

1.4 Описание технологического процесса производства рукавной пленки из ПЭНП. Технологическая карта производства пленки
Технологическая карта
8
На производство ручной противокоррозионной изоляции магистральных
Газопроводов отечественными полимерными пленками Полилен –мв с
Праймером пм –001 вк или нитто r-80.
При разработке технологической карты были использованы:
«А» - ВСН 008-88 «Противокоррозионная и тепловая изоляция»;
«Б» - инструкция Р-51-155-90, утвержденная РАО «ГАЗПРОМ» 06.10.1992 г.;
«В» - СНиП III-42-80 «Правила производства и приемки работ. Магистральные трубо- проводы»;
«Г» - СНиП 2.05.06-85 «Магистральные трубопроводы. Нормы пректирования»;
«Д» - рекомендации по улучшению противокоррозионной защиты при использовании изоляционных полимерных лент в комплекте с грунтовками отечественного и импортного производства для изоляции газопроводов, разработанные и утвержденные РАО
«ГАЗПРОМ» 01.08.1995 г.;
«Е» - ГОСТ 25812-83 «Трубопроводы стальные магистральные. Общие требования к защите от коррозии»;
«Ж» - ГОСТ 9.602-89 «Единая система защиты от коррозии и старения. Сооружения подземные сооружения. Общие требования к защите от коррозии»;
«З» - «Инструкция по применению новых изоляционных материалов при капитальном ремонте магистральных газопроводов и компрессорных станций». Москва, 1990 г. РАО «Газпром»;
«И» - письмо «ЮжНИИгипрогаз» от 02.03. 1998 г № 615282/344.
1.4. Материалы и изделия, применяемые для изоляционных работ, определяются проектом и должны соответствовать требованиям нормативно-технической документации (НТД) на них.
1.5. Изоляционная система «Полилен МВ» с праймером ПМ-001 ВК» применяется для «холодных» участков трубопроводов. «И»
Основные адгезионные свойства и рекомендуемая температура эксплуатации изоляционной системы «полилен пм с праймером пм-001 вк». «д»
Таблица 2.1.
| Изоляционная система | Адгезия через 1 час после нане- сения при 20 0 С, кг/см. | Адгезия через 10 суток после нане- сения, кг/см. | Температура сопро- тивления сдвигу, 0С | Максимальная температура эксплуатации, 0С. | ||
| при 20 0 С, | при 50 0 С, | |||||
| Полилен-МВ с праймером ПМ-001 ВК или НИТТО R-80 | 0,8-0,9 | 3,0-3,1 | 0,6 | 50-55 | 50 | |
Хранение полимерных лент и грунтовок.
Хранение полимерных лент осуществляется в заводской упаковке не более, чем в три
ряда, в помещениях, защищающих от солнца и атмосферных осадков при температуре не ниже +150С, но не выше + 450С. («А» п. 2.6.11.)
Грунтовка хранится в герметически закрытых бочках (бидонах) в соответствии с прави-
лами хранения горюче-смазочных материалов при температуре не ниже +15 0 С, но не выше + 450 С.(«А» п. 2.3.4.)
Растаривание рулонов изоляционных лент и бочек (бидонов) с грунтовкой производят
непосредственно при подготовке их к использованию на месте проведения работ.
4. Технология производства работ по противокоррозионной изоляции.
4.1. До начала нанесения антикоррозионной изоляции на трубопроводы должны быть выполнены следующие работы:
разработана траншея на проектные ширину и глубину, дно траншеи спланировано,
зачищено, подсыпано мягким грунтом не менее, чем на 100 мм;
трубопровод сварен и выложен на дно траншеи на инвентарных опорах;
качество сварочных работ проконтролировано;
получено разрешение на право производства изоляции;
4.2. Технология изоляционных работ включает в себя:
подготовку изоляционных материалов;
сушку и подогрев изолируемой поверхности;
очистку поверхности трубопровода;
нанесение грунтовки и (или) покрытия;
контроль качества покрытия.
studfiles.net
Организация технологического процесса производства плоской пленки бытового назначения из полиэтилена
В настоящее время полимерные материалы заменяют натуральные материалы, которые уступают им по свойствам. Переработка пластических масс и резиновых смесей представляет собой совокупность различных технологических процессов, с помощью которых исходный полимерный материал превращается в изделие с заранее заданными эксплуатационными свойствами. В настоящее время число разнообразных методов переработки пластмасс и резиновых смесей достигает нескольких десятков. Выбор метода переработки для изготовления изделия в каждом конкретном случае определяется такими факторами, как конструктивные особенности изделия и условия его эксплуатации, технологические свойства перерабатываемого материала, а так же рядом экономических факторов (серийность, стоимость и т.д.)Главными преимуществами полимерных материалов в сравнении с традиционными, такими как металлы и керамика, являются:1. Приближенность по свойствам и характеристикам к традиционным материалам.2. Возможность получения материалов с заданными свойствами.3. Возможность создания малоотходных технологий.4. Возможность создания гибких автоматизированных производств.5. Высокий уровень автоматизации оборудования для изделий из полимерных материалов.6. Трудоемкость изготовления изделий из полимерных материалов в 2,5-4 раза меньше чем из металла.7. Энергозатраты при производстве изделий из полимерных материалов в 3-5 раз меньше, чем при производстве изделий из металлов.Спектр методов переработки полимерных материалов в изделия достаточно широк – экструзия, литье под давлением, прессование, термоформование и д.р.Одним из наиболее перспективных и быстро развивающихся видов переработки пластических масс является экструзия.Экструзия – процесс получения изделий путем продавливания расплава материала через формующие отверстие. Обычно используется в производстве полимерных изделий.Экструзия представляет собой непрерывный технологический процесс, заключающийся в продавливании материала, обладающего высокой вязкостью в жидком состоянии, через формующий инструмент (экструзионную головку, фильеру), с целью получения изделия с поперечным сечением нужной формы. В промышленности переработки полимеров методом экструзии изготавливают различные погонажные изделия, такие как листы, пленки, трубы, оболочки кабелей, элементы оптических систем светильников, рассеиватели и т.д. Основным технологическим оборудованием для переработки полимеров в изделия методом экструзии являются одночервячные, многочервячные, поршневые и дисковые экструдеры. В экструдерах осуществляют процессы смешения и гомогенизации, дегазации и обезвоживания, пластификации, профилирования и формования самых разнообразных изделий (пленок, листов, труб, кабельных изделий, искусственных волокон и др.) из полиэтилена высокого и низкого давлений, пластифицированного и не пластифицированного поливинлхлорида, полистирола, полипропилена, поликарбонатов, пенопластов и других материалов.Ассортимент изделий, который производится на экструзионных линиях очень широк. Это могут быть различные профильно-погонажные изделия, листы, трубы, ленты, пленки разнообразных типов и назначения и изделия из них и др.Пленочные полимерные материалы нашли широкое применение в различных областях техники, в сельском хозяйстве, пищевой промышленности, в быту. Значительный объем выпуска среди прочих типов пленок приходится на плоские пленки.Пленки полезны во многих сферах, таких как сельское хозяйство — в качестве упаковочного и укрывного материала; в строительстве и ремонте; для тепло- и гидроизоляции. Поэтому они пользуются широким спросом. Для производства пленокчасто используются полиэтилен и полипропилен, благодаря ихширокому спектру различных свойств и дешевизне. Они занимают ведущие места во всех странах мира по объему производства и применения.В настоящее время оборудование для производства пленок, достигло высокого уровня автоматизации. Процесс почти полностью автоматизирован и практически не требует вмешательства рабочих, основной задачей которых является настройка (регулирование) процесса формования (регулирование температуры, измерение давления расплава, управление скоростью вращения и т.д.).Целью дипломного проекта является организация технологического процесса производства плоской пленкибытового назначения из полиэтилена.Для достижения цели и выполнения требований в дипломном проекте предусмотрено решение следующих задач:1. Выбор полимерного сырья для производства заданного изделия.2. Разработка технологической схемы процесса.3. Подбор технологических режимов формования4. Подбор основного и вспомогательного оборудования.5. Разработка технологической документации ведения технологического процесса.6. Экономическое обоснование технологического процесса.
Проектирование технологических процессов играет большую роль в стадии технологической подготовки производства, которая кроме этого решает вопросы технического оснащения рабочих мест, подготовки исполнителей, обеспечения эффективного контроля качества сырья и готовой продукции, а так же нормирования материально-технических ресурсов и организации техники безопасности, промышленной санитарии, противопожарной безопасности и экологической защиты окружающей среды.Поскольку основной целью данного дипломного проекта являлась организация технологического процесса изготовления плоской пленки бытового назначения из полиэтилена, в соответствии с техническим заданием, большинство из перечисленных выше вопросов рассмотрено в нем.Так, из имеющейся в распоряжении информации, была определена номенклатура изделия и обоснован выбор материала. Проведена разработка автоматизированной технологической схемы процесса и подобраны технологические режимы переработки, проведен анализ возможных видов брака и разработаны вопросы технического контроля. Проведены технологические расчеты и разработаны некоторые виды технологической документации. Технологические документы, базируются на данных, полученных в результате проведенных материальных расчетов.В ходе работы было выявлено, что при рассчитанной производительности норма выработки готовой продукции такова, что позволяет выполнить всю программу выпуска за строго отведенное время.В связи с этим можно сказать об эффективном использовании оборудования. И экономический эффект от производства не должен вызывать сомнения.Анализ литературных и статистических данных предшествующий проектированию свидетельствует о том, что потребность в плоских пленках из полиэтилена сохраняется на стабильно высоком уровне.
pandadiplom.ru
Технологический процесс изготовления полиэтиленовой пленки.
Объемы производства полиэтиленовой пленки растут пропорционально его спросу. А в наше время невозможно представить себе жизнь без пакетов в супермаркетах и завернутого в тонкую пленку сыра или мяса.Полиэтилен – пластичный материал искусственного происхождения. Он производится полимеризацией газообразного этилена под высокой температурой и давлением. Экструзия – непрерывный процесс изготовления полиэтиленовой пленки. В экструдер засыпается полимерный материал. Там он плавится и, проходя через фильтр, заливается в головку. После выхода из нее происходит поперечная вытяжка (выдув) цилиндрической заготовки расплава до нужных размеров. Далее полотно проходит стадию охлаждения и подается в стабилизационную корзину, после чего – в складывающие щеки. Через приемное устройство сложенная пленка уходит на обработку коронным разрядом. После чего она считается готовой к использованию, а потому сматывается в рулоны.Основными критериями готовности пленки считаются – равномерная толщина по всей длине полотна, кратность вытяжки материала, интенсивность охлаждения.Методом экструзии можно изготовить как плоскую пленку, так и рукавную. Для этого используются разные головки – плоскощелевая и кольцевая соответственно. Также при подготовке расплава для производства пленок пользуются дисковым экструдером, червячным, комбинированными и каскадными экструдерами.Пленка, изготовленная по методу экструзии, может быть выполнена не только из полиэтилена, но и из поливинилхлорида, полипропилена и других полимеров. Обычно это однородный материал, иногда наполненный газом. Для улучшения переработки и эксплуатации в качестве наполнителя используется минеральный порошок и др.Экструзия – не единственный метод производства полиэтиленовой пленки. Методом каландрования получается тонкая пленка, имеющая однородную структуру, равную толщину и гладкую поверхность. Такое производство осуществляется посредством непрерывного формирования пленки из полимера. Для этого расплав последовательно пропускают через зазоры между валками, которые непрерывно вращаются. После формирования пленки, ее немедленно остужают, обрезают кромки и наматывают в рулоны. Такой метод характерен наличием многовалковых каландров, расположенных на различном расстоянии. Обычно методом каландрования изготавливается поливинилхлоридная пленка из мягких и жестких композиций.

www.omsb.ru
Технико-технологические карты в производстве
Технико-технологические карты в производстве
Технико-технологическая карта – это документ, в котором записано, что сделать с сырьём, чтобы получить продукт. Какие компоненты, и в каких количествах потребуются для производства.
Своя ТТК должна быть создана на каждый этап обработки сырья и полуфабрикатов, и описывать технологический процесс на конкретном этапе производства.
Давайте пойдем по порядку и составим первую ТТК на изготовление полуфабриката «Автомобильное крыло»
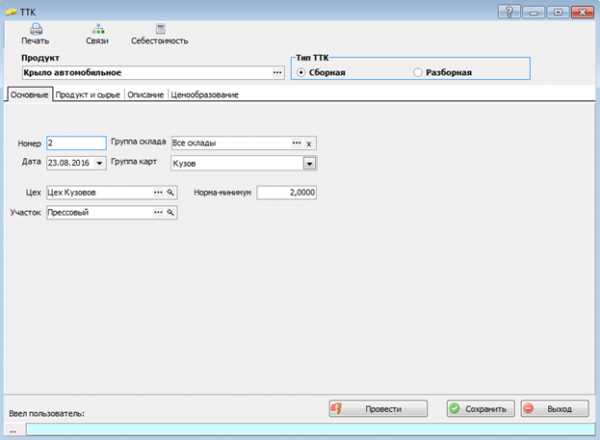
На вкладке «Основные» мы указываем, на какой продукт создается ТТК, указываем цех и участок, на котором продукт производится, а так же, норму-минимум. Норма-минимум – это минимальная партия, которая может быть изготовлена за один производственный цикл. Предположим, что пресс-форма, в которой штампуют автомобильные крылья, рассчитана сразу на два крыла. Левое и правое. Поэтому, укажем норму-минимум равной двум.
На следующей вкладке «Продукт и сырьё» мы должны ввести все сырьё и полуфабрикаты, которые используются для производства. А так же их количество.
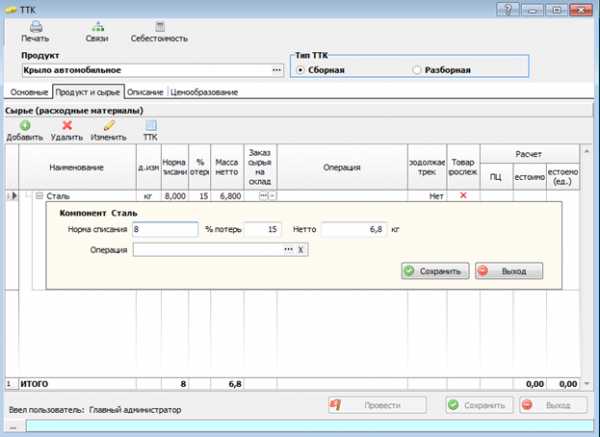
Обратите внимание, норма списания сырья указывается из расчета расхода компонента на норму-минимум готовой продукции. В нашем примере, на изготовление двух автомобильных крыльев будет списано 8 кг стали. Из них 15% уйдет в обрезки.
Создадим все остальные ТТК. У нас должен получиться такой список.

Обратите внимание, как выгляди ТТК, которая содержит полуфабрикаты. В ней видно информацию о компонентах, из которых изготавливается полуфабрикат.
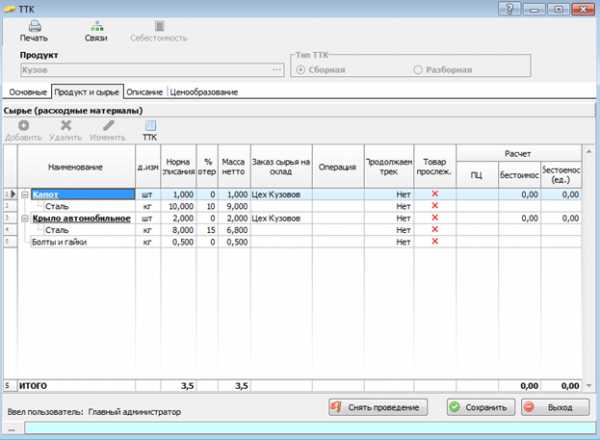
ТТК на сборку кузова, мы разместим на Основном участке Кузовного цеха. Таким образом, в нашем примере будет задействовано оба участка.
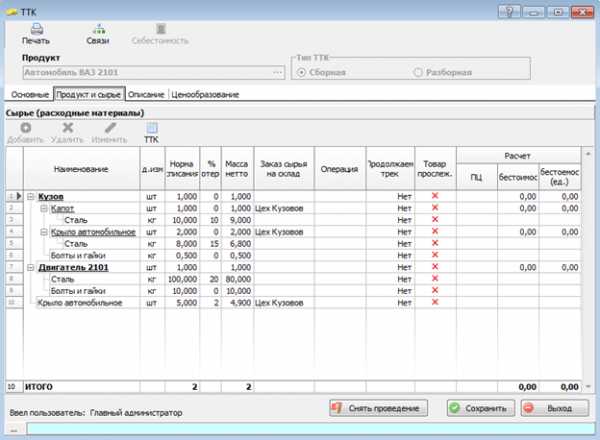
У каждой технико-технологической карты есть признак «Проведено». Если документ не проведен – то Меркурий-ERP расценивает его как черновик, и не использует в работе. Не может существовать одновременно больше одной проведенной ТТК ка один товар или полуфабрикат.
На этом подготовительные работы окончены, можно приступать к созданию Производственного плана.
uchet.soft4trade.ru
1.4 Описание технологического процесса производства рукавной пленки из ПЭНП. Расчет производительности экструдера
Похожие главы из других работ:
Автоматизация картоноделательной машины К-27 установленной на ОАО "Санкт-Петербургского картонно-полиграфического комбината" г. Коммунар
1.2.1 Описание технологического процесса производства картона
На участке приготовления волокнистой массы осуществляется роспуск, размол и составление композиции волокнистой массы, включая процесс ее транспортировки...
Автоматизация редукционно–охладительной установки
2.1 Технология производства. Описание технологического процесса участка производства
Редукционно-охладительная установка (РОУ) служит для понижения давления и температуры острого пара, вырабатываемого котлоагрегатами. С помощью РОУ резервируются промышленные и теплофикационные отборы паровых турбин...
Автоматизация технологического процесса производства цемента с регулированием уровня загрузки и вязкости шлама в цементной мельнице
1 ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРОИЗВОДСТВА ЦЕМЕНТА
Современный цементный завод представляет собой сложный комплекс технологического оборудования, обеспечивающий переработку сырьевых материалов (известняков, мела и др.) в цемент. Цемент выпускается различных видов и марок...
Модернизация автоматизированной системы регулирования расхода воды и воздуха на спрейерное охлаждение отходящих газов шахтной печи №1 ЭСПЦ ЧерМК ПАО "Северсталь"
1.1 Краткое описание технологического процесса производства
Электросталеплавильное производство - это выпуск стали в основном шахтных электропечах. Электросталеплавильному способу принадлежит главная роль в производстве высокотехнологичной стали. Вследствие ряда принципиальных особенностей...
Оптимизация и автоматизация системы управления производственными процессами в ООО "КЛИНЕР"
3.1 Описание технологического процесса производства бытовой химии на примере процесса создания жидкого моющего средства
Приём и хранение сырья Сыпучее сырьё поставляют на заводы СМС в основном железнодорожным транспортом в резинокордных контейнерах, цистернах-содовозах, мешках, бочках и насыпью в крытых вагонах...
Переработка отходов производства шинной промышленности и изготовление регенерата
2.3 Описание технологического процесса производства регенерата
При изготовлении резиновой крошки используют машину для измельчения вулканизованных изделий. Отходы производства подвозятся на платформах к машине измельчения...
Проект технологической линии по производству вареных колбас
3. Описание технологического процесса производства
Подготовка основного сырья и вспомогательных материалов. Технологический процесс производства варенных колбас, сосисок, сарделек и мясных хлебов начинается с подготовки основного сырья и вспомогательных материалов...
Проект технологической линии производства вареных колбас
3. Описание технологического процесса производства
Подготовка основного сырья и вспомогательных материалов. Технологический процесс производства варенных колбас, сосисок, сарделек и мясных хлебов начинается с подготовки основного сырья и вспомогательных материалов...
Проект цеха по производству древесностружечных плит
6. Описание технологического процесса производства трехслойных ДСтП
В наиболее распространенных цехах, т. е. средних по мощности, где применяется однотипное оборудование, организуют производство трехслойных ДСтП. При этом создают два потока подготовки стружки: один--для наружных слоев плиты...
Проект цеха по производству продуктов из свинины мощностью 7 т в смену
2.4 Описание технологического процесса производства
Технологический процесс должен осуществляться с соблюдением технологической инструкции, санитарных правил для предприятий мясной промышленности...
Проектирование автоматической системы управления температурным режимом печи пиролиза П-101 установки получения технического водорода
1. Описание технологического процесса и технологической схемы производства
...
Проектирование консервного завода для Воскресенского р-на Московской области по производству консервов: "Компот черносмородиновый"; "Сок сливово-яблочный с мякотью"; "Пюре яблочное"
2.3 Описание технологического процесса производства консервов
2.3.1 Доставка, приёмка, хранение сырья Семечковые и косточковые плоды доставляют на завод и хранят в деревянных ящиках вместимостью 4-6 кг, чернику в ящиках или корзинах вместимостью 10-15 кг, бруснику, клюкву, красную смородину, калину, рябину...
Производство биаксиальноориентированной пленки с термосвариваемым слоем или без термосвариваемого слоя
2. Описание технологического процесса и схемы производства
биаксиальноориентированная пленка термосвариваемый Технологический процесс производства биаксиальноориентированной пленки с термосвариваемым слоем или без термосвариваемого слоя осуществляется по технологической схеме и состоит из...
Технология и оборудование древесных плит и пластиков
5. Описание технологического процесса производства ДСтП
На графическом листе № 1 приведена технологическая схема цеха по производству однослойных ДСтП. Сырье поступает в цех на участок подготовки сырья по двум потокам. В первом потоке по цепному конвейеру в цех поступает дровяная древесина...
Технология производства древесноволокнистых плит
2.2 Описание технологического процесса производства ДВПс
ДВП сухого непрерывного способа производства изготавливаются из древесины лиственных и хвойных пород с добавлением связующих веществ, имеет двухстороннюю гладкость, что дает возможность нанесения различных покрытий с двух сторон...
prod.bobrodobro.ru










