
Содержание
Упаковка, пленка, пакеты, ламинирование, флексографическая печать.Производитель-Компания ПМК.Промышленная Многопрофильная Компания. Екатеринбург.
Разделы сайта
- ГЛАВНАЯ
- Здесь находится информация о предприятии и производимой продукции
- КАТАЛОГ ПРОДУКЦИИ
-
Полиэтиленовая пленка
. -
Полиэтиленовые пакеты
. -
Флексографическая печать
. -
Ламинирование
. -
Упаковка из ламинированных пленок
. - Альбом. Фотографии продукции.
-
- О КОМПАНИИ
-
Основная информация
.
-
Производство
.
-
- ВАКАНСИИ
- Информация по трудоустройству на нашем предприятии
- МЫ ЗАКУПАЕМ
- В разделе находится информация о продукции, которую ПМК закупает

Контактная информация
- Напишите нам
- +7(343)344-9626
- +7(343)344-9627
- +7(343)344-9628
- Наши координаты на карте
г. Екатеринбурга
-
Пленки сельскохозяйственные
. -
Упаковка сельскохозяйственная
. -
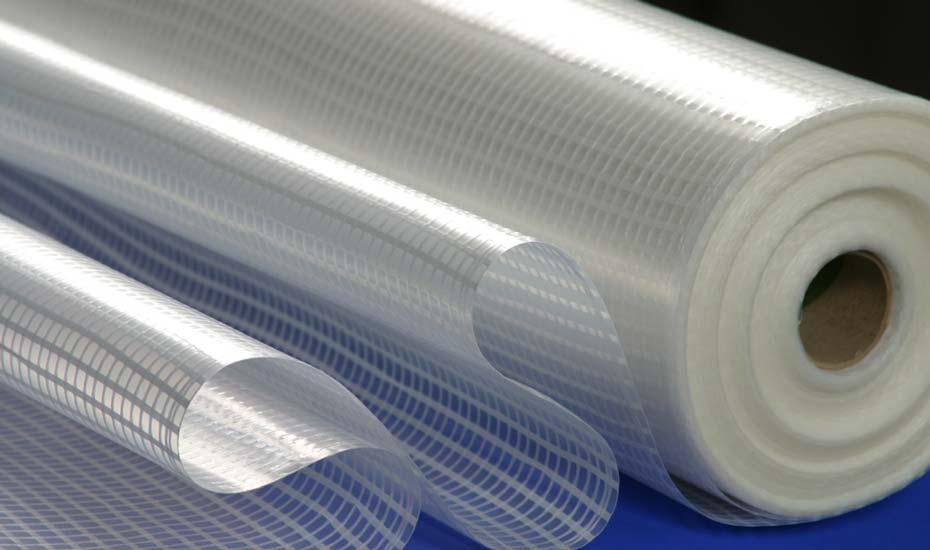
Строительные пленки
. -
Промышленные пленки
. -
Пакеты для промышленных изделий
. -
Термоусадочная пленка
. -
Полиэтиленовая пленка 1-го сорта (из вторичного ПЭ)
.
-
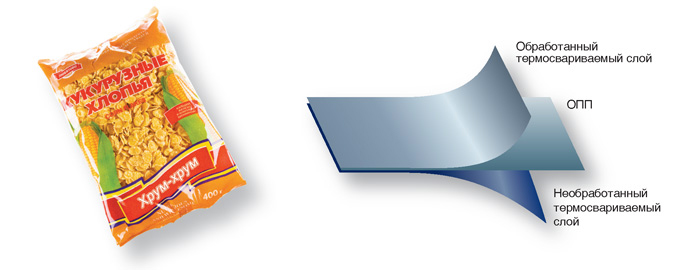
Трехслойная соэкструзионная пленка
. -
Пластиковые пакеты, все виды
. -
Упаковка для продуктов питания
. -
Упаковка для хлебобулочных, макаронных изделий и выпечки
. -
Упаковка для напитков
. -
Молочная пленка и упаковка
. -
Упаковка для сухих продуктов питания
. -
Упаковка для замороженных продуктов
. -
Упаковка для мяса и птицы
. -
Упаковка для мыла и стирального порошка
. -
Упаковка для средств гигиены
. -
Пакеты рекламные
. -
Пакеты для розничной торговли
. -
Пакеты типа «майка»
. -
Пакеты для мусора
. -
Флексографическая печать
. -
Ламинирование
. -
Ламинированные пленки
.
-
Переработка вторичных полимерных материалов
. -
Разработка графики и дизайна упаковки
. -
ПРАЙС ЛИСТ на пакет «майка»
. -
ПРАЙС ЛИСТ общий на пленку и пакеты
.
- Возможность изготовления пленок шириной от 500 до 2000 мм, толщиной от 8 до 300 мкм.
- Разнообразие ширины производимых материалов, от 140 до 2000 мм в виде полотна, рукава, полурукава.
- Нанесение высококачественной флексографической печати на пленки шириной от 200 мм до 1450 мм (до 8 цветов) и толщиной от 8 до 200 микрон.
- Высокая красочность печати.
- Изготовление одно-, двух- и трехслойных соэкструзионных пленок.
- Изготовление ламинированных пленок из 2-х и более слоев.
- Достойное качество, низкая цена, короткие сроки изготовления.
- В наше время все больше людей обращает внимание на внешний вид продукта.
 Для большинства людей упаковка
Для большинства людей упаковка
становится довольно важным фактором, влияющим на выбор. Мы предлагаем Вам качественную продукцию, которая
порадует Вас и Ваших покупателей. - Мы готовы предложить несколько решений упаковки одного продукта. Это возможно благодаря тому, что наше
предприятие оснащено самым современным парком оборудования, которое позволяет по-разному решать возникающие
перед заказчиком задачи. Плюс ко всему, имеющееся оборудование позволяет делать это максимально эффективно.
Имя:*
E-mail:*
Тема:
5 + 5 =
Сообщение:*
Дополнительная информация
Контактные данные
- Телефоны:
- Тел./Факс: (343) 344-9626
- Тел./Факс: (343) 344-9627
- e-mail: info@upakovka-plenka.
 ru
ru - Директор по маркетингу: Пехтерев Дмитрий
….
Технические параметры соэкструзионных среднебарьерных пленок
- Главная
- Информация
- Справочные материалы
- Технические параметры соэкструзионных среднебарьерных пленок
| Параметры | Пленки соэкструзионные среднебарьерные структурой РА/РЕ | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Основные | Назначение | Верхние покрывные и пакетные пленки | Нижние термоформуемые пленки | |||||||
| Номинальная толщина полотна, мкм | 65 | 72 | 80 | 120 | 150 | 180 | 200 | 240 | 280 | |
| Проницаемость | Паропроницаемость, г/м2/24ч/атм,23С, 85% отн. влажность влажность | 7,6 | 7 | 6,5 | 5,8 | 5,5 | 5,3 | 3,3 | 3,1 | 2 |
| О2-проницаемость, см3/м2/24ч/атм,23С, 50% отн. влажность | 45 | 45 | 45 | 19 | 18 | 14 | 13 | 11,7 | 8,2 | |
| Физико-механические | Предел прочности при растяжении вдоль, МПа, не менее | 28,4 | 28,9 | 31 | 38,1 | 42,1 | 46,2 | 47,1 | 50,5 | 56,2 |
| Предел прочности при растяжении поперек, МПа, не менее | 23,8 | 24,3 | 26,3 | 33,6 | 38 | 41,4 | 42,6 | 44,7 | 49,9 | |
| Растяжение вдоль, %, не менее | 340 | 350 | 360 | 350 | 355 | 360 | 380 | 390 | 395 | |
| Растяжение поперек, %, не менее | 345 | 355 | 360 | 355 | 365 | 375 | 390 | 395 | 405 | |
| Прочность на прокол, г/с | 230 | 240 | 260 | 330 | 340 | 350 | 385 | 400 | 415 | |
| Оптические | Мутность % |
5.  ..7 ..7
|
6…9 | |||||||
| Глянец, ед. блеска | 80…90 |
75…80 | ||||||||
| Режимы работы | Температура сварки, С |
120…130 | ||||||||
| Время сварки, с |
2…3 | |||||||||
| Температура формования, С | Не предназначены для формования |
80…100 | ||||||||
| Время формования, с |
2…3 | |||||||||
| Глубина вытяжки,мм | 45 | 80 | 90 | 100 | 120 | 130 | ||||
Барьерные пленки это всегда сложная структура, которая состоит из множества слоев, задачей которых является противостояние окружающей среде и влиянию извне. Основной целью данной пленки остается увеличение срока хранения продукта.
Среднебарьерные пленки обладают защитным слоем, который производится из полиамида (РА). Данная пленка достаточно часто используется при вакуумной упаковке продуктов питания.
В процессе оформления подобный материал легко принимает форму объекта, который она обволакивает, что позволяет упаковывать продукцию любой формы и самого разного веса. Вакуумная упаковка содержит нижнюю и верхнюю пленку, в состав последней входит: РЕТ, клей, РЕ, адгезив, РА. Благодаря пленке РЕТ упаковка обеспечивается термостойкостью, что позволяет соединение с различными материалами. При необходимости добавить привлекательный и красочный внешний вид таре, существует возможность добавления цветного слоя в состав.
Поделиться:
Бесплатная доставка
Бесплатная доставка упаковочных материалов по Москве и МО
Сокращение расходов
Наши клиенты экономят на вакуумной упаковке до 30%
Многослойная коэкструдированная пленка для упаковки медицинских товаров и фармацевтических препаратов «DIAMIRON» | Продукция
Запросы
Пленка для стерильных блистерных упаковок для медицинских принадлежностейDIAMIRON™ MF
DIAMIRON MF представляет собой неориентированную экструдированную многослойную пленку, используемую в основном для блистерной упаковки.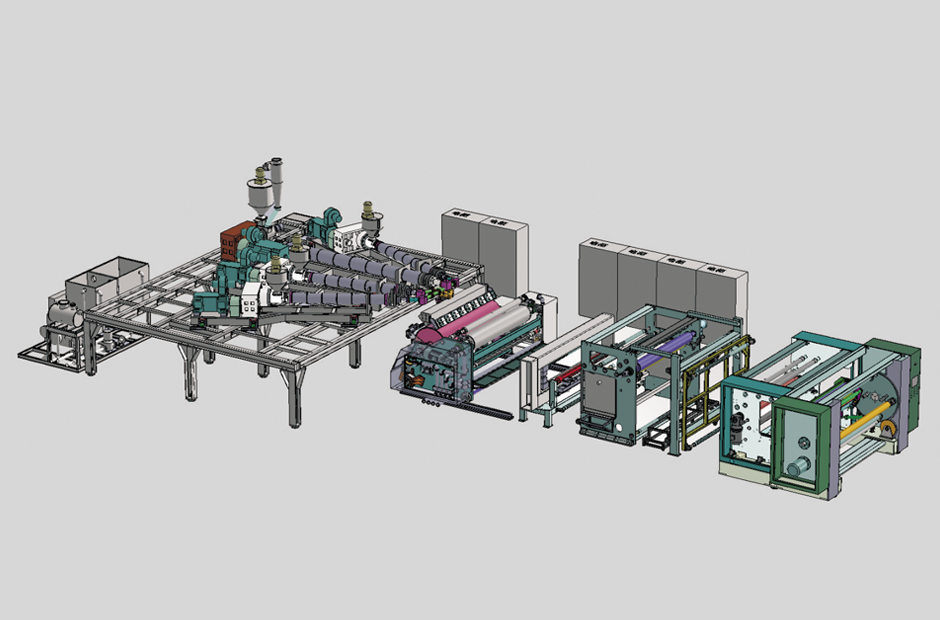 Этот продукт продается в рулонах плоской пленки. Для производства этого продукта экструдируют несколько смол с разными свойствами. Наш модельный ряд включает в себя множество разновидностей от гибких листов пленки до жестких листов, чтобы удовлетворить любые требования. Мы также принимаем индивидуальные заказы в кратчайшие сроки, если вы хотите изменить конфигурацию материала, толщину или функциональность для удовлетворения конкретных требований, таких как совместимость с конкретным методом стерилизации, упаковочной машиной или другими условиями производства.
Этот продукт продается в рулонах плоской пленки. Для производства этого продукта экструдируют несколько смол с разными свойствами. Наш модельный ряд включает в себя множество разновидностей от гибких листов пленки до жестких листов, чтобы удовлетворить любые требования. Мы также принимаем индивидуальные заказы в кратчайшие сроки, если вы хотите изменить конфигурацию материала, толщину или функциональность для удовлетворения конкретных требований, таких как совместимость с конкретным методом стерилизации, упаковочной машиной или другими условиями производства.
Характеристики
- Подходящие свойства формуемости, прозрачности и блеска.
- Отличные герметизирующие свойства с Tyvek® без покрытия и стерилизационной бумагой. Легко открывается после запечатывания.
- Совместим с ЭОГ, радиационной, автоклавной и другими методами стерилизации.
- Может производиться со свойствами в соответствии с конкретными требованиями. Некоторые примеры включают свойство легкого открывания, устойчивость к точечным отверстиям, сохранение аромата, химическую стойкость, влагостойкие свойства, кислородонепроницаемые свойства и так далее.
- *Tyvek является зарегистрированным товарным знаком DuPont.
Приложения
- Шприцы
- Хирургический набор
- Предварительно заполненные шприцы
- Катетеры
- Шторы
- Марля
- Ватные палочки
- Ватные шарики
Ассортимент
- * EP — это аббревиатура от easy-peel layer.
Высокопрочная многослойная пленка для пакетов для переливания DIAMIRON M™
DIAMIRON M имеет многослойную конструкцию, которая позволяет нам обеспечивать производительность и функциональность, необходимые для пакетов для переливания и инфузии. Мы построили специальную производственную среду для разработки и производства Diamiron как высококачественного первичного контейнера и пленки для пакетов для переливания крови.
Характеристики
- Эта пленка для емкостей с жидкостями обладает превосходной прозрачностью, гибкостью и ударопрочностью.

- Может выдерживать процессы стерилизации паром под высоким давлением при температуре до 121°C.
- Оптимален для использования в пакетах для переливания благодаря крайне минимальной адсорбции и вымыванию активных веществ.
- Этот материал соответствует японской фармакопее.
- Этот продукт зарегистрирован в мастер-файле FDA.
- Мы производим этот продукт под строгим контролем качества, включая производство в чистом помещении класса ISO 8.
- Может производиться со свойствами в соответствии с конкретными требованиями. Некоторые примеры включают кислородонепроницаемые свойства, сохранение аромата, химическую стойкость, влагостойкие свойства, легкое отшелушивание и так далее.
Если вы хотите запросить какие-либо из следующих материалов, пожалуйста, укажите название(я) документа(ов) в форме запроса.
- Фармацевтический и медицинский диамирон
- Линейка медицинских изделий
- Мицубиси Кемикал Корпорейшн
- Отдел промышленных и медицинских пленок
Посмотреть продукцию отдела промышленных и медицинских пленок, Mitsubishi Chemical [Открыть в новом окне]
Рекомендации для вас
Ваши недавно просмотренные товары
Включите Javascript
Нажмите здесь, чтобы загрузить Adobe Reader [Открыть в новом окне]
Adobe Reader (бесплатно) требуется для просмотра PDF-файлов.

Краткое знакомство с коэкструзией
Краткое знакомство с коэкструзией
17 21 марта
Знакомство с коэкструзией
Вот введение в коэкструзию . Коэкструзия включает процесс формирования экструдата. Чтобы понять коэкструзия , важно понять, что означает экструдат. Экструзия представляет собой композицию одного или нескольких термопластов в расплавленном виде для достижения желаемой формы или фигуры.
Процесс экструдирования очень важен для амальгамирования различных полимеров и создания комбинации для определенных применений. Сформированный сплав затем поступает непосредственно в индивидуальную матрицу для получения желаемой формы.
Ранее коэкструзия применялась при производстве литьевых пленок, а теперь она стала неотъемлемой частью производства пленок с раздувом и экструзии листов.
Структура коэкструдированных продуктов
Целью выполнения этой операции является получение слоистой структуры со слоями. Каждый слой играет важную роль в повышении эффективности продукта. Поскольку они соэкструдированы, они могут состоять из более чем двух, а в некоторых случаях и нескольких слоев. Каждый слой имеет свою функцию, которая увеличивает функциональность и сложность экструдированной структуры.
Каждый слой играет важную роль в повышении эффективности продукта. Поскольку они соэкструдированы, они могут состоять из более чем двух, а в некоторых случаях и нескольких слоев. Каждый слой имеет свою функцию, которая увеличивает функциональность и сложность экструдированной структуры.
Структура довольно сложная, когда композиция состоит из нескольких слоев. Хотя основная функциональность заключается в добавлении возможностей к конечному продукту, они также могут помочь связать различные слои, соседние с исходной структурой, что помогает достичь общей совместимости.
Варианты коэкструзии
Очень часто в коэкструзионной структуре участвуют более 5 игроков. В некоторых случаях также возможна параллельная коэкструзия. Использование отдельных экструдеров необходимо для каждого конкретного полимера, который является частью процесса экструзии. С помощью двух вариантов они представляют собой отдельные расплавленные потоки полимеров, которые объединяются, чтобы составить совместную формулу.
Блок подачи сливается в одну пластину с потоком расплавленных полимеров. Положение прямо над матрицей для немедленного заполнения.
Эта часть коэкструзии чрезвычайно деликатна. Это требует полной зависимости от толщины расплавленного пластика. Температура плавления разных пластиков различна, поэтому они помогают предотвратить смешивание этих слоев, которые необходимо пройти через головку для экструзии. Скорость потока, с которой каждый слой проходит через фильеру, регулируется с помощью блока подачи. Этот процесс достаточно недорогой и выполнимый.
С другой стороны, чередующиеся методы достижения совместной экструзии заключаются в использовании сложных головок со сложными конструкциями, которые разделяют плавящиеся полимеры в разных отсеках. Эти слои располагаются таким образом, чтобы помочь слиянию пластмасс в конечном продукте.
Несмотря на то, что поток и вязкость каждого слоя можно контролировать, сложное наращивание матрицы может облегчить совместную экструзию за счет создания отсеков внутри матрицы.
Любой из этих методов является полностью законным. Разница только в их стоимости. Контроль вязкости и текучести расплавленных полимеров может быть подходящим выбором, если вы хотите выбрать недорогой метод. С другой стороны, изготовление штампа, облегчающего классификацию расплавленных полимеров, может стать дорогостоящим из-за их индивидуальных штампов.
Полимеры для упаковки в гибкую упаковку
Процесс экструзии довольно распространен. Он представляет собой пластиковую пленку, которая содержит более двух различных слоев полимеров. Между ними нет переходного шага. Позже, при ламинировании двух или более двух пластиков, пластик необходимо плавить отдельно, а затем соединять вместе. В соответствии с процессом ламинирования соединенные вместе пластиковые пленки должны иметь определенную толщину для производства и обработки.
В процессе совместной экструзии слои каждого полимера относительно тонкие. Одна единица управляет всем структурным образованием. Каждый самоподдерживающийся слой не является обязательным. Это также позволяет максимально сократить расходы, поскольку гибкие слои позволяют сэкономить дополнительные усилия по обеспечению долговечности, что очень желательно в этом процессе.
Это также позволяет максимально сократить расходы, поскольку гибкие слои позволяют сэкономить дополнительные усилия по обеспечению долговечности, что очень желательно в этом процессе.
Отдельный экструдер плавит каждый отдельный пластик, чтобы избежать смешивания на начальных этапах. В некоторых случаях экструдер, обеспечивающий результат, также может использоваться в качестве слоя, который может помочь в получении конечного желаемого продукта. Иногда материал поступает в следующий экструдер для добавления дополнительных слоев, но в других случаях он поступает прямо в головку.
Эта очень деликатная процедура требует присутствия каждого слоя отдельно, но в амальгамированной форме. Это помогает конечному продукту иметь свойства каждого полимера, используемого в его конструкции. Коэкструзия также помогает в создании пленок с раздувом и литьем. С помощью коэкструзии пленки можно ориентировать, ламинировать и обрабатывать таким образом, чтобы они образовывали единый слой из различных полимерных материалов.
Что такое коэкструзионная трубка?
Коэкструзия — очень простой шаг, который имеет место в различных сферах жизни. Коэкструзия помогает во многих медицинских процессах. Хотя они не играют непосредственной роли, они помогают в создании коэкструдированных инструментов и устройств, помогающих в выполнении медицинских процедур.
Результатом коэкструдированного продукта является цельная деталь, которая возникает после ношения двух или более материалов. Каждый материал требует использования разных экструдеров, в которых находится расплавленный пластик.
Коэкструзия играет важную роль в создании многих медицинских устройств. В этих устройствах есть слои. Коэкструзионные трубки часто имеют гибкий внешний слой и жесткий внутренний слой. Медицинская бригада может выполнять сложные операции, используя трубки, поддерживающие различные медицинские действия у разных пациентов. Это помогает в обеспечении легкости в таких операциях.
Существуют три отличительные области, которые включают коэкструзию при многослойном нанесении. Это многослойная экструзия, коэкструзия проволоки и покрытие проволоки.
Это многослойная экструзия, коэкструзия проволоки и покрытие проволоки.
Многослойная экструзия
Проще говоря, многослойность означает добавление и объединение двух или более двух слоев для одновременного использования их различных свойств. Каждый слой имеет свою собственную функциональность, которая способствует достижению конечного продукта.
Многослойные трубки обеспечивают шикарное и эффективное решение различных медицинских проблем. Их конструкция предлагает решения для многих применений, таких как побуждение к приему наркотиков и соединение слоя трубки с внешней средой.
Коэкструзия проволоки
Использование многопросветных трубок в медицинской промышленности совершенно необходимо. Хотя использование просветов может быть дорогостоящим, коэкструзионная трубка представляет собой недорогой метод обеспечения пространства внутри трубки для выполнения основных медицинских операций. Они очень полезны при использовании проводов и кабелей посредством совместной экструзии.
