

Основы технологии производства рукавных полиэтиленовых пленок. Технология производства пленки полиэтиленовой
Производство полиэтилена: организация бизнеса, технологии, оборудование
Производство полиэтилена, наиболее востребованного полимера, основано на реакции полимеризации газа этилена. Это термопластичный полимер, класса органических полифенолов. Его популярность объясняется целым комплексом технологических свойств, позволяющих производить из него множество изделий бытового назначения и изделий для разных сфер промышленного производства. Немаловажным фактором востребованности данного материала является его низкая стоимость по сравнению с аналогами, использующимися в этих же сферах.

Краткий анализ бизнеса:Затраты на организацию бизнеса:150 — 250 тысяч долларовАктуально для городов с населением:без ограниченийСитуация в отрасли:низкая конкуренцияСложность организации бизнеса:4/5Окупаемость:12 — 14 месяцев
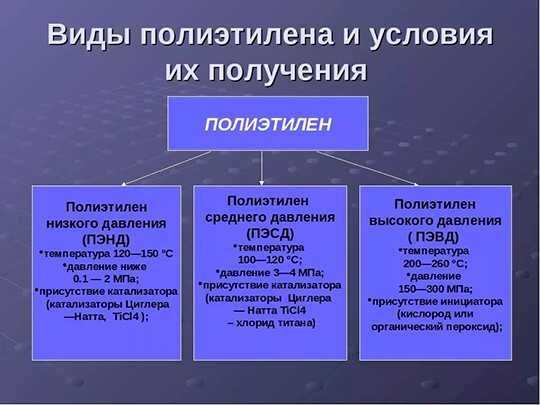
Основные виды полиэтилена
- ПНД – полиэтилен низкого давления, или ПВП – высокой плотности;
- ПВД – высокого давления, или ПНП – низкой плотности;
- ПСД – среднего давления, или ПСП – средней плотности.
Кроме этих видов полимеров, есть и другие: сшитый – PEX, вспененный и хлорсульфированный (ХСП) полиэтилены.
Сферы применения полиэтилена
Полиэтилен – один из самых широко применяемых современных материалов в производстве:
- упаковочных, термоусадочных, сельскохозяйственных и других видов пленки;
- водопроводных, газовых и других видов труб;
- различных синтетических волокон;
- емкостей для разного рода жидкостей;
- большого ассортимента стройматериалов;
- санитарно-технических изделий;
- посуды и предметов домашнего обихода;
- изоляционных материалов для электрических кабелей;
- деталей для автомобилей, станков, различного оборудования, инструментов и другой техники;
- протезов для стоматологии и других видов эндопротезирования;
- пенополиэтилена.

Широкий спектр потребительских свойств полиэтилена обусловлен целым комплексом химических, физико-механических и диэлектрических характеристик этого материала. Поэтому он востребован в радиоэлектротехнической, кабельной, химической, строительной, медицинской и многих других отраслях.
Специальные разновидности этого материала, такие как вспененный полиэтилен, сшитый, сверхмолекулярный, хлорсульфированный – эффективно используются в производстве строительных материалов. Хотя сам полиэтилен не конструкционный по структуре, но армирование стекловолокном дает возможность использовать его в конструкционных композитных изделиях.
Полиэтилен используется и как вторсырье. Его отходы отлично перерабатываются для дальнейшего применения.
 к оглавлению ↑
к оглавлению ↑
Технология производства полиэтилена
Полиэтиленовый полимер получают в результате химической реакции полимеризации этилена в различно созданных условиях и в присутствии определенных катализаторов. В зависимости от условий протекания реакции – температуры, давления и катализаторов, полиэтилен приобретает кардинально отличающиеся характеристики.
Чаще всего практическую ценность имеют три вида полиэтилена – низкого, среднего и высокого давления. Поэтому стоит рассмотреть технологию получения именно этих материалов. Надо заметить, что полиэтилен среднего давления считается всего лишь разновидностью ПНД и технология их производства ничем не отличается.
 к оглавлению ↑
к оглавлению ↑
Производство полиэтилена низкого давления
ПНД производится из очищенного газа этилена. Процесс идет при температуре 100-150°C при давлении до 4 МПа. В реакции полимеризации обязательно должен присутствовать катализатор: или триэтилаллюминий или четыреххлористый титан. Процесс может быть непрерывным или кратковременным, с перерывами.
Существует ряд технологий производства полиэтилена, отличающихся по типу используемых конструкций, размеру реактора, способу очистки полимера от катализатора. Весь технологический процесс разбит на три этапа:
- полимеризация полиэтилена;
- очистка его от катализатора;
- просушка.
Советуем прочитать:
Необходимое условие для нормального протекания реакции полимеризации – постоянная температура, которая поддерживается с помощью подаваемого этилена и его объемов. Процесс полимеризации с участием катализатора имеет свои недостатки – происходит неизбежное загрязнение полученного продукта остатками катализатора.

Он не только окрашивает полиэтилен в неприемлемый коричневый цвет, но и ухудшает его химические свойства. Для устранения этого недостатка катализатор разрушается, а потом растворяется и отфильтровывается. Отмывается полученный полимер в специальной центрифуге, в которую добавляют метиловый спирт.
После промывки он отжимается, к нему добавляют вещества, повышающие его прочность и внешний вид. Для улучшения внешних качеств добавляют воск, который придает полиэтилену блеск. Далее продукт полимеризации попадает в сушильные аппараты и в цеха грануляции. Основные марки полиэтилена производятся в порошкообразном виде, композиционные марки – в виде гранул. к оглавлению ↑
Производство полиэтилена высокого давления
ПВД производится при температуре не менее 200 °C, при давлении от 150 до 300 МПа, в качестве активатора реакции выступает кислород. Оборудование для получения полимера – автоклавные и трубчатые реакторы.

Трубчатый реактор – это длинный резервуар в виде трубы, в котором и происходит реакция полимеризации под высоким давлением. Полимер, в виде расплава выводится из реактора и поступает в отделитель промежуточного давления, где он изолируется от непрореагировавшего этилена. Затем, согласно технологической схеме он поступает на экструдер и выходит из него в виде гранул, и направляется на дополнительную обработку. Эта технология является наиболее востребованной среди производителей.
Автоклавные реакторы – цилиндрические, вертикально расположенные агрегаты, в которых идет реакция полимеризации этилена с инициатором реакции. Реакторы отличаются условиями протекания реакций, в том числе условиями теплоотвода. Концентрации инициаторов и параметров реакционной массы.
Различия протекания химических реакций. Разные виды оборудования и другие различия обусловливают структурные особенности получаемого продукта полимеризации.
Советуем прочитать:
Несмотря на тип реактора, схема производства ПВД для них одинаковая:
- подача в приемник реактора сырья и инициатора;
- разогрев ингредиентов и повышение параметров давления;
- промежуточная подача сырья и инициатора;
- изоляция непрореагировавшего этилена и его сбор для повторного использования;
- охлаждение полученного полимера, сброс давления;
- грануляция конечного продукта, промывка, сушка, упаковка.
Производство вспененного полиэтилена
Вспененный полиэтилен, или ППЭ – это полимер, отличающийся пористой структурой и имеющий высокие эксплуатационные и технические характеристики. Он широко используется как термоизоляционный материал в строительстве и в приборостроительном машиностроении, а также как упаковочный материал и в других сферах.

Технология производства этого полимера отличается определенной сложностью. Для ее полного цикла необходимо специальное оборудование: смесители, загрузчики, охлаждающие устройства, насосы высокого давления. Но самым главным оборудованием в производстве вспененного полиэтилена являются экструдеры. В качестве сырья используется ПВД, в качестве вспенивающих агентов – фреоны и алкановые смеси, например, бутан.
В зависимости от особенностей технологии производства, различают два вида ППЭ – сшитый и несшитый. Процесс вспенивания идет под определенным давлением и с высокой температурой. Этапы технологического процесса:
- загрузка смеси;
- смешивание;
- продавливание смеси через экструдер;
- сшивание пленок;
- вспенивание;
- получение заготовок в виде плит, пленки и других полуфабрикатов.
Производство вторичного полиэтилена
Для того, чтобы избежать затрат на крупномасштабное производство полимеров, можно воспользоваться их вторичной переработкой. Из вторсырья производится высококачественный гранулированный полимерный продукт, который по своим характеристикам ничем не уступающий первично полученному полимерному продукту.

Сырье подвергается дроблению. Затем, оно моется и сушится в центрифуге. Очищенная сырьевая масса проходит операцию агломерации и идет на гранулирование. Это – конечный продукт вторичной переработки полиэтилена. к оглавлению ↑
Оборудование для производства полиэтилена
Оборудование для производства полиэтилена различается в соответствии с назначением и видом перерабатываемого сырья. Технологическая цепочка представлена следующим оборудованием:
- один или несколько экструдеров-грануляторов;
- машина для резки;
- загрузчики, работающие на основе вакуума;
- насосы, оснащенные фильтрами для расплавов;
- вибросита;
- ванны для охлаждения;
- транспортеры;
- бункера для подачи сырьевой массы;
- мельницы.

Покупка нового основного оборудования для производства полиэтилена может стать в пределах 120-200 тысяч долларов.Новое отечественное оборудование будет стоить меньше в два раза. к оглавлению ↑
Как организовать завод по производству полиэтилена
Всякий производственный бизнес начинается с разработки бизнес-плана.
Составление бизнес-плана
Цель бизнес-плана – предоставление общей информации об авторе проекта, описание продукции, которую он собирается производить. Также должна быть раскрыты задачи проекта, в подробностях должна быть описана технология производства продукции.
Если эта технология является новой, то в бизнес-плане должны быть представлены заключения соответствующих органов об ее безопасности для окружающей среды и здоровья людей. к оглавлению ↑
Помещение
Промышленное производство, каковым является выпуск полиэтилена, следует размещать в производственной зоне населенного пункта. Для производственного помещения существуют определенные санитарные и технические требования. Площадь помещения не должна быть меньше 100 кв. метров, высота его не должна быть ниже 10 метров. В производственных цехах должна быть противопожарная защита и хорошая вентиляция.
 к оглавлению ↑
к оглавлению ↑
Персонал
Обеспечить производственный процесс может небольшой по численности коллектив:
- руководитель предприятия;
- бухгалтер;
- менеджер по продажам;
- технолог;
- рабочие по обслуживанию технологической линии – 4 человека.
Возможны и другие варианты штатного расписания.
 к оглавлению ↑
к оглавлению ↑
Оформление документов
Прежде всего, необходимо зарегистрировать свое предприятие. Это может быть ИП или ООО. Также необходимо получить разрешительные документы в таких инстанциях:
- городская администрация;
- пожарная, экологическая и санитарно-эпидемиологическая службы;
- электронадзор.
Расчет затрат
Сначала производится расчет доходов от производства продукции:
- сколько затрачивается в среднем на производство определенного объема продукции;
- какова ее рыночная стоимость;
- каков размер дохода.
Затем надо посчитать все расходы:
- стоимость разрешительных документов;
- подготовка помещения;
- закупка оборудования;
- закупка сырья.
Ежемесячные расходы:
- оплата труда работникам;
- оплата аренды помещения;
- налоги и коммунальные услуги.
Далее выполняются расчеты окупаемости бизнеса и его прибыльности. к оглавлению ↑
Рентабельность бизнеса
При стабильной работе предприятия и при хорошем стартовом капитале на приобретение оборудования, этот бизнес окупается через 12-14 месяцев. Через год стабильной работы, затраты на оборудование могут полностью окупиться и завод станет приносить чистую прибыль.
business-poisk.com
Производство полиэтиленовой пленки — доклад
Производство полиэтиленовой пленки в настоящее время представляет большой практический интерес и имеет хорошие экономические перспективы роста объемов производства. Полиэтиленовая ленка является прекрасным упаковочным материалом, допущена к контакту с пищевыми продуктами Минздравсоцразвития РФ, широко используется для групповой упаковки алкогольных и прохладительных напитков, молочных продуктов, замороженной птицы, колбас и сыров, а также целого ряда других промышленных товаров народного потребления и производства пленочных изделий, пакетов: строительные материалы и инструменты, групповая упаковка лекарственных препаратов и др.
Достоинство такого рода упаковки заключается в относительной простоте самого процесса упаковки, ее прочности, эстетичности при относительно небольшой стоимости. Кроме того, можно отметить доступную сырьевую базу, простоту и экологичность утилизации использованной пленки и отходов ее производства.
Требование к продукции
В настоящее время в нашей стране потребность в пленке и пленочных изделиях удовлетворяется, в основном, за счет местных производителей, а также, частично, за счет импорта из стран дальнего и ближнего зарубежья.
Пленки из ПЭВД (LDPE, 4) обладают комплексом таких свойств, как прочность при растяжении и сжатии, стойкость к удару и раздиру, сохраняют прочность при низких температурах (-60°C). Пленки водо- и паронепроницаемы, газопроницаемы, поэтому непригодны для упаковки продуктов, чувствительных к окислению. Изделия из ПЭВД имеют высокую химическую стойкость к кислотам, щелочам и неорганическим растворителям, низкую стойкость к углеводородам, галогенированным углеводородам, маслам и жирам, обладают хорошей свариваемостью нагретым инструментом. Относительно низкая температура размягчения ПЭВД ограничивает область применения материалов для стерилизации паром. В силу химической природы полиэтилена поверхность пленок гидрофобная, поэтому для печати любым из методов необходимо осуществляться предварительную обработки поверхности коронным разрядом электрического тока. Наиболее распространенными для пленок являются методы флексографической печати, тампонной, глубокой и трафаретной печати.
ЛПЭВД (LLDPE, 4) применяется практически во всех областях производства пленки, как в чистом виде, так и в различных смесях с полиэтиленом низкой или высокой плотности, для получения растягивающейся «стретч» пленки. Использование ЛПЭВД позволяет значительно уменьшить толщину пленки на 20-40% при сохранении прочностных характеристик. Стретч пленки из ЛПЭВД имеют меньшую по сравнению с пленками из ПВХ и СЭВА липкость. Данный недостаток устраняется введением в полимер увеличивающих липкость добавок, либо приданием поверхности пленки шероховатости механическим путем. ЛПЭВД применяют в качестве одного из слоев при изготовлении многослойных пленок.
Пленки на основе ПЭНД (HDPE, 2) более жесткие, прочные по сравнению с пленками из полиэтилена высокого давления, более мутные и полупрозрачные. Температура размягчения ПЭНД выше, чем у ПЭВД (121°C), поэтому он выдерживает стерилизацию паром. Морозостойкость примерно такая же, как и у ПЭВД (-60°C). Прочность при растяжении и сжатии выше, чем у ПЭВД, сопротивление удару и раздиру - ниже. Из-за линейной структуры макромолекулы ПЭНД ориентируются в направлении течения, поэтому сопротивление раздиру в продольном направлении пленок значительно ниже, чем в поперечном направлении. Проницаемость ПЭНД ниже, чем у ПЭВД, примерно в 5-6 раз. По химической стойкости пленки из ПЭНД превосходят пленки из ПЭВД, особенно по стойкости к маслам и жирам.
Требование к сырью
Качество готовых изделий (пленки и пленочные изделия) определяется, прежде всего, качеством исходного сырья, его постоянными реологическими характеристиками и качеством пластикации в материальном цилиндре экструдера. При этом особое внимание уделяется улучшению качества смешения, получению гомогенного расплава, постоянной объемной производительности. В качестве одного из вариантов улучшения качества расплава разрабатываются и постоянно совершенствуются форма и конструкция пластицирующих систем применительно к конкретному материалу.
Управление технологическим процессом
Экструзия это непрерывный технологический процесс, заключающийся в продавливании расплава термопластичного материала через формующий инструмент (головку), с последующим калиброванием и охлаждением для получения изделия с заданной геометрической формой.
Для подготовки расплава при производстве рукавных, а также плоскощелевых пленок можно использовать следующие виды экструдеров: одношнековые, двухшнековые, планетарные, дисковые, комбинированные, каскадные.
По характеру процессов, протекающих в канале материального цилиндра одношнекового экструдера, можно условно выделить несколько зон (Рис. 1): питания, плавления и дозирования.
Рис. 1. Общий вид шнека и условное расположение функциональных зон
I- зона питания, II - зона плавления, III - зона дозирования
Зона питания. Полимер в виде гранул или порошка поступает из бункера, расположенного над экструдером в загрузочную воронку. Под действием гравитационных сил и сил трения (за счет разницы коэффициентов трения полимера к шнеку и цилиндру, при этом коэффициент трения полимерного материала к шнеку должен быть меньше, чем к цилиндру) гранулы продвигаются вдоль. По мере движения полимера вдоль в материале развиваются высокие сдвиговые напряжения, вызывающие дополнительное нагревание полимера (саморазогрев). Часть тепла подводится конвекцией от нагревателей различной конструкции (индукционные, инфракрасные и т.д.). Гранулы уплотняются, нагреваются, частично плавятся.
Зона плавления. Благодаря уменьшению глубины нарезки шнека в этой зоне, уменьшается свободный объем витка, происходит дальнейшее уплотнение и расплавление частиц полимера до расплавленной массы.
Зона дозирования. Расплав полимера в зоне дозирования подвергается интенсивному смесительному воздействию благодаря специальным конструктивным элементам шнека. В этой зоне глубина нарезки шнека минимальная. Отношение объема витка в зоне дозирования к объему витка в зоне питания определяет коэффициент сжатия. Для различных материалов конструируются шнеки с индивидуальным значением коэффициента сжатия для получения оптимальных реологических характеристик расплава полимера.
Способ производства рукавной пленки по схеме «снизу-вверх» применяют при изготовлении пленок практически любой ширины. Схема производства «сверху-вниз» рациональна для производства узких, тонких пленок. Горизонтальный прием рукава представляет интерес при изготовлении, например, толстых газонаполненных (вспененных) пленок.
Пример технологической линии, предназначенной для получения рукавной ПЭНД пленки по схеме «снизу-вверх»(рис. 2).
Рис. 2. Общий вид экструзионной линии.
1 – автоматический загрузчик, 2 – бункер, 3 – экструдер, 4 – экструзионная головка, 5 – кольцо охлаждения, 6 – стабилизатор, 7 – корзина, 8 – складывающие щеки, 9 – приемное устройство, 10 – напрявляющие ролики, 11 – устройство обработки пленки коронным разрядом, 12 – устройство намотки, 13 – панель управления, 14 – башня.
Пример технологической линии, предназначенной для получения рукавной ПЭВД пленки по схеме «снизу-вверх» (рис. 3).
Рис. 3. Общий вид экструзионной линии.
1 – автоматический загрузчик, 2 – бункер, 3 – экструдер, 4 – экструзионная головка, 5 – кольцо охлаждения, 6 – корзина, 7 – складывающие щеки, 8 – приемное устройство, 9 – направляющие ролики, 10 – устройство намотки, 11 – панель управления, 12 – башня.
Краткое описание последовательности стадий технологического процесса производства рукавной пленки по схеме «снизу-вверх».
Сырье в виде основного полимерного материала, добавок и пигментов подается автоматическим загрузчиком из транспортной тары (мешки, контейнеры «биг-бэг» и др.) в бункер, расположенный над экструдером. Из бункера сырье поступает в материальный цилиндр одношнекового экструдера, где уплотняется, плавится, интенсивно перемешивается. Из экструдера через фильтр и переходник материал попадает в экструзионную головку, где происходит формирование однородного потока расплава полимера заданной геометрической формы и выходит через кольцевую щель в виде кольцевой цилиндрической заготовки. Затем заготовка раздувается до необходимых размеров постоянным объемом воздуха внутри баллона. Для изменения размеров получаемой пленки достаточно открыть подачу воздуха внутрь баллона через воздуховод в центре дорна, или сделать одно/несколько сквозных отверстий в баллоне. За счет разницы давлений по обе стороны пленки диаметр рукава уменьшится. Охлаждение рукава осуществляется с потоком воздуха из нагнетаемого воздуходувкой через зазор кольца охлаждения. Далее пленочный рукав проходит через стабилизационную корзину, складывающие щеки. В сложенном виде пленка протягивается через приемное устройство, направляющие ролики, устройство обработки пленки коронным разрядом и подается на устройство намотки.
К основным технологическим параметрам, влияющим на физико-механические свойства пленки, относятся кратность вытяжки, степень ориентации полимера, интенсивность охлаждения пленки, расположение линии кристаллизации, равномерность толщины получаемой пленки.
Управление качеством
Получение продукции высокого качества невозможно без обеспечения стабильной и надежной работы оборудования в целом и отдельных устройств, механизмов и контролирующих систем. Внедрение различных систем механизации и автоматизации позволяет снизить издержки производства, максимально снизить долю ручного немеханизированного труда обслуживающего персонала, устранить негативное влияние так называемого человеческого фактора.
Но даже в условиях высокоавтоматизированных производств получение высококачественных пленок во многом зависит от квалификации и опыта оператора, обслуживающего экструзионную линию.
Управление себестоимостью
Себестоимость продукции во многом зависит от технологий, которые использует производство. Широкое распространение получает технология дополнительного понижения температуры воздуха, охлаждающего пленку в процессе экструзии. Специальные охлаждающие устройства, чиллеры, они же промышленные кондиционеры, использовались поначалу лишь для повышения производительности пленочных экструдеров при повышении температуры окружающего воздуха. Однако полученная таким образом пленка обладает более высокой прочностью и прозрачностью. Кроме того, при экструзии непрочных расплавов повышается стабильность процесса, что при использовании рукавного метода позволяет производить более широкие рулоны. Эти преимущества компенсируют некоторое увеличение затрат на оборудование и электроэнергию, связанное с необходимостью дополнительного охлаждения.
Еще одна технология, которая сравнительно недавно вошла в практику, имеет название высоконапорной экструзии. Повышение напора расплава полимера с уровня 10..20 до 100..300 МПа позволяет добиться более высокой производительности и стабильности процесса экструзии, а также, что более важно, использовать более совершенный формующий инструмент для получения пленок более высокого качества. Высокий напор расплава полимера достигается за счет применения рифленой втулки в зоне загрузки, что увеличивает эффективный коэффициент трения с 0,1..0,2 до 0,6..0,8. Это позволяет, в частности, повысить производительность экструзии на десятки, а иногда и на сотни процентов.
Гибкость производства
Вполне отчетливо просматривается тенденция к снижению трудоемкости и повышению эксплуатационной технологичности линий за счет применения автоматических намотчиков, малообслуживаемых фильтров, индикаторов выхода из строя термопар и нагревателей, увеличению надежности, ремонтопригодности и взаимозаменяемости отдельных узлов, сокращению сроков поставки и стоимости запасных частей и т.д.
Происходящие в промышленности производства и переработки пленок изменения происходят также и на уровне совершенствования отдельных этапов технологических цепочек. Специалисты отмечают повышенный спрос на дополнительное оборудование. Все чаще производства оснащаются узлами активации коронным разрядом, устройствами перфорации, воздушными фильтрами, централизованными системами подачи и подготовки сырья. Особое значение имеет оснащение производств системами переработки и возвращения в технологический цикл отходов производства, для чего устанавливаются дробилки, агломераторы или грануляторы. Дооснащение производства подобными устройствами повышает его гибкость и экономические параметры.
turboreferat.ru
Основы технологии производства рукавных полиэтиленовых пленок
Основы технологии производства рукавных полиэтиленовых пленок
Производство пленок из полиэтилена (термоусадочной, стретч, пленочных изделий) в настоящее время представляет большой практический интерес и имеет хорошие экономические перспективы роста объемов производства. Полиэтиленовая ленка является прекрасным упаковочным материалом, допущена к контакту с пищевыми продуктами Минздравсоцразвития РФ, широко используется для групповой упаковки алкогольных и прохладительных напитков, молочных продуктов, замороженной птицы, колбас и сыров, а также целого ряда других промышленных товаров народного потребления и производства пленочных изделий, пакетов: строительные материалы и инструменты, групповая упаковка лекарственных препаратов и др.
Достоинство такого рода упаковки заключается в относительной простоте самого процесса упаковки, ее прочности, эстетичности при относительно небольшой стоимости. Кроме того, можно отметить доступную сырьевую базу, простоту и экологичность утилизации использованной пленки и отходов ее производства.
В настоящее время в нашей стране потребность в пленке и пленочных изделиях удовлетворяется, в основном, за счет местных производителей, а также, частично, за счет импорта из стран дальнего и ближнего зарубежья.
Развитие перспективного направления малого бизнеса требует понимания теоретических основ переработки полимеров.
Описание основной сырьевой базы
ПЭНД (HDPE, 2) - пленки более жесткие, прочные по сравнению с пленками из полиэтилена высокого давления, более мутные и полупрозрачные. Температура размягчения ПЭНД выше, чем у ПЭВД (121°C), поэтому он выдерживает стерилизацию паром. Морозостойкость примерно такая же, как и у ПЭВД (-60°C). Прочность при растяжении и сжатии выше, чем у ПЭВД, сопротивление удару и раздиру - ниже. Из-за линейной структуры макромолекулы ПЭНД ориентируются в направлении течения, поэтому сопротивление раздиру в продольном направлении пленок значительно ниже, чем в поперечном направлении. Проницаемость ПЭНД ниже, чем у ПЭВД, примерно в 5-6 раз. По химической стойкости пленки из ПЭНД превосходят пленки из ПЭВД, особенно по стойкости к маслам и жирам. Качество готовых изделий (пленки и пленочные изделия) определяется, прежде всего, качеством исходного сырья, его постоянными реологическими характеристиками и качеством пластикации в материальном цилиндре экструдера. При этом особое внимание уделяется улучшению качества смешения, получению гомогенного расплава, постоянной объемной производительности. В качестве одного из вариантов улучшения качества расплава компанией Kung Hsing разрабатываются и постоянно совершенствуются форма и конструкция пластицирующих систем применительно к конкретному материалу.
ПЭВД (LDPE, 4) - пленки обладают комплексом таких свойств, как прочность при растяжении и сжатии, стойкость к удару и раздиру, сохраняют прочность при низких температурах (-60°C). Пленки водо- и паронепроницаемы, газопроницаемы, поэтому непригодны для упаковки продуктов, чувствительных к окислению. Изделия из ПЭВД имеют высокую химическую стойкость к кислотам, щелочам и неорганическим растворителям, низкую стойкость к углеводородам, галогенированным углеводородам, маслам и жирам, обладают хорошей свариваемостью нагретым инструментом. Относительно низкая температура размягчения ПЭВД ограничивает область применения материалов для стерилизации паром. В силу химической природы полиэтилена поверхность пленок гидрофобная, поэтому для печати любым из методов необходимо осуществляться предварительную обработки поверхности коронным разрядом электрического тока. Наиболее распространенными для пленок являются методы флексографической печати, тампонной, глубокой и трафаретной печати.
ЛПЭВД (LLDPE, 4) применяется практически во всех областях производства пленки, как в чистом виде, так и в различных смесях с полиэтиленом низкой или высокой плотности, для получения растягивающейся «стретч» пленки. Использование ЛПЭВД позволяет значительно уменьшить толщину пленки на 20-40% при сохранении прочностных характеристик. Стретч пленки из ЛПЭВД имеют меньшую по сравнению с пленками из ПВХ и СЭВА липкость. Данный недостаток устраняется введением в полимер увеличивающих липкость добавок, либо приданием поверхности пленки шероховатости механическим путем. ЛПЭВД применяют в качестве одного из слоев при изготовлении многослойных пленок.
Основной состав и конструкция технологического оборудования
Экструзия это непрерывный технологический процесс, заключающийся в продавливании расплава термопластичного материала через формующий инструмент (головку), с последующим калиброванием и охлаждением для получения изделия с заданной геометрической формой.
Для подготовки расплава при производстве рукавных, а также плоскощелевых пленок можно использовать следующие виды экструдеров: одношнековые, двухшнековые, планетарные, дисковые, комбинированные, каскадные.
По характеру процессов, протекающих в канале материального цилиндра одношнекового экструдера, можно условно выделить несколько зон (Рис. 1): питания, плавления и дозирования.
Рис. 1. Общий вид шнека и условное расположение функциональных зон
I- зона питания, II - зона плавления, III - зона дозирования.
Зона питания. Полимер в виде гранул или порошка поступает из бункера, расположенного над экструдером в загрузочную воронку. Под действием гравитационных сил и сил трения (за счет разницы коэффициентов трения полимера к шнеку и цилиндру, при этом коэффициент трения полимерного материала к шнеку должен быть меньше, чем к цилиндру) гранулы продвигаются вдоль. По мере движения полимера вдоль в материале развиваются высокие сдвиговые напряжения, вызывающие дополнительное нагревание полимера (саморазогрев). Часть тепла подводится конвекцией от нагревателей различной конструкции (индукционные, инфракрасные и т.д.). Гранулы уплотняются, нагреваются, частично плавятся.
Зона питания располагается после зоны загрузки. Зона загрузки обычно имеет продольные канавки для улучшения подачи гранул, а также водяное охлаждение, чтобы гранулы материала при контакте со шнеком не прилипали к его поверхности и не препятствовали поступлению других гранул. В случае неправильной работы или отсутствия водяного охлаждения зоны загрузки возможно образование так называемого "козла", со всеми вытекающими последствиями его устранения и чистки оборудования.
Зона плавления. Благодаря уменьшению глубины нарезки шнека в этой зоне, уменьшается свободный объем витка, происходит дальнейшее уплотнение и расплавление частиц полимера до расплавленной массы.
Зона дозирования. Расплав полимера в зоне дозирования подвергается интенсивному смесительному воздействию благодаря специальным конструктивным элементам шнека. В этой зоне глубина нарезки шнека минимальная. Отношение объема витка в зоне дозирования к объему витка в зоне питания определяет коэффициент сжатия. Для различных материалов конструируются шнеки с индивидуальным значением коэффициента сжатия для получения оптимальных реологических характеристик расплава полимера.
Способ производства рукавной пленки по схеме «снизу-вверх» применяют при изготовлении пленок практически любой ширины. Схема производства «сверху-вниз» рациональна для производства узких, тонких пленок. Горизонтальный прием рукава представляет интерес при изготовлении, например, толстых газонаполненных (вспененных) пленок.
Технологическая линия для получения рукавной ПЭНД пленки по схеме «снизу-вверх» компании Kung Hsing модели KS-FE50 представлена на рис. 2.
Рис. 2. Общий вид экструзионной линии KUNG HSING KS-FE50.
1 – автоматический загрузчик, 2 – бункер, 3 – экструдер, 4 – экструзионная головка, 5 – кольцо охлаждения, 6 – стабилизатор, 7 – корзина, 8 – складывающие щеки, 9 – приемное устройство, 10 – направляющие ролики, 11 – устройство обработки пленки коронным разрядом, 12 – устройство намотки, 13 – панель управления, 14 – башня.
Технологическая линия для получения рукавной ПЭВД пленки по схеме «снизу-вверх» Kung Hsing модели KS-FLL65 представлена на рис. 3.
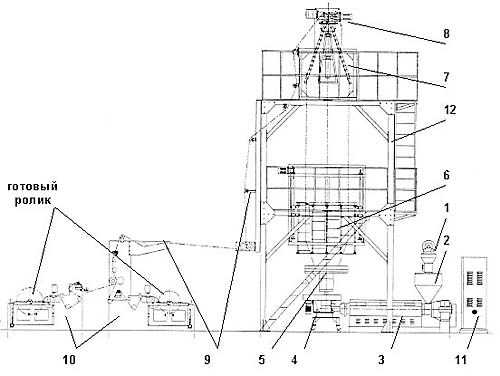
Рис. 3. Общий вид экструзионной линии KUNG HSING KS-FLL65.
1 – автоматический загрузчик, 2 – бункер, 3 – экструдер, 4 – экструзионная головка, 5 – кольцо охлаждения, 6 – корзина, 7 – складывающие щеки, 8 – приемное устройство, 9 – направляющие ролики, 10 – устройство намотки, 11 – панель управления, 12 – башня.
Краткое описание технологического процесса производства рукавной пленки по схеме «снизу-вверх»
Сырье в виде основного полимерного материала, добавок и пигментов подается автоматическим загрузчиком из транспортной тары (мешки, контейнеры «биг-бэг» и др.) в бункер, расположенный над экструдером. Из бункера сырье поступает в материальный цилиндр одношнекового экструдера, где уплотняется, плавится, интенсивно перемешивается. Из экструдера через фильтр и переходник материал попадает в экструзионную головку, где происходит формирование однородного потока расплава полимера заданной геометрической формы и выходит через кольцевую щель в виде кольцевой цилиндрической заготовки. Затем заготовка раздувается до необходимых размеров постоянным объемом воздуха внутри баллона. Для изменения размеров получаемой пленки достаточно открыть подачу воздуха внутрь баллона через воздуховод в центре дорна, или сделать одно/несколько сквозных отверстий в баллоне. За счет разницы давлений по обе стороны пленки диаметр рукава уменьшится. Охлаждение рукава осуществляется с потоком воздуха из нагнетаемого воздуходувкой через зазор кольца охлаждения. Далее пленочный рукав проходит через стабилизационную корзину, складывающие щеки. В сложенном виде пленка протягивается через приемное устройство, направляющие ролики, устройство обработки пленки коронным разрядом и подается на устройство намотки.
К основным технологическим параметрам, влияющим на физико-механические свойства пленки, относятся кратность вытяжки, степень ориентации полимера, интенсивность охлаждения пленки, расположение линии кристаллизации, равномерность толщины получаемой пленки.
Получение продукции высокого качества невозможно без обеспечения стабильной и надежной работы оборудования в целом и отдельных устройств, механизмов и контролирующих систем. Внедрение различных систем механизации и автоматизации позволяет снизить издержки производства, максимально снизить долю ручного немеханизированного труда обслуживающего персонала, устранить негативное влияние так называемого человеческого фактора.
Но даже в условиях высокоавтоматизированных производств получение высококачественных пленок во многом зависит от квалификации и опыта оператора, обслуживающего экструзионную линию.
Список литературы
Для подготовки данной работы были использованы материалы с сайта http://oriental-pro.ru/
coolreferat.com
Основы технологии производства рукавных полиэтиленовых пленок
Производство пленок из полиэтилена (термоусадочной, стретч, пленочных изделий) в настоящее время представляет большой практический интерес и имеет хорошие экономические перспективы роста объемов производства. Полиэтиленовая ленка является прекрасным упаковочным материалом, допущена к контакту с пищевыми продуктами Минздравсоцразвития РФ, широко используется для групповой упаковки алкогольных и прохладительных напитков, молочных продуктов, замороженной птицы, колбас и сыров, а также целого ряда других промышленных товаров народного потребления и производства пленочных изделий, пакетов: строительные материалы и инструменты, групповая упаковка лекарственных препаратов и др.
Достоинство такого рода упаковки заключается в относительной простоте самого процесса упаковки, ее прочности, эстетичности при относительно небольшой стоимости. Кроме того, можно отметить доступную сырьевую базу, простоту и экологичность утилизации использованной пленки и отходов ее производства.
В настоящее время в нашей стране потребность в пленке и пленочных изделиях удовлетворяется, в основном, за счет местных производителей, а также, частично, за счет импорта из стран дальнего и ближнего зарубежья.
Развитие перспективного направления малого бизнеса требует понимания теоретических основ переработки полимеров.
Описание основной сырьевой базы
ПЭНД (HDPE, 2) - пленки более жесткие, прочные по сравнению с пленками из полиэтилена высокого давления, более мутные и полупрозрачные. Температура размягчения ПЭНД выше, чем у ПЭВД (121°C), поэтому он выдерживает стерилизацию паром. Морозостойкость примерно такая же, как и у ПЭВД (-60°C). Прочность при растяжении и сжатии выше, чем у ПЭВД, сопротивление удару и раздиру - ниже. Из-за линейной структуры макромолекулы ПЭНД ориентируются в направлении течения, поэтому сопротивление раздиру в продольном направлении пленок значительно ниже, чем в поперечном направлении. Проницаемость ПЭНД ниже, чем у ПЭВД, примерно в 5-6 раз. По химической стойкости пленки из ПЭНД превосходят пленки из ПЭВД, особенно по стойкости к маслам и жирам. Качество готовых изделий (пленки и пленочные изделия) определяется, прежде всего, качеством исходного сырья, его постоянными реологическими характеристиками и качеством пластикации в материальном цилиндре экструдера. При этом особое внимание уделяется улучшению качества смешения, получению гомогенного расплава, постоянной объемной производительности. В качестве одного из вариантов улучшения качества расплава компанией Kung Hsing разрабатываются и постоянно совершенствуются форма и конструкция пластицирующих систем применительно к конкретному материалу.
ПЭВД (LDPE, 4) - пленки обладают комплексом таких свойств, как прочность при растяжении и сжатии, стойкость к удару и раздиру, сохраняют прочность при низких температурах (-60°C). Пленки водо- и паронепроницаемы, газопроницаемы, поэтому непригодны для упаковки продуктов, чувствительных к окислению. Изделия из ПЭВД имеют высокую химическую стойкость к кислотам, щелочам и неорганическим растворителям, низкую стойкость к углеводородам, галогенированным углеводородам, маслам и жирам, обладают хорошей свариваемостью нагретым инструментом. Относительно низкая температура размягчения ПЭВД ограничивает область применения материалов для стерилизации паром. В силу химической природы полиэтилена поверхность пленок гидрофобная, поэтому для печати любым из методов необходимо осуществляться предварительную обработки поверхности коронным разрядом электрического тока. Наиболее распространенными для пленок являются методы флексографической печати, тампонной, глубокой и трафаретной печати.
ЛПЭВД (LLDPE, 4) применяется практически во всех областях производства пленки, как в чистом виде, так и в различных смесях с полиэтиленом низкой или высокой плотности, для получения растягивающейся «стретч» пленки. Использование ЛПЭВД позволяет значительно уменьшить толщину пленки на 20-40% при сохранении прочностных характеристик. Стретч пленки из ЛПЭВД имеют меньшую по сравнению с пленками из ПВХ и СЭВА липкость. Данный недостаток устраняется введением в полимер увеличивающих липкость добавок, либо приданием поверхности пленки шероховатости механическим путем. ЛПЭВД применяют в качестве одного из слоев при изготовлении многослойных пленок.
Основной состав и конструкция технологического оборудования
Экструзия это непрерывный технологический процесс, заключающийся в продавливании расплава термопластичного материала через формующий инструмент (головку), с последующим калиброванием и охлаждением для получения изделия с заданной геометрической формой.
Для подготовки расплава при производстве рукавных, а также плоскощелевых пленок можно использовать следующие виды экструдеров: одношнековые, двухшнековые, планетарные, дисковые, комбинированные, каскадные.
По характеру процессов, протекающих в канале материального цилиндра одношнекового экструдера, можно условно выделить несколько зон (Рис. 1): питания, плавления и дозирования.
Рис. 1. Общий вид шнека и условное расположение функциональных зон
I- зона питания, II - зона плавления, III - зона дозирования.
Зона питания. Полимер в виде гранул или порошка поступает из бункера, расположенного над экструдером в загрузочную воронку. Под действием гравитационных сил и сил трения (за счет разницы коэффициентов трения полимера к шнеку и цилиндру, при этом коэффициент трения полимерного материала к шнеку должен быть меньше, чем к цилиндру) гранулы продвигаются вдоль. По мере движения полимера вдоль в материале развиваются высокие сдвиговые напряжения, вызывающие дополнительное нагревание полимера (саморазогрев). Часть тепла подводится конвекцией от нагревателей различной конструкции (индукционные, инфракрасные и т.д.). Гранулы уплотняются, нагреваются, частично плавятся.
Зона питания располагается после зоны загрузки. Зона загрузки обычно имеет продольные канавки для улучшения подачи гранул, а также водяное охлаждение, чтобы гранулы материала при контакте со шнеком не прилипали к его поверхности и не препятствовали поступлению других гранул. В случае неправильной работы или отсутствия водяного охлаждения зоны загрузки возможно образование так называемого "козла", со всеми вытекающими последствиями его устранения и чистки оборудования.
Зона плавления. Благодаря уменьшению глубины нарезки шнека в этой зоне, уменьшается свободный объем витка, происходит дальнейшее уплотнение и расплавление частиц полимера до расплавленной массы.
Зона дозирования. Расплав полимера в зоне дозирования подвергается интенсивному смесительному воздействию благодаря специальным конструктивным элементам шнека. В этой зоне глубина нарезки шнека минимальная. Отношение объема витка в зоне дозирования к объему витка в зоне питания определяет коэффициент сжатия. Для различных материалов конструируются шнеки с индивидуальным значением коэффициента сжатия для получения оптимальных реологических характеристик расплава полимера.
Способ производства рукавной пленки по схеме «снизу-вверх» применяют при изготовлении пленок практически любой ширины. Схема производства «сверху-вниз» рациональна для производства узких, тонких пленок. Горизонтальный прием рукава представляет интерес при изготовлении, например, толстых газонаполненных (вспененных) пленок.
Технологическая линия для получения рукавной ПЭНД пленки по схеме «снизу-вверх» компании Kung Hsing модели KS-FE50 представлена на рис. 2.
Рис. 2. Общий вид экструзионной линии KUNG HSING KS-FE50.
1 – автоматический загрузчик, 2 – бункер, 3 – экструдер, 4 – экструзионная головка, 5 – кольцо охлаждения, 6 – стабилизатор, 7 – корзина, 8 – складывающие щеки, 9 – приемное устройство, 10 – направляющие ролики, 11 – устройство обработки пленки коронным разрядом, 12 – устройство намотки, 13 – панель управления, 14 – башня.
Технологическая линия для получения рукавной ПЭВД пленки по схеме «снизу-вверх» Kung Hsing модели KS-FLL65 представлена на рис. 3.
Рис. 3. Общий вид экструзионной линии KUNG HSING KS-FLL65.
1 – автоматический загрузчик, 2 – бункер, 3 – экструдер, 4 – экструзионная головка, 5 – кольцо охлаждения, 6 – корзина, 7 – складывающие щеки, 8 – приемное устройство, 9 – направляющие ролики, 10 – устройство намотки, 11 – панель управления, 12 – башня.
Краткое описание технологического процесса производства рукавной пленки по схеме «снизу-вверх»
Сырье в виде основного полимерного материала, добавок и пигментов подается автоматическим загрузчиком из транспортной тары (мешки, контейнеры «биг-бэг» и др.) в бункер, расположенный над экструдером. Из бункера сырье поступает в материальный цилиндр одношнекового экструдера, где уплотняется, плавится, интенсивно перемешивается. Из экструдера через фильтр и переходник материал попадает в экструзионную головку, где происходит формирование однородного потока расплава полимера заданной геометрической формы и выходит через кольцевую щель в виде кольцевой цилиндрической заготовки. Затем заготовка раздувается до необходимых размеров постоянным объемом воздуха внутри баллона. Для изменения размеров получаемой пленки достаточно открыть подачу воздуха внутрь баллона через воздуховод в центре дорна, или сделать одно/несколько сквозных отверстий в баллоне. За счет разницы давлений по обе стороны пленки диаметр рукава уменьшится. Охлаждение рукава осуществляется с потоком воздуха из нагнетаемого воздуходувкой через зазор кольца охлаждения. Далее пленочный рукав проходит через стабилизационную корзину, складывающие щеки. В сложенном виде пленка протягивается через приемное устройство, направляющие ролики, устройство обработки пленки коронным разрядом и подается на устройство намотки.
К основным технологическим параметрам, влияющим на физико-механические свойства пленки, относятся кратность вытяжки, степень ориентации полимера, интенсивность охлаждения пленки, расположение линии кристаллизации, равномерность толщины получаемой пленки.
Получение продукции высокого качества невозможно без обеспечения стабильной и надежной работы оборудования в целом и отдельных устройств, механизмов и контролирующих систем. Внедрение различных систем механизации и автоматизации позволяет снизить издержки производства, максимально снизить долю ручного немеханизированного труда обслуживающего персонала, устранить негативное влияние так называемого человеческого фактора.
Но даже в условиях высокоавтоматизированных производств получение высококачественных пленок во многом зависит от квалификации и опыта оператора, обслуживающего экструзионную линию.
Список литературы
www.neuch.ru
Как открыть производство полиэтиленовой пленки

Затраты быстро окупятся, если правильно организовать производство полиэтиленовой пленки. Это одно из самых разумных решений для начинающего бизнесмена. Полиэтиленовая продукция была и остается востребованной, и доход с продаж не зависит от сезона.
Организация помещения для производства
Производство полимерной пленки сопровождается опасными выбросами в атмосферу и классифицируется как вредное. И при его организации следует учитывать специальные требования.
Основные требования
Предприятие следует располагать в промышленной зоне. Помещение должно отапливаться и иметь принудительную систему вентиляции. Водоснабжение обязательно, его потребление может возрасти при использовании специальных устройств переработки. Для бесперебойной работы линии понадобится трехфазное электроподключение (380 В) и заземление всех элементов цепи. Обязательно наличие системы пожарной безопасности и плана эвакуации. Расстановка оборудования и организация рабочих мест должны соответствовать нормативам ГОСТ.
Характеристика цеха
Общая площадь цеха должна составлять не менее 300 квадратных метров, а высота потолков – минимум 8 м. Для внутренней отделки необходимо использовать негорючие материалы. Помещение следует разделить на 3 отсека:
- производственный цех;
- складские помещения, которые должны быть паро- и гидроизолированы;
- выставочный зал.
Оборудование для производства полиэтиленовой пленки
Налаживая полиэтиленовое производство, необходимо приобрести (стоимость оборудования указана в долларах):
- Экструдер 60000-300000
- Флексопечатную машину 30000-50000
- Специальный станок для изготовления упаковочных зажимов 20000-40000
- Пакетоделательную многофункциональную машину 8000-10000
Как можно сократить расходы
Покупка Б/У линии поможет сэкономить на вложениях до 50%. В таком случае затраты в долларах будут следующими:
- Экструдер 6000-8000
- Флексопечатная машина 3000-6000
- Станок для изготовления пластиковых зажимов для упаковки 10000-20000
- Пакетоделательная машина 4000
Б/У или новое оборудование выбрать
Новое оборудование обладает рядом достоинств:
- гарантия производителя;
- долговечность;
- реализация в будущем.
Но его главный недостаток – высокая цена, которую начинающий бизнесмен не готов заплатить. В таком случае приобретение оборудования Б/У является оптимальным вариантом. Но выбор такой линии необходимо перепоручить опытному специалисту, чтобы не купить сильно изношенную или некачественную технику.
Сырье для производства полиэтиленовой пленки
Пакеты производят из гранул полимера, используя 2 вида полиэтилена с разным давлением:
- высоким (ПВД) для фасовки и хранения пищевой продукции;
- низким (ПНД) для сыпучих товаров.
Выгоднее всего покупать южнокорейский гранулят, стоимость тонны вещества составляет 340 евро. Но можно использовать и отечественное сырье, его цена колеблется в диапазоне 420-750 дол. Чтобы еще удешевить производство, можно перейти на вторичный гранулят.
Технология производства полиэтиленовой пленки
Сырье загружают в экструдер. Далее автоматически гранулы попадают на шнек, где они и превращаются в однородную массу в виде пленочного рукава под воздействием высокой температуры. Полученный пласт охлаждается, раскатывается валиком и с помощью автомата разрезается на равные части.
Нанесение рисунка происходит с помощью валиков, к которым через специальный дозатор подается краска. Готовое полотно поступает в пакетоделочную машину, где формируется шаблон изделия. Пресс делает отверстия под ручки, а специальный станок запаивает края. Далее происходит расфасовка изделий и контроль качества.
Подбор персонала
Для продуктивной работы достаточно принять в штат 6 человек: директора, бухгалтера, технолога и 3 рабочих. Технология производства пленки достаточно проста, обслуживать машины несложно. Поэтому изготовление полиэтилена можно поручить и новичкам, предварительно обучив их всему.
Рентабельность предприятия
Начальные вложения составят около 38000 дол. на покупку Б/У оборудования и оформление документов. А ежемесячные расходы в долларах будут следующими:
- аренда помещение 600;
- отопление, электроэнергия 200;
- коммунальные услуги 160;
- зарплата сотрудников 2700;
- налоги 450.
Общая сумма составит 3810 долларов.
Производственная мощность линии позволяет производить 70 пакетов в 60 секунд. Что при оптовой цене товара в 0,01 дол. позволит получить ежемесячный доход в 6000 дол. А чистая прибыль составит 2190 долларов. С учетом первоначальных вложений предприятие должно окупить себя за 1,5 года.
Производство полиэтилена – весьма доходный бизнес. Но представленные расчеты основывались на идеальных условиях спроса. В действительности прибыль будет зависеть от возможностей сбыта и инфляции.
Видео по теме:
bzkey.ru










