних условиях
Схема сварочного аппарата с горячим клином.
Собственноручное сваривание полимеров не обходится без соответствующего оборудования, инструментов, которые в большинстве случаев можно изготовить самостоятельно из устаревших бытовых приборов.
В качестве самого простого подойдет даже обычный электрический утюг, снабженный температурным регулятором. Нелишним будет и паяльник, работающий от электричества.
При помощи утюга соединение краев пленки из ПВХ производят следующим образом. На стол кладут брусок, сделанный из дерева и как следует оструганный. На него устраивают края полимера, предназначенного к свариванию – они должны выдаваться за пределы подкладочного материала приблизительно на 2 см.
На стол кладут брусок, сделанный из дерева и как следует оструганный. На него устраивают края полимера, предназначенного к свариванию – они должны выдаваться за пределы подкладочного материала приблизительно на 2 см.
Поверх пленки уложите листовой материал, плохо поддающийся плавлению: это может быть фторопласт, бумага, газета. Следите, чтобы бумага не обугливалась во время работы.
Чтобы ускорить соединение краев деталей, после нагревания материала надо немедленно охладить этот участок пленки – подготовьте заранее кусок мокрой ткани, которой после нагрева надо промокнуть спаявшийся полимер.
На терморегуляторе утюга должен быть выставлен нагрев 120-150°С. Температура аппарата, работающего от электричества, является основным технологическим показателем, который служит для правильного соединения полиэтилена.
Если раньше вам не доводилось выполнять сварку полиэтилена описанным образом, лучше сначала немного потренироваться. Листы предназначенной для сваривания пленки внахлест устройте на ровной поверхности, например, на столешнице, закройте сверху газетным листом или любой бумагой. Утюг нагрейте, слегка наклоните и проведите по месту, где должен быть шов. Если соединение получается плохого качества или даже не образовывается, проверьте показатель температуры.
Утюг нагрейте, слегка наклоните и проведите по месту, где должен быть шов. Если соединение получается плохого качества или даже не образовывается, проверьте показатель температуры.
С первого раза мало кому удается получить надежный и красивый шов – наберитесь терпения, и постепенно все получится.
Вернуться к оглавлению
Применение насадок для работы с утюгом
Сварка листового полиэтилена может осуществляться с использованием специальных насадок, которые укрепляются на электрическом утюге. Данная вспомогательная деталь изготовлена из листового алюминия. Основание насадки плоское, внизу расположены рельефные элементы – ребра, которые и принимают самое непосредственное участие в процессе.
Схема сварки полиэтиленовой плёнки с помощью электроутюга: 1 – стол (подставка), 2 – рейка, 3, 4 – полотнища плёнки, 5 – подкладка, 6 – утюг.
Применение детали способствует образованию на материале двух надежно спаянных полос, расположенных параллельно.
Насадка очень просто фиксируется на подошве утюга: для этого на ней имеются специальные лепестки, которые надо загибать под основание прибора.
Для работы терморегулятор устройства лучше выставить на отметку, предназначенную для работы с льняными тканями.
Чтобы определить, что насадка нагрелась до нужного состояния, к ней можно приложить мокрую тряпку. Если слышен шипящий звук испаряемой жидкости, пора приступать к работе.
«Ребра» насадки устанавливаются на стык краев пленки поверх уложенной бумаги, затем аппарат медленно двигают по месту, предназначенному для соединения. Получается двойной шов.
Вернуться к оглавлению
Сварка при помощи паяльника
Для скрепления пленки в бытовых условиях подходит и обычный электрический паяльник. На его жало лучше всего надеть наконечник с ученическим или плакатным пером, выполненный из металла. Если полимер прожигается насквозь, наконечник слегка сдвигают с жала прибора – так уменьшается площадь теплоотдачи.
Пайка получается более надежной, если укрепить на паяльник специальные ролики. У наконечника до упора стачивается жало, в центре торца вырезается паз, для чего используют ножовку. Вам понадобится медный диск с диаметром 1 см (те, кто всерьез озаботится сооружением такого прибора, могут выточить его самостоятельно).
Вам понадобится медный диск с диаметром 1 см (те, кто всерьез озаботится сооружением такого прибора, могут выточить его самостоятельно).
Просверлите отверстие диаметром примерно 5 мм для крепления оси, диск вставьте в сделанную прорезь и закрепите. Он должен свободно вращаться. Чтобы сварочный шов получился ровным, ведите его по линейке. Аппарат надо вести до той точки, где шов кончается, не отрывая, с нажимом. Чаще такой подход применяют для запайки пакетов. Чтобы получить красивый шов, немного потренируйтесь на ненужных кусках.
legkoe-delo.ru
Сварка листового полипропилена строительным феном и экструдером
Одним из самых распространенных методов соединения полипропилена является его сварка. Такая технология является самой востребованной и эффективной, это объясняется термопластичностью и прочностью материалов. Сварка листового полипропилена происходит вследствие их соединения встык или под прямым углом. Для соединения также можно использовать экструдер, фен или стыковой сварочный станок.
Лист полипропилена: природа материала для заготовки
Данный материал производится путем выдавливания гранул вещества полимера из специальных отверстий. Такая технология позволяет получить в итоге лист любой длины и ширины. Сам лист полностью состоит из гранул. Покрытие такого материала может быть или глянцевым или матовым, если лист покрыт глянцем, то сверху накрывается пленкой.
Основными преимуществами полипропилена является:
- диэлектричность;
- достаточная гидрофобность;
- стойкость к стиранию;
- химическая прочность.
Благодаря особым характеристикам сварка листов полипропилена не представляет самой объемный процесс и отличается доступностью. Весь процесс сварки заключается в доведении краев материала до вязкого состояния и сильно прижатия друг к другу. Такой механизм поможет получить в последующем цельную деталь.
Диффузионная сварка
Перед началом работы, необходимо подготовить рабочее место и весь материал. Чтобы швы склейки были как можно ровными и незаметными, следует с полной серьезностью подойти к процессу и выбрать такой способ сварки, который будет для вас наиболее доступным и удобным. Одним из наиболее эффективных способов соединения листового полипропилена является диффузная сварка. Такой механизм соединяется на специально оборудованном сварочном станке.
Чтобы швы склейки были как можно ровными и незаметными, следует с полной серьезностью подойти к процессу и выбрать такой способ сварки, который будет для вас наиболее доступным и удобным. Одним из наиболее эффективных способов соединения листового полипропилена является диффузная сварка. Такой механизм соединяется на специально оборудованном сварочном станке.
Сварка полипропиленовых листов происходит с помощью укладки двух частей на станок и их фиксации. Концы листов будут прижиматься к нагревательному элементу. Для получения наилучшего эффекта листы следует нагревать продолжительное время. После достижения необходимой температуры, листы прижимаются с помощью фиксирующего механизма. Шов, который получается с помощью оборудования для сварки, будет являться самым прочным и надежным.
Рекомендуем! Как научиться варить электросваркой самостоятельно
Очень важным при такой сварке является чистота и пониженная влажность воздуха в помещении, температура воздуха должна быть теплой. Одним из главных преимуществ шва будет не только его прочность, но и скорость получения качественного материала. Такой метод подходит для листов любой ширины, и дает возможность сваривать полипропиленовые листы в рулоны. При большом количестве работы, сварочный станок станет незаменимой вещью.
Одним из главных преимуществ шва будет не только его прочность, но и скорость получения качественного материала. Такой метод подходит для листов любой ширины, и дает возможность сваривать полипропиленовые листы в рулоны. При большом количестве работы, сварочный станок станет незаменимой вещью.
Сварка с помощью экструдера
Такой метод предполагает наличие особого инструмента – экструдера. Такой аппарат оснащен различными насадками, которые позволяют сваривать самые сложные и громоздкие конструкции. Огромным преимуществом есть и небольшой размер оборудования. Экструдер оснащен автоматической подачей теплого воздуха, что позволяет размягчать листы и избегать каких-либо повреждений при сварке. Работа таким методом предполагает оперативность в действиях, так как из-за высокой температуры (около 270С) возможна деформация около внутренних слоев полипропилена.
Сварка листового полипропилена строительным феном
Для сварки листового полиэтилена феном, вам понадобится строительный фен большой мощности и тонкие
полимерные листы, а также полипропиленовая проволока (подобранная под размер и толщину листов, которые необходимо соединить). Важным является фактор подбора материала, листы и проволока должны состоять из одинакового класса материалов. Пренебрежение данного момента существенно повлияет на качество полученного шва и его прочность, так как фен не сможет одновременно довести до одинаковой нужной температуры разные виды материалов.
Важным является фактор подбора материала, листы и проволока должны состоять из одинакового класса материалов. Пренебрежение данного момента существенно повлияет на качество полученного шва и его прочность, так как фен не сможет одновременно довести до одинаковой нужной температуры разные виды материалов.
Для нормальной стыковки листов, их необходимо разместить на ровной поверхности и края обработать наждачной бумагой. Важным моментом подготовки является разделка кромок под углом 45.
Подготовленные листы полипропилена для сварки встык
Процесс нагревания феном и расплавки прута занимает примерно от 5 до 10 минут. Далее идет сам процесс сварки. Пластиковый пруток вставляется в насадку сварочного фена и в процессе заполнения шва непрерывно подается в зону сварного шва.
Рекомендуем! Как сварить титан в среде аргона
Склеивание листового полипропилена
Склеивание полипропилена – очень трудоемкий процесс, требующий специальной подготовки. Это обуславливается тем, что такой вид пластмассы является особенно трудносклеиваемым. На современном рынке существует большое множество клеев, которые без каких-либо проблем способны склеить пластмассу, основным вопросом будет выбор специального раствора. Особая подготовка к склеиванию материала будет заключаться в предварительной сборке всех деталей, чтобы поставить необходимые метки, ведь неправильное соединение полипропиленовых листов или банальная ошибка в процессе может стоить вам испорченного материала.
Это обуславливается тем, что такой вид пластмассы является особенно трудносклеиваемым. На современном рынке существует большое множество клеев, которые без каких-либо проблем способны склеить пластмассу, основным вопросом будет выбор специального раствора. Особая подготовка к склеиванию материала будет заключаться в предварительной сборке всех деталей, чтобы поставить необходимые метки, ведь неправильное соединение полипропиленовых листов или банальная ошибка в процессе может стоить вам испорченного материала.
Главными рекомендациями при склеивании и сварке полипропилена своими руками будут:
- необходимо приобретать клей, обращая внимание, прежде всего на его марку, но никак не на цену. Свой опыт в таком вопросе будет для вас дополнительным бонусом. Иногда клей из высокой ценовой категории по качеству может уступать более дешевым аналогам;
- очень важным будет уделить внимание заточке и обработке краев полипропиленовых листов, при правильном выполнении этого требования, шов получится очень аккуратным;
- выбирайте способ сваривания в зависимости от ширины листа, а также его размера.
 Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.
Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.
svarkagid.ru
Сварка геомембраны: виды, методики, проверка стыка
Современные технологии дают возможность производить изоляционные материалы различной направленности. Однако, гидроизоляция должна быть на высшем уровне для любого объекта. В подобных случаях оптимальным решением является использование геомембраны — прочного и плотного материала на основе полиэтилена. Наиболее надежным способом скрепления полотнищ является сварка, о ней и пойдет речь.
Наиболее надежным способом скрепления полотнищ является сварка, о ней и пойдет речь.
Содержание
Основная информация
Геомембрана представляет собой рулонный материал изготовленный из полиэтилена или поливинилхлорида. В свою очередь, мембраны из полиэтилена делятся на два вида:
- LDPE (из материала малой плотности, но высокого давления) — морозоустойчивые, мягкие, легко растягиваются.
- HDPE (из материала с высокой плотностью, но низкого давления) — твердые, не устойчивы к морозам, почти не растягиваются.
Основным направлением применения полимерных пленок является гидроизоляция различных объектов, в том числе емкостей с нефтепродуктами. В последнее время геомембраны все чаще используют, как противофильтрационные экраны на рудниках, в сельском хозяйстве, в химической отрасли.
Ширины рулона не всегда хватает для выполнения задуманного, поэтому полотнища часто соединяют между собой.
Методы обработки
Перед началом сварочного процесса геомембрану следует подготовить, как и любую другую поверхность. Правильная подготовка облегчает работу и снижает вероятность появления дефектов.
Правильная подготовка облегчает работу и снижает вероятность появления дефектов.
В предварительную обработку входит:
- Укладка материала на основание. Чтобы постелить пленку ровно, необходимо сначала убрать все видимые неровности (кочки, камни, ветки и т.д.), выровнять грунт, при необходимости закрепить полотнища анкерными болтами.
- Соединение краев полотнищ. Нахлест должен быть около 10-20 см.
- Очистка шва от пыли, мусора, грязи.
Для качественного скрепления пвх ткани применяют три вида сварки:
- Контактная. Суть этого метода состоит в том, что сваривание поверхностей осуществляет специальный аппарат, оборудованный металлическим клином с диапазоном температур от 210°С до 450°С градусов. Клин разогревает края свариваемых пленок, прижимные валики уплотняют соединение. Образуется двойной прочный шов с проверочным воздушным каналом, либо без него. Однако, убедиться в герметичности полученного шва легче с контрольным каналом, для этого достаточно резко оказать на канал сильное воздушное давление.

- Экструзионная. Сварка геомембраны в данном случае производится сварочным аппаратом — экструдером с использованием присадочной проволоки при температуре 210-250 °С. Этот метод обработки полимерных пленок чаще всего применяется в труднодоступных местах, на угловых стыках, а также для устранения дефектов или наложения заплаток. При протяжке через экструдер присадка плавится, заполняет собой зону сварки, из-за чего края свариваемых поверхностей нагреваются и образуют в результате прочный и герметичный шов. Присадочный пруток должен быть изготовлен из того же полимера, что и геомембраны.
- Горячим воздухом. Суть данного способа заключается в обработке воздухом, нагретым выше температуры плавления полимера, из которого изготовлены соединяемые пленки. Данный тип обработки весьма трудоемкий, поэтому используется довольно редко и на небольших участках пленки.
Ручная сварка
Несмотря на то, что сварка геомембраны производится специальным оборудованием, осуществить задуманное можно и в домашних условиях. Для этого потребуется обычный строительный фен, температура воздушной струи у которого в диапазоне 175-240°С градусов.
Для этого потребуется обычный строительный фен, температура воздушной струи у которого в диапазоне 175-240°С градусов.
Использовать при ручной сварке фен высокой мощности нецелесообразно. Для работы с таким феном необходимы соответствующие навыки.
Обработка полимерных пленок своими руками происходит по типу сварки горячим воздухом. Свариваемые мембраны нагреваются до вязко-текучего состояния, после чего соединяются и продавливаются подвижными роликами для образования герметичного однородного шва.
Сварка геомембраны вручную — процесс кропотливый и утомительный, поэтому чаще всего обработке подвергаются листы малого размера, труднодоступные места или участки сложной формы.
Проверка швов
Геомембрана — прочная и жесткая пвх ткань, поэтому контроль герметичности швов необходим на протяжении всего процесса обработки. Подобный контроль позволяет своевременно обнаружить возможные дефекты и недочеты. Сначала проводится осмотр на наличие выпуклых образований, складок, гладкости и однородности швов. После этого уже в местах возможной утечки выполняется проверка:
После этого уже в местах возможной утечки выполняется проверка:
- Вакуумом. Участок с предполагаемой разгерметизацией обрабатывают насыщенным мыльным раствором и накрывают прозрачным колпаком с клапаном контроля давления. При помощи насоса внутри колпака создается вакуум и в течение 15-30 секунд осуществляется наблюдение. Если на поверхности образуются мыльные пузыри, то шов негерметичен. Оставшийся шов проверяется также, но обязателен нахлест 5-7 см на предыдущий участок.
- Давлением. На ограниченном участке проверочного канала специальной иглой делается контрольное отверстие, через которое нагнетается избыточное давление. После прекращения подачи давления за участком наблюдают в течение 8-10 минут. Если за это время давление снизится более, чем на 10%, то герметичность шва нарушена. По окончании проверки контрольное отверстие обязательно заваривается.
- Разрывом. В этом случае проверке подлежат участки с выполненным швом, вырезанные из готового полотнища.
 Получившиеся дырки заваривают заплатками из аналогичного материала. Испытание на разрыв проводится не так часто, в основном на больших площадях с одинаковым типом сварного соединения.
Получившиеся дырки заваривают заплатками из аналогичного материала. Испытание на разрыв проводится не так часто, в основном на больших площадях с одинаковым типом сварного соединения.
Для объектов сложной конфигурации проверку герметичности сварных швов устраивают с помощью специальных систем тестирования, в том числе и вакуумных. Подобные системы позволяют проверить как прямые, так и угловые швы, а также обследовать труднодоступные места.
Сварка пвх ткани (геомембраны) — процесс трудоемкий и кропотливый. Перед осуществлением сварки необходима тщательная подготовка, как рабочего места, так и свариваемых поверхностей. Полимерные мембраны плотные и жесткие, поэтому их обработка требует определенных навыков и умений. Сварку таких пленок лучше осуществлять специалистам, так как неопытность может привести к возникновению дефектов, а следовательно, и к ухудшению гидроизоляционных свойств геомембран.
Требуется оптимизировать пайку и опрессовку пластмасс | Пример решений | Оборудование для микросоединений
Для просмотра нашего сайта в настройках вашего браузера вам необходимо включить JavaScript.
Импульсный метод нагрева с превосходным точным контролем
Задача: Стабильный внешний вид отделки должен быть достигнут
эффективной пайкой и уплотнением пластика.
Фон
- Паутинка возникает при пайке или уплотнении пластика
- Чрезмерное или недостаточное плавление во время пайки
- Необходимо повысить эффективность пайки с несколькими выводами
- Внешний вид пластикового герметика должен быть красивым
- Сравнение методов (достоинства и недостатки)
Решение Avio: Точное управление методом импульсного нагрева способствует гомогенизации
и эффективности пайки. При герметизации пластика
достигается красивый внешний вид без паутины.
Метод импульсного нагрева, обеспечивающий стабильное соединение за счет точного контроля температуры и смещения.
Точечный
Характеристики
- Превосходный контроль температуры, возможность свободного создания профиля температуры.

→ Уменьшает перерегулирование (недорегулирование)
Не зависит от окружающей среды (температура, влажность) - Достигнута высокая повторяемость.
→ Контролирует неравномерность и гомогенизацию
- Держит давление, пока работа не затвердеет.
→ Предотвращает образование паутины и придает отделке красивый внешний вид.
- Поддерживаются большие длины, несколько точек и большие площади.
→ Повышение эффективности за счет групповой пайки нескольких контактов.
- Локальный нагрев, быстрый нагрев и быстрое охлаждение.
→ Свести к минимуму тепловое воздействие на соседние компоненты.
Безопасное и стабильное соединение за короткий цикл. - Смещение можно контролировать.
→ Уменьшает дефекты из-за избыточного или недостаточного плавления.
(Подавление чрезмерного выравнивания и отключения)
- Блок импульсного нагрева Модель
- Температурный профиль
Метод импульсного нагрева с отличным внешним видом и воспроизводимостью отделки, а также меньшим влиянием на соседние детали
Точечный
1. Сравнение пайки
Сравнение пайки
| Импульсный нагрев (Горячий бар) | Лазерный диод | Паяльник | |
|---|---|---|---|
| Воспроизводимость финишной обработки | ◎ | 〇 | × |
| Ущерб окружающей среде | ◎ | △ | △ |
| Стоимость расходных материалов | △ | ◎ | × |
| Время цикла (1 точка) | × | 〇 | 〇 |
| Время цикла (несколько точек) | ◎ | △ | × |
*Оно основано на независимом суждении Avio.
2. Сравнение пластиковых зачеканок
| Импульсный нагрев (Горячий бар) | Ультразвуковой | Инфракрасный | Постоянный нагрев | |
|---|---|---|---|---|
| Внешний вид | ◎ | △ | ◎ | × |
| Воспроизводимость финишной обработки | ◎ | 〇 | 〇 | △ |
| Ущерб окружающей среде | ◎ | × | 〇 | △ |
| Совместимый диапазон для втулки размера | △ | ◎ | × | 〇 |
| Стоимость расходных материалов | × | × | 〇 | ◎ |
| Время цикла | △ | ◎ | △ | 〇 |
Родственный фильм
Применимые модели
Родственный вызов
- Тестовый образец
Мы будем рады протестировать ваш образец с помощью предложенного нами метода соединения
,
и вернуть его с отчетом.
- Пример приложения для испытаний
- Нажмите кнопку «Связаться с нами» справа.
(для информации дилера, пробного испытания или технической консультации) - Свяжитесь с нами
To Top of Page
Han’s Tiancheng Semiconductor Co., Ltd.
Han ‘ s TCS provides laser product of plastic welding and soldering
Plastic laser welding
В настоящее время диапазон материалов, которые можно сваривать лазером, постепенно расширяется за пределы традиционных металлических материалов. В индустрии пластмасс лазеры используются в самых разных областях, таких как медицинские устройства, автомобильная электроника, упаковка и различные продукты микроэлектроники. Основной принцип лазерной сварки пластмасс заключается в расплавлении пластиковых контактных поверхностей теплом, выделяемым лазерным лучом, и, таким образом, склеивании термопластичных листов, пленок или формованных деталей.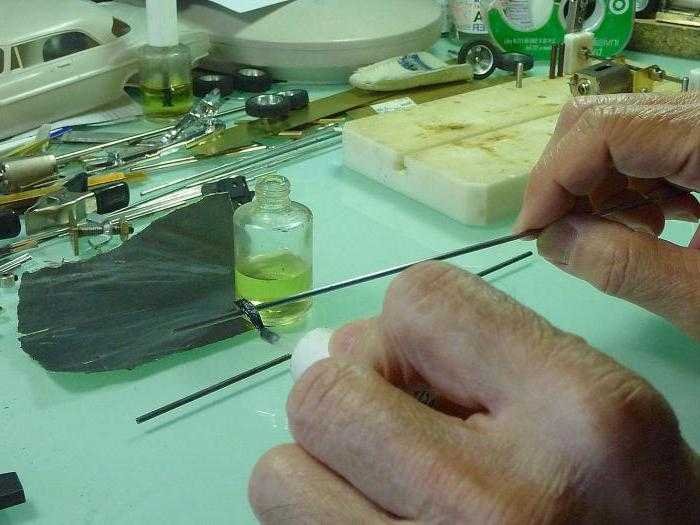
Han’s TCS поставляет полупроводниковые лазерные диоды производителям и компаниям, занимающимся сборкой оборудования для лазерной сварки пластмасс, для одновременной лазерной сварки, лазерной контурной сварки и квазисинхронной лазерной сварки. За годы исследований, разработки и производства полупроводниковых лазеров компания добилась превосходного качества. контроль лазерной продукции. У нас есть уникальное представление об окружающей среде и сценарии ее применения, и мы можем сделать устройства с длительным сроком службы, чтобы адаптироваться к окружающей среде и сделать оборудование более стабильным. У нас есть возможность сделать независимый оптический дизайн для сложных точек сварки различных видов фар, что делает эффект сварки и прочность сварки лучше по сравнению с другими производителями.
Являясь ведущим производителем полупроводниковых лазеров в Китае, компания Han’s TCS достигла лидирующего международного уровня в области упаковки полупроводниковых лазерных диодов и технологии соединения волокон, а также накопила многолетний опыт в области оптического моделирования и решения проблем сварки пластмасс. Компания ориентирована на отрасль лазерной сварки пластмасс и может предоставить клиентам:
Компания ориентирована на отрасль лазерной сварки пластмасс и может предоставить клиентам:
1. Диод и система для одновременной сварки
2. Продукт для лазерной контурной сварки
3. Устройство для квазиодновременной сварки
4. Ручной аппарат для лазерной сварки пластика
Лазерная пайка
Припой является важным процессом пайки электронных компонентов в электронных схемах, и качество пайки напрямую влияет на электронные компоненты, а также электронные схемы. Традиционный паяльник требует предварительного нагрева, плохой консистенции пайки и низкой эффективности.
Основной особенностью лазерной пайки является использование высокой энергии лазера для достижения быстрого нагрева локальных или небольших участков для завершения процесса пайки. Контролируемая энергия сварки, высокая эффективность сварки, хороший сварочный эффект, высокая стабильность значительно обеспечивают срок службы свариваемой детали. Как новая технология, лазерная пайка постепенно заменяет электрический паяльник и становится новой тенденцией пайки.
Являясь ведущим производителем полупроводниковых лазеров в Китае, компания Han’s TCS достигла лидирующего международного уровня в производстве корпусов полупроводниковых лазерных диодов и технологии соединения волокон. Ориентированная на индустрию лазерной пайки, компания может предоставить клиентам широкий спектр удобных в использовании продуктов, в том числе:
1. Лазерный модуль 9xx нм
2. Лазер 9xx нм
3. Синий лазер
4. Другое Индивидуальные продукты, такие как индивидуальная длина волны, направленный свет, диаметр сердцевины волокна, световое пятно и источник питания с постоянной температурой.
О компании Han’s TCS
Компания Han’s TCS была основана в 2011 году и расположена в районе развития Пекина. Более 10 лет занимается разработкой, производством и продажей высококачественных полупроводниковых лазерных устройств и систем. полное оборудование и производственные линии от упаковки микросхем до соединения волокон, является очень мощным производителем высококачественных полупроводниковых лазеров.
