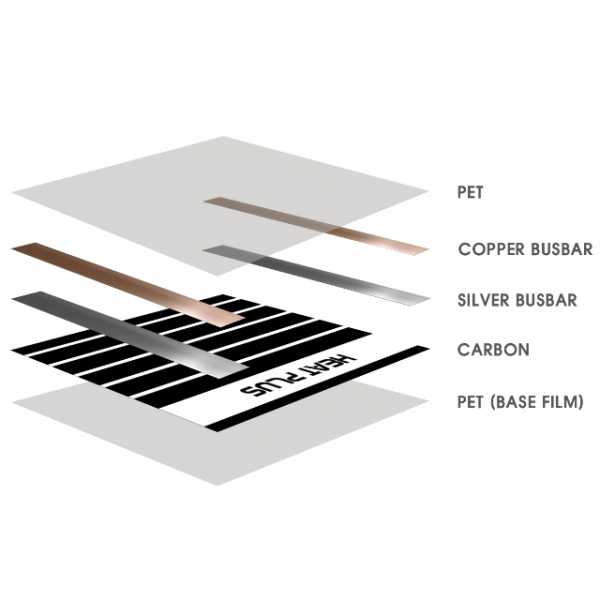
Наноструктурированный композиционный материал на основе карбида бора и способ его получения. Пленки карбида бора
Способ получения покрытия из карбида бора
Использование: при нанесении покрытий путем термического разложения химических соединений на нагретой поверхности, например для нанесения покрытий на части конструкций, подвергающихся действию агрессивных сред и высоких теаператур, а также для производства композиционных материалов с алюминиевой и никелевой матрицами, армированными неорганическими волокнами. Сущность изобретения: покрытия из карбида бора получают путем термического разложения на нагретой до 900 - 1500°С поверхности соединения, содержащего бор и углерод, при этом в качестве источника бора и углерода используют карборан B10C2h22. 1 табл.
Изобретение относится к способам нанесения покрытий, в частности, из неорганических материалов, путем термического разложения химических соединений на нагретой поверхности. Оно может быть использовано в области производства композиционных материалов с алюминиевой или никелевой матрицами, армированными неорганическими волокнами, а также для нанесения покрытий на части конструкций, подвергающихся действию агрессивных сред и высоких температур.
Карбид бора представляет интерес, главным образом, вследствие высокой твердости, уступающей лишь твердости алмаза, высокой термической стабильности, абразивной способности, износостойкости, химической инертности в широком интервале температур, полупроводниковых свойств и способности поглощать тепловые нейтроны. Покрытие углеродных и борных волокон карбидом бора значительно расширяет границы их использования. Такие волокна отличаются высокой теплостойкостью (колебания температур до 2200оС не влияют на их механические свойства) и стойкостью к расплавам алюминия и магния. Волокна из карбида бора предназначены для усиления пластмасс, стекла, керамических материалов и металлов. Покрытия из карбида бора пригодны для облицовки деталей аппаратов, которая должна защищать их от коррозии и истирания при высоких температурах. Известен способ получения покрытий из карбида бора путем термического разложения смеси ВСl3, Ch5 и Н2 на нагретой подложке при 1300-1800оС [1]. В качестве материала подложки используются молибден, вольфрам, тантал, титан и графит. Состав и свойства получаемого карбида зависят от многих факторов: температуры подложки, общего давления в системе, соотношения BCl3:Ch5:Н2 в исходной смеси, поэтому для получения покрытия с заданными свойствами требуется строгое соблюдение всех технологических параметров. Скорость осаждения карбида бора на подложку в данном способе составляет около 200 мкм/ч при 1300оС и 700 мкм/ч при 1700оС. Для достижения более высоких скоростей осаждения требуется температура выше 1800оС, при которых упругости паров бора и углерода различны и покрытия содержат избыток углерода. Известны также способы получения покрытий из карбида бора из подобной смеси, но на основе других галогенидов бора: BF3, BBr3, Bl3 [2]. Скорость осаждения имеет величину того же порядка, хотя при использовании Bl3 получение покрытий возможно при более низкой температуре (1100оС). Однако галогениды бора легко гидролизуются на воздухе. Поэтому работа с ними требует специального оборудования, а получаемые покрытия практически всегда содержат в качестве примесей кислород в количестве 1-4%. Кроме того, в результате химической реакции 4BГ3 + СН4 + 4Н2 = В4С + + 12НГ, где Г - F, cl, Br, I выделяются галогеноводороды, которые токсичны и действуют разрушающе на конструкционные материалы. Выделение в ходе реакции большого количества газообразных веществ затрудняет получение плотных осадков. Известен способ получения покрытий из карбида бора, в котором для уменьшения содержания кислорода в покрытиях предлагается перед осаждением основного покрытия проводить на дополнительной подложке предварительное восстановление 10-40% от общего количества галогенидов бора [3]. Однако для данного способа к вышеперечисленным недостаткам можно добавить еще и высокий расход реагентов. Наиболее близким к предлагаемому изобретению является способ получения покрытий из карбида бора путем взаимодействия В2Н6 с С2Н2 на нагретой поверхности при 900-1300оС [4]. Способ позволяет получать покрытие из карбида бора, свободное от примесей, и избежать большого количества побочных продуктов реакции. Скорость осаждения при 1300оС составляет примерно 2500 мкм/ч. Однако, диборан - чрезвычайно токсичный и взрывоопасный газ, воспламеняющийся на воздухе. Хранение и работа с ним требуют сложного технологического оборудования и определенных навыков, что значительно усложняет технологический процесс. Целью изобретения является упрощение технологии за счет снижения токсичности и повышения стабильности исходных реагентов и увеличение производительности процесса. Для этого покрытие из карбида бора получают посредством термического разложения карборана В10С2Н12 на нагретой до 900-1500оС поверхности. Отличительной особенностью способа является использование в качестве источников бора и углерода одного соединения - карборана. Карборан в обычных условиях малотоксичное, твердое вещество, которое не изменяется даже под действием минеральных кислот. Это выгодно отличает его от галогенидов бора и диборана с точки зрения хранения и выполнения с ним различных операций. Карборан легко возгоняется в вакууме при невысоких температурах (80-120оС, и хорошо растворяется в органических растворителях, что позволяет легко осуществить его введение в реакционную зону в газообразном состоянии и регенерацию вещества, не вступившего в реакцию. Для получения покрытия из карбида бора предлагаемым способом можно использовать оборудование, применяемое для проведения процессов химического осаждения из газовой фазы. Материал подложки и вид реактора выбирают в зависимости от поставленной задачи. О производительности процесса судят по скорости осаждения карбида бора на подложку. П р и м е р 1. Для получения покрытия из карбида бора используют вертикальный проточный реактор. Осаждение проводят на вольфрамовую проволоку толщиной 0,2 мм, и длиной 15 мм. В испаритель помещают 1 г М = В10С2Н12 и систему откачивают до 10-1 - 10-2 мм рт.ст. Испаритель нагревают до 100оС, а подложку, на которую проводится осаждение, - до 1100оС. Осаждение проводят в течение 10 мин. Получают покрытие толщиной 160 мкм. Плотность осадка составляет 2,30 г/см3, а микротвердость - около 3100 кгс/мм2. Скорость осаждения при указанной температуре составляет 1000 мкм/ч. Скорость осаждения и свойства получаемых осадков для разных температур подложки приведены в таблице. Таким образом, предлагаемый способ позволяет значительно упростить технологию получения покрытий и пиролитических осадков из карбида бора за счет использования малотоксичного и стабильного на воздухе карборана В10С2Н12. Несмотря на более высокую стоимость карборана (по сравнению с галогенидами бора и дибораном) предлагаемый способ перспективен при нанесении покрытий на элементы конструкций, не выдерживающие нагрев выше 1000-1100оС, а также при проведении малых объемов работ, когда доставка баллонов с галогенидами бора или дибораном и установка сложного технологического оборудования для их сравнения и подвода к реакционной зоне нецелесообразны. Кроме того, способ обеспечивает увеличение производительности процесса в 1,5 раза.Формула изобретения
СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ИЗ КАРБИДА БОРА путем термического разложения органического соединения, содержащего бор и углерод, отличающийся тем, что в качестве органического соединения используют карборан и процесс разложения ведут при 900 - 1500oС.РИСУНКИ
Рисунок 1www.findpatent.ru
Пленка - карбид - Большая Энциклопедия Нефти и Газа, статья, страница 3
Пленка - карбид
Cтраница 3
На рис. 10 - 27 показано изменение сопротивления при нагреве в вакууме 5 - 10 - мм рт. ст. пленки карбида молибдена толщиной 200 А, имевшей после осаждения сопротивление WO ом. При нагреве до 200 С ( кривая 1 - 2) сколько-нибудь заметного необратимого изменения электрического сопротивления не наблюдается. [31]
С увеличением температуры толщина карбидной пленки может изменяться под действием двух противоположных факторов: 1) уменьшения толщины в результате растворения карбида титана в жидком титане; 2) роста пленки карбида титана в результате диффузии углерода в карбиде титана. [32]
Для определения оптимальных параметров процесса карбидизации титана в твердо-жидком состоянии выполнен теоретический расчет и проведены модельные эксперименты на сферических титановых частицах. Установлены условия нагрева, при которых пленка карбида титана, образующаяся при температуре ниже точки плавления титана ( 1668 С), не изменяет толщины при нагреве в интервале температур 1670 - 2100 С. [33]
На рис. 13 представлена зависимость толщины пленки карбида титана, образующейся на титановых сферических частицах радиусом 0 2 ( 1) и 0 5 мм ( 2) от продолжительности выдержки при температуре 1600 С. [35]
НЮ зв) пленка карбида молибдена образуется и при температурах ниже 250 С. С увеличением плотности тока электронного луча скорость роста пленки карбида молибдена возрастает и разница между скоростями роста при облучении и без него увеличивается, в то время как рост давления паров гексакарбопила молибдена в рабочей камере вызывает увеличение скорости роста пленки в обоих случаях. [36]
Установлено, что в зависимости от условий осаждения состав получаемой пленки может меняться от чистого молибдена до карбидов молибдена различной модификации. На основании электронографического анализа установлено [ 4Г) 5 ], что при облучении электронами подложки с температурой от нуля до 300 С в присутствии ларов гексакарбопила молибдена образуются пленки карбида молибдена кубической структуры. Отмечается, что при нагревании в вакууме 2 - К) 6 мм рт. ст. до температуры 650J С и выше из пленок МоС кубической структуры образуются пленки МоаС гексагональной структуры. Авторы считают, что пленки карбида молибдена кубической структуры па подложках с температурой пи / ко 400 С в настоящее время могут быть получены только методом непосредственного разложения электронным лучом. [37]
Режим осаждения пленок был следующим: плотность тока электронного луча 1 2 ма / см2, ускоряющее напряжение 500, давление паров Мо ( ( Х)) в составляло 10 3 мм рт. ст. При температурах от - 25 до - - 30 ( 1 ( рис. 7 - 14, область /) скорость роста пленки карбида молибдена экспоненциально падает с повышением температуры. Возможно, что в этой области скорость роста определяется разложением молекул Мо ( СО) в не на подложке, а в объеме рабочей камеры. При температурах подложки выше 100 С ( область III) скорость роста пленки увеличивается по мере повышения температуры подложки. [38]
Герметизация осуществляется холодной сваркой. Для обеспечения стабильной поверхности ПП и предотвращения выхода из строя транзистора из-за механич. Положит, результаты по защите поверхности ПП приборов дает пленка карбида кремния, полученная при низкой темп-ре. ПП приборов помещают поглотители влаги и газов: силикагель, гипс, хлористый кальций, молекулярное сито, стекло вайкор и др. вещества, поддерживающие пост, низкое давление паров воды ( напр. [39]
Наибольший интерес представляет использование для сварко-пайки силицированного графита в качестве материала присадочной проволоки титана и циркония. Благодаря повышенной термодинамической и энергетической устойчивости образующийся при сварко-пайке в диффузионной зоне на границе с графитом слой карбида циркония или титана служит отличным барьером, предохраняющим металл шва от загрязнения кремнием. Понижение микротвердости шва объясняется наличием на поверхности силицированного графита пленки карбида кремния, являющейся дополнительным барьером для проникновения углерода в наплавленный металл. [40]
При нагревании смеси урана с углем до 800 - 1200 С может образоваться один из карбидов урана, UC или UC2, в зависимости от взятого соотношения компонентов. При плавлении - урана в графитовом тигле, после образования на стенках тигля пленки карбида, эта реакция прекращается. [41]
Межпластинчатые расстояния имеют микроскопический размер, так что в конструкционных элементах материал может рассматриваться как анизотропный и гомогенный в соответствующем масштабе. Эти композиции относятся к конструкционным материалам, и поэтому не включают многие типы плакированных материалов, в которых слой может рассматриваться как конструкционный элемент с защитным от окружающей среды покрытием, являющимся вторым компонентом конструкционного материала. В качестве примера конструкционного слоистого композиционного материала можно привести композицию карбид бора - титан, в которой упрочняющим повторяющимся компонентом служат пленки карбида бора толщиной 5 - 25 мкм, полученные методом химического осаждения из паров. Другим примером являются эвтектические композиционные материалы, такие, как Ni - Mo и А1 - Си, в которых две фазы кристаллизуются в виде чередующихся пластинок. Оба этих эвтектических композиционных материала состоят из пластичной металлической матрицы, упрочненной более прочной пластинчатой фазой с более высоким модулем упругости. [42]
Установлено, что в зависимости от условий осаждения состав получаемой пленки может меняться от чистого молибдена до карбидов молибдена различной модификации. На основании электронографического анализа установлено [ 4Г) 5 ], что при облучении электронами подложки с температурой от нуля до 300 С в присутствии ларов гексакарбопила молибдена образуются пленки карбида молибдена кубической структуры. Отмечается, что при нагревании в вакууме 2 - К) 6 мм рт. ст. до температуры 650J С и выше из пленок МоС кубической структуры образуются пленки МоаС гексагональной структуры. Авторы считают, что пленки карбида молибдена кубической структуры па подложках с температурой пи / ко 400 С в настоящее время могут быть получены только методом непосредственного разложения электронным лучом. [43]
Замечено [122], что величина удельного сопротивления свежеосажденных пленок и пленок, обработанных термически при нагреве до 550J С, различается в 1 5 - 2 раза. Эти изменения в электрических свойствах пленок карбида молибдена при термообработке объясняются переходом пленок к более совершенной структуре. [44]
Растворение сетки карбидов и обеднение матрицы углеродом вызывают разупрочнение стали. Появление цементитных пленок по границам прежних зерен аустенита может служить причиной низкотемпературной ( - 260) отпускной хрупкости, исчезающей при повышении IGM-пературы отпуска вследствие обеднения матрицы углеродом. Выше 400 карбидные частицы внутри кристаллов а-фазы растворяются. Этот процесс сопровождается сфе-роидизацией и коагуляцией оставшихся частиц. Пленка карбидов по границам зерен утолщается за счет растворения мелких карбидов внутри зерен феррита. [45]
Страницы: 1 2 3 4
www.ngpedia.ru
Способ изготовления изделий из карбида бора
СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КАРБИДА БОРА, Включающий нагрев порсхика карбида бора и горячее прессование в вакууме при температуре 1800-2200 С, отлйча1ющийся тем, что, с целью повьаиения механической прочности тонкостенных изделий и обеспечения ее изотропности, нагреву подвергают порсьюк карбида бора с удельной поверхностью 5-20 со скоростью 10-20с/мин, а горячее прессование осуществляют при удельjHOM давлении 500-900 кгс/см с выдержкой 5-30 мин.
СОКИ СОВЕТСКИХ ONNV_#_OI
РЕСПУБЛИК
09) И!) ggeII 8 22 F 3/14; С.22 С 29/00;
С 01 В 31/30
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ ССОР
f10 ДЕЛАМ ИЗОБРЕТЕНИИ И ОТНРЫТЖ (21) 3364862/22 02 (22) 18.12.81 (46) 30.03.83. Бюл. Э 12 (72) Р.В. Тарасов, И.Т. Остапенко и О.В. Бирюков (53) 621.762.4.016(088.8) (56) 1. Патент Сйй В 3914371, кл. 264-332 опублик. 1975.
2. Авторское свидетв(вьство СССР
Ю 116456 кл. В 22 F 1/00, 1958. (54)(57) СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
ИЗ КАРБИДА БОРА, вкличакв ий нагрев порошка карбида бора и горячее прессование .в вакууме при температуре
1800-2200 С, отличающийся тем, что, с целью повьааения механической прочности тонкостенных изделий и обеспечения ее изотропности, нагреву подвергают порошок карбида бора с удельной поверхностьв 5-20 м2/г со скоростью 10-20еС/мин а горячее прессование осуцествляют при удельном давлении 500-900 кгс/см2 с выдерикой 5-30 мин.
1007830
Изобретение относится к порошковой металлургии, в частности к способам получения высокоплотных иэделий из высокодисперсных порошков карбида бора, обладающего высокими физико-механическими свойствами при высоких температурах и в химически агрессивных средах.
Известен способ изготовления изделий иэ карбида бора, в котором смесь химически чистых порошкоВ бора 10 и углерода, взятых в стехиометричес-. ком .соотношении, т.е. 784 бора и 223 углерода, засыпают в пресс-форму и нагревают до 1250-1500оС, синтезируя порошок карбида бора В4С. Затем температуру повышают до 1860-2200 С, вследствие чего происходит спекание частиц карбида бора. Для получения изделня с плотностью более 98% ее теоретического .значения (р =2,52 +
+ 0,01 г/см3 ) одновременно с нагревом порошок прессуют усилием от
70,3 кгс/см до 281 кгс/см, заготовки выдерживают при этих температурах в течение 3-4 ч (1 .
25 недостатком способа является низкий уровень механических свойств..
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления изделий иэ карбида бора, Q вклк»чающий нагрев порошка карбида бора и горячее прессование в вакууме при температуре 1800-2200 С Г2 .
По известному способу для ул»учме" ния структуры, повышения твердости и абразивной устойчивости изделий из карбида бора исходный порошок сарбида бора, "-..àñûïàííûé в пресс-форму„ перед прессованием подвергают термообработке B вакууме при 1500-1600 С40 в течение 30-40 мин. Прессование * проводят при 22ОО C и удельном давлении )50 кгс/см-, с выдержкой под дэв9 лением 20-40 мин. После снятия да»аления и охлаждения пресс-формы с из-: ,делием последнее извлекают из прессформы и подвергают 60-минутному от.жигу в вакууме при температуре 190020000С для выравнивания структуры., Спрессованные иэделия обладают отно-. сительной плотностью 0,99 ее теоре тического значения.
Более высокое давление прессова- . ния 350 кгс/см сдерживает рост зерна карбида бора. Однако температура 5-» горячего прессования 2200 С и 20О
40-минутная выдержка при этой температуре -водят к минимуму зто преимущество,и структура материала формируется крупнозернистой. Раэме».. зерна 60 колеблется в интервале 40-120 мкм.
При дополнительном отжиге в теченис-.
60 мин при температуре 1900-2ООО С выравнивание структуры идет за счет укрупнения зерна, т.е. мелкие зерна 65 поглощаются крупными, и структура становится равномерной, но крупнозернистой. А зто снижает механические свойства материала изделия, которые характеризуются следующими величинами: предел прочности при изгибе 6мэ»- = 15 кг/мм ; предел прочности при сжатии И с = 60 кг/мм 2).
Недостатком известного способа является низкий уровень механической прочности, кроме того, способ не позволяет получить высокоплотные тонкостенные иЯ елия иэ порошка карбида бора с мелкозернистой структурой °
Цель изобретения — повышение механической прочности тонкостенных изделий и обеспечение ее изотропности.
Поставленная цель достигается тем, что согласно способу изготовленчя изделий из карбида бора, включающему нагрев порошка карбида бора и горячее прессование в вакууме при температуре 1800-2200 С, нагреву подвергают порошок карбида бора с удельной поверхностью 5-20 м2/г со скоростью 10-20 /мин, а горячее прессование осуществляют при удельной давлении 500-900 кгс/см 2 с выдержкой 5-30 мин. для получения мелкозернистой структуры процесс прессования надо проводить при температурах, не превышающих 2200 C. При снижении температуры ниже 1800 С порошок карбида бора уплотняе "ся недостаточно и не спекаQoK, Изготовление высокоплотных втулок и колец (особенно тонкостенных) иэ порошка карбида бора горячим прессованнем под давлением ниже
500 кгс/см2 не удается, так как при этом не происходит достаточной перегруппировки частиц порошка и и -. взаимной укладки, обеспечивающих спекание под давлением. Прессование при удельных давлениях 500-900 кгс/см2 позволяет достичь этого в начальный момент прессования, т.е. в течение
2-5 мин. А это в итоге позволяет получать тонкостенные изделия с высотой не меньшей диаметра, с плотностью близкой к теоретической. При повышении удельного давления выше
900 кгс/см2 происходит разрушение дуансонов. С увеличением удельной поверхности порошка карбида уменьшается размер его частиц. Мелкий порошок карбида бора спекается под давлением значительно лучше, чем более крупный, но при более высоких давлениях.
Применение порошка карбида б» .»ра с удельной поверхностью менее 5 м /г
9. затрудняет процесс прессования ввид
l крупного размера частиц порошка, и структура спрессованного материала получается крупнозернистой. Использование пор
Время выдержки изделия под давле- пресса и изделие извлекают из пресснием зависит от массы прессуемого по- Форкы. рошка, его удельной поверхности, ге- В готовом. иэделии размер зерна 1ометрических размеров изделия и тем» !3 мкм; плотность материала 2,50 г/см, пературы и должно быть не менее 5- 15,предел прочности при сжатйи
10 мин и не более 30 мин. Прн спе- 105 кгс/мм . канин под давлением за время менее . Пример 2. Для изготовления
5 мин не происходит достаточного спе- полого цилиндра (высота 55 мм, внешкания и изделие получается с низки- ний диаметр 39 мм, внутренний дими механическими свойствами. При .О аметр 31 мм ) в пресс-форму засыпают спекаиии более 30 мин наблюдается б1 г порошка карбида бора стехиомет заметный рост. зерна, что также при- рнческого состава В4С с удельной по водит к снижению механических свойств. .верхностъю 5 м /г. Высота засыпки
При использовании более мелкого 20 ма скорость нагрева 15 С/мин. порошка можно применять более низ- 25,Греют до температуры горячего прескую температуру прессования, но сования 2200 С. Прикладывают нагрузку прессовать при более высоких давле- на пуансоны as расчета 670 кгс/смх ниях. Например, тонкостенные изде- поперечного сечения прессуемого излия из порошка карбида бора с удель- делия. После выдержки под давлением ной поверхностью 20 м2/г прессуют в течение 10 мин давление снижают ири 1900-2000 С, прикладывая удель- до нуля. Нагрев выключают. Дальней0 ЗО ное давление 800-850 кгс/см2, а тон- шие операции аналогичны первого костенные изделия иэ порошка карбида примеру 1бора с удельной поверхностью 5 м2/r В готовом иэделии размер зерна 1прессуют при 2100 С, прикладывая
2. 35
3 мкм; плотность материала 2 49 г/см
-удельное давление 500-670 кгс/см . предел прочности при сжатии параллельно оси прессования 100 кгс/мм2; преежимы горячего прессования по дел прочности при сжатии перпендием У спосо У . именимы ДлЯ куля но осн п с 2 ° р рессования 101 кгс/мм р ч с ого сос- предел прочности при изгибе 40 кгс/м Д разует с В С эвт,„тику при те, ера- „,д „ р . Д я изготовления туре около 2100ОС. Горячее прессованне карбида бОра стехиометрического . состава В С вблизи температуры г порошка стехиометрического
2100 С приводит к оплавлению ба 13 2 состава В С с раэованию жидкой фазы, появление ле утряски н подтрамбовки 250 мм. материалом пресс-формы (графитом) и
Г еют со ско о о нарушает стехиометрию состава карНагруэку на и ансоны п ик у соны прикладывают гэ бида бора В С . Это об т расчета 700 кгс/см2 поперечного се з 2 то о стоятельство чення пресс емого из елия приводит к неоднородности зеренной 50 структуры и снижению механических ратуре 2000 С.
;свойств материала. Поэтому карбид бора стехиометрического состава В С После,цесЯтиминУтной вЩ еРжкн под Е 2 следует прессовать при 1800-1900 С,Щ РУзкой давление снижают до нУпЯ. цод давлением м 900 кгс/см2, выдер- 55 Нагрев выключают. Дальнейшие опеРа,живая под давлением в течение 20ции аналогичны описанным.
30 мин.
Пример 1. Для изготовления В готовом изделии размер зерна 1полого тонкостейного цилиндра (высо- 3 мкм; плотность материала 2,51 г/смф та 12 мм, внешний диаметр 39 мм, внут- ф) предел прочности при сжатии 108 кгс/мм ренний диаметр 31 мм) в пресс-форму П р н м е р 4. Для изготовления засыпают 13,3 г порошка стехиометрн- изделия с размерами, указанными в ческого состава с удельной поверх- примере 2, в пресс-форму засыпают поностью 5 м /г. Высота засыпки .порош- рошок карбида бора стехиометрнческого ка в пресс-форме около 50-75 мм. На- состава В4С с удельной поверхностью
100 830
20 м /г. Высота засыпки после утряски и потрамбовки 500 мм. Скорость нагрева 10 С/мин. Нагрузку на пуансоны прикладывают из расчета 850 кгс/см поперечного сечения прессуемого изделия при температуре 2090оС. После
15-ти,минутной выдержки под нагрузкой давление снижают до нуля. Нагрев выключают. Дальнейшие операции аналогичны оплсанным, В готовом изделии размер зерна 1- 10
3 мкм, плотность материала 2,5 г/см предел прочности при сжатии парал" лельно оси прессования 101 кгс/мм ; предел прочности при сжатии перпендикулярно оси прессования 103 кгс/мк2; 15 предел прочности при изгибе 45кгс/мм.
Пример 5. Для прессования изделия с размерами, указанными в при,мере 2, в пресс-форму засыпают порошок стехиометрического состава 2р . В„ С с удельной поверхностью 10 м /г.
Вйсота.засыпки порошка в пресс-фор,ме 350 мм.(Греют со скоростью нагрева 10 C/ìèí до 1800 С. На пуансоны прикладывают нагрузку из расчета
900 кцс/см .Выдерживают под давлением 30 мин и снижают давление до нуля.
В готовом изделии размер зерна
3-5 мкм; плотность 2,48 г/см3, пределз
Пример 6. Для изготовления цилиндра диаметром 46 мм и высотой
48 мм в пресс-форму засыпают 190 r порошка карбида бора стехиометрического состава В4С имеющего удельную поверхность 10 м /r. Высота засыпки порошка после утряски и пОдтрамбовки
250 мм. Нагрев осуществляют со скоростью 15 С/мин. Давление на пуансоны прикладывают из расчета 685 кгс/см поперечного сечения прессуемого иэделия при температуре 2100 С. После выдержки под давлением в течение
15 мин давление снижают до нуля ° Нагрев выключают. Охлаждение производят вместе с печью в течение 5-8 ч в среде вакуума. После охлаждения пресс-форму выводят из камеры пресса и изделие извлекают из прессформы °
В готовом изделии размер зерна
1-3 мкм, плотность материала 2,5 г/см.
Предел прочности при сжатии: перпендикулярно оси прессования 105 кгс/мм параллельно оси прессования 110 кгс/мм .
Предел прочности при изгибе: перпендикулярно оси прессования 45мкс/мм параллельно оси прессования 44 кгс/мм1
По режимам предлагаемого способа изготовлены изделия, из материала которых были приготовлены образцы для металлографических исследований и испытаний механических свойств. Результаты испытаний и исследований приведены в табл. 1 и 2.. 1007830
I 33 й3
I Q Ж
:*3 о он
hI
Ch
Ch в о -1 ф е м ф Ol Ch
Ю Ol Ol
Ъ Ъ с о о о
CV
Ol
Ch
% о
Ch а . е с . в
Р4 !Ч
»» CO а . Ill »3» с a a
CV nt . С3
1 и
1 в
Фч 1
1
1 и 1
3 )33
3 ФЮД
I о . о а о
»ч н»ч е о о о о
О . а . О .Ю . Ь ф Ф а
CO
\О о ь о . о о о
Cl о..o. а о о
hl О О Ф ».4
Л С3 СЧ м о о
° 4
УЧ а а О о
»ч»ч н о: о о, а а. Ръ о о а
Ю (Ч о а
33
III 1 tel и 33
Р»Д:й о о о о
»Ч . ФЧ»4»Ч
I
Ю 3 !
».4 С4»»Ъ чР . Ill ч
g3
1
М 1».4 1.3 Вййй и о о
И 333 a III
Ц ц
82 32. 5
Kcc II и
100Va3O
Таблкца2
Размер зерна, мкм
Предел прочности при сжатии, к.гс/ьм
Номер иэделия
Предел прочности при изгибе, кгс/мм параллельно перпендикуляроси прессо- но оси прессования вания параллель- перпендино оси кулярно прессова- оси пресния сования
105
101
1-3
100
10Â
1-3
1-3
101
103
103
105
1-3
110
Составитель С. Багрова
Редактор Я. Фролова Техред М.Коштура Корректор C. Шекмар
° ВюФВ ЮФ ю М ЮЮ юев емеееаюаееэ
Заказ 2199/14 Тираж 811 Подписное
ВНИИПИ Государственного к тета СССР по делам изобретений к отк ий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП "Патент", r. ужгОрод, ул. Проектная, 4
Как подтверждают проведенные эйспе45 рименты, использование высокоднсперсных порошков карбида бора, больших удельных давлений горячего прессования, малого времени выдержки при высоких температурах позволяет иэго- у) товлять полые тонкостенные иэделия кэ карбида бора с мелкозернистой структурой с повышенными механическими свойствами материала, иэотропны» ми в любом сечении иэделия. Предла- ° З5 гаемые режимы прессования позволили получить материал со значением предела прочности при изгибе равным 4045 кгс/мм . В то время как иэвестнымк методами не удавалось получить,® материал со значением предела прочнрсти при изгибе,превышающим 30 кгс/мм .
Материал, получаемый предлагаемым способом, позволит уверенно испольэовать горячепрессованный карбид бора как конструкционный материал кзносостойких подшипников (в частности, работаюШкх в агрессивных жидкостях J фкльер, сопел пескоструйных аппаратов, инденторов для измерения микротвердости при высоких температурах и других. Изготовление тонкостенных.высокоплотных изделий с повышенными механическими свойствами материала по предлагаемому способу позволит сократить затраты времени на механическую обработку, затраты. на алмазный píñòðóìåíò и улучшить качество поверхности готовых изделий.
www.findpatent.ru
керамический материал на основе карбида бора и способ его получения - патент РФ 2396232
Изобретение направлено на создание высокотвердого керамического материала, который может быть использован для изготовления элементов аппаратов, работающих в условиях ударных воздействий и интенсивного абразивного изнашивания. Технический результат заключается в повышении трещиностойкости, износостойкости, достижении высокой плотности и возможности получения изделий сложной формы без применения горячего прессования. Указанный технический результат достигается за счет создания многофазного керамического материала из карбида бора и одного или нескольких из ниже перечисленных соединений: SiC, бориды элементов IVb, Vb, VIб групп Периодической системы, которые не взаимодействуют друг с другом, и зерна которых равномерно распределены между собой. В составе указанного материала присутствует не менее 5 об.% наноразмерных частиц. Материал получают раздельным измельчением порошков в неводной среде мелющими телами из материала, твердость которого меньше твердости измельчаемых порошков, до такой дисперсности, при которой содержание частиц, размером, не превышающим 1,5 мкм, составляет не менее 90 об.%, с последующим смешением порошков, формованием заготовок и спеканием. Формование осуществляют холодным изостатическим прессованием, а спекание - без приложения давления при температуре, близкой к температуре появления расплава. 2 н. и 1 з.п. ф-лы, 2 табл., 1 ил.
Рисунки к патенту РФ 2396232
Изобретение относится к области машиностроительной керамики, в частности к износостойкому высокотвердому трещиностойкому керамическому материалу на основе карбида бора с относительной плотностью не менее 98% и способу его получения, который может быть использован для изготовления керамических изделий, применяемых в качестве элементов аппаратов, работающих в условиях ударных воздействий и интенсивного абразивного изнашивания, например абразивоструйных сопел.
Известен материал (патент US № 6069101, МПК С04В 35/563, опубл. 30.05.2000), содержащий от 64 до 73 об.% В4С, остальное - SiC, при этом микроструктура композита состоит из зерен В4С 846, которые однородно покрыты SiC, и зерен SiC, которые равномерно распределены среди зерен В4С, покрытых SiC, причем керамический композит имеет пористость 2-25%. Керамический материал получают в результате химического взаимодействия порошка борида кремния с углеродным порошком и последующего горячего прессования. В качестве борида кремния используют SiB4, SiB6 или их смесь, в качестве углеродного порошка используют сажу, порошок графита или их смесь.
Недостатками такого материала являются невозможность достигнуть относительной плотности более 98% без применения горячего прессования; недостаточная интегральная твердость, вследствие повышенного содержания карбида кремния 27-36%, материала менее твердого по сравнению с карбидом бора, и возможной относительно высокой пористости.
Недостатком способа получения вышеуказанного материала является совмещение синтеза компонентов и спекания в одном процессе, что может приводить к нестабильности фазового состава, повышенной пористости и, как следствие, нестабильности физико-механических свойств.
Наиболее близким к заявляемому является способ изготовления материала, содержащего 66-85 об.% карбида бора и 34-15 об.% борида переходного металла, представленный в заявке US № US 4670408 (МПК С04В 35/563; С04В 35/58; С22С 29/14, опубл. 02.06.1987). В описании заявки указано, что содержащийся в материале борид переходного металла представлен, преимущественно, боридом вольфрама или сочетанием борида вольфрама и борида титана с соотношением первого ко второму от 3:1 до 2:1. Согласно составу используемых исходных смесей боридом переходного металла является один из группы: борид вольфрама, борид титана, смесь боридов вольфрама и титана, борид циркония, борид тантала, борид хрома, смесь каждого из последних трех с одним из первых трех.
Способ получения указанного материала состоит в том, что смесь исходных компонентов, содержащую 25-75 вес.% карбида бора, 14-40 вес.% бора, 10-50 вес.% карбида вольфрама и/или карбида титана, 0-6 вес.% кобальта и 0-8 вес.% кремния, подвергают помолу с использованием мелющих тел, содержащих WC-Co или WC-TiC-Co, и далее - реакционному спеканию в условиях горячего прессования при температурах в диапазоне 1550-1850°С и давлении около 35 МПа.
Основным недостатком материала является сложный, плоховоспроизводимый (и в качественном, и в количественном аспекте) и труднопредсказуемый состав, обусловленный методом получения, при котором синтез компонентов и спекание совмещаются в одном процессе, протекающем с участием большого количества реагентов и промежуточных продуктов, включающих карбид бора, карбид переходного металла (предпочтительно, WC и/или TiC), аморфный бор, свободный углерод (образующийся при обменных реакциях) и др. и подверженном влиянию большого количества факторов. В указанном диапазоне температур (1550-1850°С) протекают два процесса: (1) взаимодействие карбида переходного металла (предпочтительно, W и/или Ti) с бором и (2) взаимодействие упомянутого карбида с карбидом бора. Если первый процесс, при условии содержания бора в нужном количестве, может обеспечить отсутствие в полученном продукте бора и углерода в свободном состоянии, то второй процесс, независимо от соотношения компонентов, приводит к образованию свободного углерода и его присутствию в конечном материале. Избыток бора не может связать свободный углерод, так как в указанном температурном диапазоне не взаимодействует с ним [Андриевский Р.А., Спивак И.И. Прочность тугоплавких соединений и материалов на их основе. - Челябинск: Металлургия, 1989. - 368 с.].
Из вышеизложенного следует также второй недостаток материала по указанному изобретению: наличие в нем свободного углерода и, возможно, свободного бора. Данное обстоятельство приводит к пониженному уровню механических характеристик, в частности к низкой твердости.
Кроме того, способ получения материала обуславливает присутствие в нем элементов W и Со, что связано с использованием для помола карбида бора мелющих тел меньшей твердости из WC-Co или WC-TiC-Co. Присутствие кобальта в полученном материале (даже в маленьких количествах) является еще одним его недостатком, так как приводит к снижению твердости.
Четвертым недостатком указанного материала является отсутствие в микроструктуре наноразмерных частиц, которые, как известно, даже при малых содержаниях, существенно повышают уровень механических свойств материала. Отсутствие наноразмерных частиц в указанном материале (несмотря на использование частиц карбида бора с размером менее 0,1 мкм в составе порошковой смеси, в предпочтительном варианте) обусловлено применением условий, способствующих росту зерна при горячем прессовании, а именно, давления около 35 МПа (согласно, примеру). Известно, что при спекании нанопорошков методом горячего прессования необходимо применять давления, превышающие 1 ГПа для предотвращения роста зерна [Рагуля А.В., Скороход В.В. Консолидированные наноструктурные материалы. - Киев: Наукова думка, 2007. - 376 с.].
Недостатком способа получения материала является применение метода горячего прессования, являющегося более сложным и дорогим, по сравнению с методом свободного спекания.
Вторым недостатком способа является использование процесса реакционного спекания с составами исходных смесей, соответствующими нестабильным термодинамическим системам, обуславливающим сложный и трудновоспроизводимый состав продуктов реакции, что ухудшает качество материала и понижает возможность достижения стабильного состава.
Третьим недостатком способа является использование мелющих тел состава WC-Co или WC-TiC-Co, что приводит к неизбежному присутствию кобальта в материале, ухудшающему твердость последнего.
Задачей заявляемого изобретения является создание высокотвердого керамического материала, позволяющего достичь технического результата, заключающегося в повышении трещиностойкости, твердости, достаточно высокой плотности без применения горячего прессования и возможности получения изделий сложной формы, например, абразивоструйных сопел типа Вентури.
Поставленная задача решается за счет того, что в способе получения керамического материала измельчают исходные порошки в неводной среде мелющими телами из материала, твердость которого меньше твердости измельчаемых порошков, затем смешивают порошки, проводят формование методом холодного изостатического прессования и последующее спекание полученных заготовок, причем в данном способе производят раздельное измельчение порошков карбида бора и одного из нижеперечисленных соединений: SiC, бориды элементов IVb, Vb групп Периодической системы мелющими телами из материала на основе одного из нижеперечисленных соединений: SiC, бориды элементов IVb, Vb, VIb Периодической системы до такой дисперсности измельченного порошка, при которой содержание частиц размером, не превышающим 1.5 мкм, составляет не менее 90 об %, а содержание частиц размером, не превышающим 100 нм, составляет не менее 5 об.%, а спекание осуществляют без приложения давления при температуре, близкой к температуре появления расплава.
Предлагаемый способ обеспечивает стабильность, прогнозируемость и воспроизводимость составов получаемого материала, благодаря термодинамической совместимости исходных компонентов, их раздельному помолу и отсутствию реакционных процессов при спекании.
Присутствие в составе спекаемых порошков не менее 5 об.% наноразмерных частиц, при содержании не менее 90 об.% частиц с размером, не превышающим 1,5 мкм, способствует понижению температуры спекания и достижению высокой плотности в процессе спекания без применения горячего прессования. Варьируя параметры измельчения (соотношение материал: мелющие тела, степень заполнения объема мелющего агрегата, длительность измельчения), можно регулировать содержание наноразмерной композиции в материале и тем самым достигать требуемого уровня показателей прочности, плотности, твердости и трещиностойкости.
В Предпочтительном варианте изобретения измельченные порошки смешивают в соотношении 65-90 об.% продукта измельчения карбида бора и 35-10 об.% продуктов измельчения одного или нескольких из нижеперечисленных соединений: SiC, бориды элементов IVb и/или Vb групп Периодической системы, что позволяет достичь оптимального соотношения твердости, прочности и трещиностойкости.
В результате получается керамический материал на основе карбида бора с микроструктурой, образованной зернами В4С и одного или нескольких тугоплавких соединений, включающих бориды элементов IVb и Vb групп Периодической системы, отличающийся тем, что на поверхности упомянутых зерен равномерно распределена наноразмерная композиция, содержащая карбид бора и одно или несколько из нижеперечисленных соединений: SiC, бориды элементов IVb, Vb, VIb групп Периодической системы, и материал имеет следующий состав, об.%:
| карбид бора | 63-81 |
| одно или несколько соединений из ряда: SiC, бориды элементов | |
| IV6 и/или V6 групп Периодической таблицы | 14-27 |
| наноразмерная композиция | 5-10 |
Технический результат предлагаемого изобретения достигается за счет создания многофазной композиции из карбида бора и одного или нескольких из нижеперечисленных соединений: SiC, бориды элементов IVb, Vb, VI6 групп Периодической системы, которые не взаимодействуют друг с другом, и зерна которых равномерно распределены между собой, в которой присутствует не менее 5 об.% наноразмерных частиц, что способствует понижению температуры спекания, обеспечивает возможность достижения высокой плотности в процессе спекания без применения горячего прессования и получению материала с повышенными показателями твердости, прочности и трещиностойкостью.
Предлагаемое изобретение является новым, имеет изобретательский уровень и применимо в промышленных масштабах. Примеры реализации изобретения:
Пример 1.
Порошок карбида бора с исходной дисперсностью, которая соответствовала содержанию частиц размером, не превышающим 3 мкм, 50 об.%, измельчали в вибрационной мельнице в среде изопропилового спирта мелющими телами из карбида кремния до конечной дисперсности, при которой содержание частиц менее 1,5 мкм составляло 90 об.% и содержание частиц размером, не превышающим 100 нм, 5 об.% (приведена в таблице 1). Порошок диборида титана, с исходной дисперсностью, которая соответствовала содержанию частиц размером, не превышающим 2 мкм, 50 об.%, измельчали в вибрационной мельнице в среде изопропилового спирта мелющими телами из карбида кремния до конечной дисперсности, приведенной в таблице 1. Измельченные порошки смешивали в соотношении 70 об.% карбида бора с намолом от мелющих тел и 30 об.% диборида титана с намолом от мелющих тел. Формование полученной смеси проводили методом холодного изостатического прессования под давлением 180 МПа. Отформованные заготовки спекали в инертной среде при температуре 2150°С. Свойства полученного материала приведены в таблице 2. На чертеже представлена фрактограмма поверхности разрушения в поле зрения растрового электронного микроскопа, которая демонстрирует фрагменты крупных зерен карбида бора и диборида титана, связанные между собой наноразмерной композицией.
Пример 2.
Порошок карбида бора и порошок диборида титана по примеру 1 раздельно измельчали по примеру 1 до дисперсности, при которой 90 об.% частиц имели размер менее 2 мкм, 5 об.% частиц - менее 500 нм (таблица 1). Смешение, формование и спекание композиции проводили как указано в примере 1. Свойства полученного материала приведены в таблице 2.
Пример 3.
Порошок карбида бора и порошок диборида титана по примеру 1 раздельно измельчали, как указано в примере 1 до дисперсности, указанной в таблице 1. Смешение и спекание осуществляли аналогично примеру 1. Формование полученной смеси проводили методом холодного изостатического прессования под давлением 170 МПа. Свойства полученного материала приведены в таблице 2.
Пример 4.
Порошок карбида бора и порошок диборида титана по примеру 1 раздельно измельчали как указано в примере 1 до дисперсности, указанной в таблице 1. Смешение и формование композиции проводили как указано в примере 1. Отформованные заготовки спекали в инертной среде при температуре 2100°С. Свойства полученного материала приведены в таблице 2.
Пример 5.
Порошок карбида бора и порошок диборида титана по примеру 1 раздельно измельчали как указано в примере 1, смешивали в соотношении 66 об.% карбида бора с намолом от мелющих тел и 34 об.% диборида титана с намолом от мелющих тел. Формование и спекание проводили как указано в примере 1. Свойства полученного материала приведены в таблице 2.
Пример 6.
Порошок карбида бора по примеру 1 измельчали по примеру 1. Порошок диборида циркония с исходной дисперсностью, которая соответствовала содержанию частиц размером, не превышающим 2 мкм, 50 об.%, измельчали в вибрационной мельнице в среде изопропилового спирта мелющими телами из борида вольфрама до конечной дисперсности, приведенной в таблице 1. Измельченные порошки смешивали в соотношении 65 об.% карбида бора с намолом от мелющих тел и 35 об.% диборида циркония с намолом от мелющих тел. Формование и спекание проводили как указано в примере 1. Свойства полученного материала приведены в таблице 2.
Пример 7.
Порошок карбида бора по примеру 1 измельчали по примеру 1. Порошок диборида ниобия с исходной дисперсностью, которая соответствовала содержанию частиц размером, не превышающим 2 мкм, 50 об.%, измельчали в вибрационной мельнице в среде изопропилового спирта мелющими телами из борида вольфрама до конечной дисперсности, приведенной в таблице 1. Измельченные порошки смешивали в соотношении 82 об.% карбида бора с намолом от мелющих тел и 18 об.% диборида ниобия с намолом от мелющих тел. Формование полученной смеси проводили методом холодного изостатического прессования под давлением 200 МПа. Отформованные заготовки спекали в инертной среде при температуре 2100°С. Свойства полученного материала приведены в таблице 2.
Пример 8.
Порошок карбида бора по примеру 1 измельчали по примеру 1. Порошок карбида кремния с исходной дисперсностью, которая соответствовала содержанию частиц размером, не превышающим 2 мкм, 50 об.%, измельчали в вибрационной мельнице в среде изопропилового спирта мелющими телами из диборида циркония до конечной дисперсности, приведенной в таблице 1. Измельченные порошки смешивали в соотношении 70 об.% карбида бора с намолом от мелющих тел и 30 об.% карбида кремния с намолом от мелющих тел. Формование и спекание проводили как указано в примере 1. Свойства полученного материала приведены в таблице 2.
Пример 9.
Порошок карбида бора по примеру 1 и порошок карбида кремния по примеру 8 раздельно измельчали в вибрационной мельнице в среде изопропилового спирта мелющими телами из борида вольфрама до конечной дисперсности, приведенной в таблице 1. Смешение проводили как указано в примере 8. Формование полученной смеси проводили методом холодного изостатического прессования под давлением 150 МПа. Отформованные заготовки спекали в инертной среде при температуре 2100°С. Свойства полученного материала приведены в таблице 2.
Пример 10.
Порошок карбида бора по примеру 1 и порошок карбида кремния по примеру 8 раздельно измельчали в вибрационной мельнице в среде изопропилового спирта мелющими телами из борида вольфрама до конечной дисперсности, при которой содержание частиц менее 1,8 мкм составляло 90 об.% и содержание частиц размером, не превышающим 300 нм, 5 об.% (приведена в таблице 1). Смешение проводили по примеру 9, формовали как указано в примере 8, спекали как указано в примере 9. Свойства полученного материала приведены в таблице 2.
| Таблица 2 | |||||
| свойства полученных композиций | |||||
| № примера | Состав | Плотностьотн., % | Предел прочности при изгибе, Н/мм2 | Твердость по Виккерсу при нагрузке 50 Н, ГПа | K1C, МПа·м1/2 |
| 1 | 69%B4 C+26%TiB2+5% н.к. | 98,3 | 420±10 | 39-41 | 7,0 |
| 2 | 69%В4С+26%ТiВ 2+5% н.к. | 95,0 | 250±10 | 26-28 | 6,5 |
| 3 | 69%B4C+26%TiB 2+5% н.к. | 88,0 | 180±30 | 18-20 | 4,5 |
| 4 | 69%В4С+26%ТiВ 2+5% н.к. | 90,0 | 240±10 | 24-26 | 4,5 |
| 5 | 65%В4С+28%ТiВ 2+7% н.к. | 98,0 | 450±10 | 38-41 | 7,3 |
| 6 | 63%B4C+27%ZrB 2+10% н.к. | 98,2 | 450±10 | 27-30 | 6,6 |
| 7 | 81%B4C+14%NbB 2+5% н.к. | 98,5 | 430±10 | 30-32 | 5,5 |
| 8 | 69%B4C+26%SiC+5% н.к. | 98,1 | 420±10 | 30-32 | 6,3 |
| 9 | 69%B4 C+26%SiC+5% н.к. | 84,7 | 150±30 | 12-14 | - |
| 10 | 69%B4C+26%SiC+5% н.к. | 95,0 | 260±10 | 23-26 | 6,0 |
ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Керамический материал на основе карбида бора, микроструктура которого образована зернами Е4С и одного или нескольких тугоплавких соединений, включающих бориды элементов IVb и Vb групп Периодической системы, отличающийся тем, что на поверхности упомянутых зерен равномерно распределена наноразмерная композиция, содержащая карбид бора и одно или несколько из нижеперечисленных соединений: SiC, бориды элементов IVb, Vib, VIb групп Периодической системы, и материал имеет следующий состав, об.%:
| карбид бора | 63-81 |
| одно или несколько из соединений из ряда: SiC, дибориды | |
| элементов IVb и/или Vb групп Периодической таблицы | 14-27 |
| наноразмерная композиция | 5-10 |
2. Способ получения керамического материала, включающий измельчение порошков в неводной среде мелющими телами из материала, твердость которого меньше твердости измельчаемых порошков, смешение исходных порошков, формование методом холодного изостатического прессования и последующее спекание полученных заготовок, отличающийся тем, что производят раздельное измельчение порошков карбида бора и одного из ниже перечисленных соединений: SiC, бориды элементов IVb, Vb групп Периодической системы мелющими телами из материала на основе одного из нижеперечисленных соединений: SiC, бориды элементов IVb, Vb, VIb групп Периодической системы до такой дисперсности измельченного порошка, при которой содержание частиц размером, не превышающим 1,5 мкм, составляет не менее 90 об.%, а содержание частиц размером, не превышающим 100 нм, составляет не менее 5 об.%, а спекание осуществляют без приложения давления при температуре, близкой к температуре появления расплава.
3. Способ по п.2, отличающийся тем, что после смешения порошков содержание в смеси продукта измельчения карбида бора составляет 65-90 об.%, а содержание продуктов измельчения карбида кремния, диборидов элементов IVb и/или Vb рупп Периодической системы составляет 35-10 об.%.
www.freepatent.ru
Наноструктурированный композиционный материал на основе карбида бора и способ его получения
Изобретение относится к области технической керамики, в частности к наноструктурированному композиционному материалу на основе реакционноспеченного карбида бора (В4С), имеющему высокие параметры прочности, твердости, модуля упругости и удельной жесткости в сочетании с низким значением плотности, предназначенному для создания легких керамических бронеэлементов в составе конструкций брони с высокой степенью защиты, а также для изготовления износостойких изделий. Предложен наноструктурированный композиционный материал, включающий матрицу, состоящую из равномерно распределенных фаз карбида кремния, кремния и твердого раствора бора и углерода в кремнии, и не менее 65 об.% упрочняющего наполнителя из зерен карбида бора, поверхности которых практически полностью окружены матрицей и не подвергались воздействию расплава кремния в процессе пропитки, в котором фаза карбида кремния представлена зернами, более 90 % которых является субмикронными и наноразмерными. Способ получения указанного материала включает стадии смешивания исходных порошков карбида бора двух или более фракций со средним размером зерна самой крупнозернистой фракции, не превышающим 120 мкм, и источника углерода в виде органического временного связующего и наноразмерного технического углерода с удельной поверхностью не менее 100 м2/г и зольностью не более 0,05 мас.%; формования полученной смеси; карбонизации органического связующего и пропитки пористой заготовки расплавом кремния, содержащим дополнительно элементы бор и, возможно, углерод. Процесс пропитки заготовок расплавом кремния осуществляют в диапазоне температур 1450-1500°C. Соотношение средних размеров исходных зерен карбида бора трех фракций составляет 14:6:1, при соотношении их объемных содержаний, соответственно, не менее 3,5:1,0:1,5. Указанный материал имеет модуль упругости не менее 400 ГПа, прочность не менее 280 МПа, удельную жесткость не менее 15,1×106 м. 2 н. и 5 з.п. ф-лы, 7 пр., 1 табл., 2 ил.
Изобретение относится к области технической керамики, включая средства защиты, в частности к наноструктурированному композиционному материалу, далее материалу на основе реакционноспеченного карбида бора, имеющему высокие параметры прочности, твердости, модуля упругости и удельной жесткости в сочетании с низким значением плотности. Разработанный материал предполагается использовать для создания легких керамических бронеэлементов в составе конструкций, соответствующих классам защиты Бр4 и выше [1]. Кроме того, данный материал может быть использован для изготовления износостойких изделий, таких как пескоструйные сопла, футеровочные плиты, детали трибологического назначения и др.
Особенностью керамических бронеэлементов является их способность противостоять внедрению высокотвердых тел, таких как сердечники поражающих элементов на основе твердого сплава. Под действием сдвиговых напряжений, мгновенно возникающих при столкновении сердечника с керамическим бронеэлементом, бронеэлемент разрушается. При этом в зоне разрушения сопротивление внедрению сердечника возрастает пропорционально действующему давлению, что приводит к разрушению сердечника. Поэтому чем больше твердость, модуль упругости и прочность керамики, тем более эффективно происходит деформация и разрушение сердечника. Повышение поражающего действия современного стрелкового оружия требует развития средств бронезащиты.
Среди других материалов, используемых для создания бронекерамики, карбид бора (B4C) обладает наиболее высокой твердостью и высоким модулем упругости, что в сочетании с низкой плотностью делает его незаменимым в использовании для создания современных средств легкой бронезащиты [2]. Снижение плотности бронекерамики особенно важно для ее применения в индивидуальных средствах защиты и для бронирования вертолетов. Кроме того, чем ниже плотность материала и чем выше его модуль упругости, тем выше показатель его удельной жесткости, который представляет собой отношение модуля упругости Е к произведению плотности ρ на ускорение свободного падения g-Е/(ρ⋅g). Этот параметр материала характеризует его способность сопротивляться деформации и является очень важным для оценки баллистической стойкости керамической брони.
В настоящее время для применения в бронеэлементах используются как горячепрессованный (ГПКБ), так и реакционноспеченный карбида бора (РКБ). ГПКБ - практически однофазный материал, который превосходит РКБ по таким показателям, как твердость, удельная жесткость и др. Однако он в значительной степени подвержен аморфизации под воздействием удара, ухудшающей физико-механические свойства и являющейся характерным качеством однофазного горячепрессованного карбида бора. Броневая керамика из РКБ представляет собой композит с достаточно низкой плотностью, содержащий фазы карбида бора (В4С), карбида кремния (SiC), кремния (Si) и, возможно, сложных карбидов кремния и бора или их твердых растворов. РКБ получают методом, включающим пропитку пористой заготовки, содержащей наполнитель из карбида бора, углерод и возможные добавки SiC, TiB2 и др., расплавом кремния при температурах 1450-1650°С, в результате чего происходит реакционное спекание (силицирование): кремний взаимодействует с углеродом с образованием вторичного карбида кремния, а остаточный кремний заполняет поры в материале. При этом возможно частичное взаимодействие кремния с карбидом бора. Технология реакционного спекания в отличие от метода горячего прессования позволяет получать изделия сложной формы с размерами, близкими к заданным (что минимизирует количество механической обработки), с практически нулевой пористостью, характеризующиеся относительно низкой стоимостью [2, 3].
Следует отметить, что основным фактором, негативно влияющим на показатели свойств реакционноспеченного карбида бора, является химическое взаимодействие расплава кремния с зернами наполнителя B4C и формирование на этих зернах оболочек, состоящих из продуктов взаимодействия, ухудшающих свойства материала. Большая часть разработок, касающихся РКБ, ориентирована на решение проблемы подавления «вредного» взаимодействия карбида бора с расплавом кремния и таким образом предотвращение снижения содержания карбида бора в материале [3, 4]. Другими способами достижения повышенного содержания карбида бора в материале являются использование исходных смесей, не содержащих карбид кремния, а также повышение плотности неспеченных заготовок за счет применения исходных порошков карбида бора двух- или трехфракционного состава с различным средним размером зерна.
Известен материал, полученный из смесей, содержащих α-SiC и В4С в соотношении 1:1 в соответствии с изобретением RU 2440956 (С1), C04B 35/56, C04B 35/573, F41H 5/00, опубл. 27.01.2012 [5]. Материал имеет двухкаркасную микроструктуру с одним каркасом из зерен вторичного α-SiC (размером от 50 до 100 мкм), вторым каркасом из зерен В4С (размером не более 35 мкм) и межзеренной фазы Si. «Мосты» между зернами α-SiC образованы кристаллами β-SiC, а «мосты» между зернами В4С образованы фазой твердого раствора карбида кремния в карбиде бора, которая связана с оболочками из кремния и боросилицидов на зернах В4С. Кристаллы β-SiC образуются при взаимодействии карбида бора с кремнием и растут в ходе перекристаллизации через жидкую фазу. Особенностью материала является получение двух связанных разноразмерных каркасов.
Недостатком материала является большое содержание карбида кремния за счет введения его в исходные смеси в равном количестве по отношению к карбиду бора. Кроме того, недостатком материала является повышенное содержание продуктов взаимодействия расплава кремния и карбида бора, образующих оболочки на зернах карбида бора и связи между ними (согласно описанию и представленной схеме микроструктуры). Указанные факторы сопровождаются снижением содержания карбида бора, что сказывается на снижении твердости и удельной жесткости, а также повышении удельной массы брони. Недостатками способа является использование условий, при которых образуются продукты взаимодействия карбида бора и кремния, такие как боросилициды, снижающие долю карбида бора в материале.
Известен реакционноспеченный композит состава B4C-β-SiC-Si для применений в броне по разработкам GB 1328961 (А), C04B 35/563, C04B 35/573, C22C 29/00, B22F 3/26, C01B 31/36, опубл. 05.09.1973 [6]; US 3796564 (А), C04B 35/563, C04B 35/71, F41H 5/02, C22C 1/04, опубл. 12.03.1974 [7]. В данных разработках получают материал без добавления в исходные смеси порошка карбида кремния, вследствие чего в готовом материале весь присутствующий карбид кремния является вторичным. Материал отличается плотной упаковкой зерен карбида бора и высоким его содержанием (50-80 мас. %). Материал также содержит зерна вторичного карбида кремния, как правило β-SiC (10-25 мас. %), образующегося in situ, кремний (10-25 мас. %) и свободный углерод (0,07-0,7 мас. %). Указывается, что при содержании кремния не более 15 мас. % достигается более высокий предел прочности. Прочность при изгибе материала составляет от 140 до 260 МПа, плотность - от 2,5 до 2,75 г/см3, модуль упругости - не менее 210 ГПа. Процесс включает стадии: смешивания порошка карбида бора (например, 98 частей) с небольшим количеством тонко измельченного свободного углерода в виде порошка графита (2 части) и с временным связующим; формования данной смеси с получением пористой неспеченной заготовки путем холодного прессования или другим способом; карбонизации органического связующего при нагреве в вакууме до 800°С и пропитки пористой заготовки расплавом кремния при температурах от 1500 до 1850°С в условиях вакуума, вследствие чего расплавленный кремний пропитывает материал и реагирует преимущественно со всем углеродом и с некоторым количеством карбида бора данного материала. Особенностью способа является использование разноразмерных фракций исходных порошков карбида бора при размере частиц самой крупной фракции не более 300 мкм, в результате чего достигается более плотная упаковка в неспеченной заготовке.
Недостатком указанного материала является присутствие продуктов взаимодействия карбида бора и кремния, относительно большое содержание кремния в материале (согласно предпочтительным вариантам осуществления изобретения - от 12,6 до 21,4 мас. %) и недостаточный уровень прочности (от 70 до 260 МПа).
Известен способ изготовления материала в соответствии с разработками US 6862970 (B2), C04B 35/563, C04B 35/573, F41H 5/04, F41H 5/02, опубл. 08.03.2005 [8]; US 6995103 (B2), C04B 35/563, C04B 35/573, C04B 35/577, F41H 5/00, F41H 5/04, опубл. 07.02.2006 [9]; WO 2006080936 (А1), C08K 3/04, C08K 7/06, C08K 9/08, C22C 47/04, C22C 47/08, C22C 47/10, C22C 49/14, опубл. 03.08.2006 [10], отличающийся тем, что для подавления взаимодействия карбида бора с кремнием применяется введение бора в расплав кремния перед тем, как последний будет контактировать с карбидом бора. Отмечается, что используемый температурный диапазон стадии пропитки расплавом кремния (от 1450 до 1650°С) должен быть соотнесен с размером зерна исходных порошков карбида бора, и при уменьшении среднего размера зерна исходного порошка B4C соответственно должна быть снижена температура процесса пропитки расплавом кремния.
Наиболее близким к настоящему изобретению является материал и способ его получения по заявке WO 02068373 (A2), C04B 35/563, C04B 35/573, F41H 5/04, C07C 49/00, опубл. 06.09.2002 [11]. Заявленный материал содержит матрицу, включающую вторичный карбид кремния (не более ~24 об. %) и кремний, в котором растворено как минимум одно вещество, содержащее бор, а также упрочняющую фазу (как минимум 65 об. %), в одном из вариантов состоящую только из карбида бора и распределенную в фазе матрицы. Указанный материал получен способом, включающим стадии смешивания исходных порошков наполнителя с источником углерода (временное органическое связующее, возможно, графитовый порошок), формования и пропитки пористой неспеченной заготовки расплавом кремния, в котором растворено как минимум одно вещество, содержащее бор. При этом пористая заготовка содержит не менее 65 об. % карбида бора и не более 10 об. % (предпочтительно не более ~5-6 об. %) свободного углерода для получения не более 24 об. % вторичного карбида кремния в готовом материале. Пропитка пористой заготовки расплавом кремния осуществляется в вакууме или инертной атмосфере при температурах в диапазоне 1450-1650°C. Баллистическая броня на основе указанного материала имеет прочность при изгибе не менее 260 МПа (278±14 МПа), твердость 28,07±0,54 ГПа, модуль упругости в диапазоне от 376 до 388 ГПа, удельную жесткость не менее 14,6×106 м.
Недостатками материала прототипа является относительно невысокий уровень модуля упругости и удельной жесткости. Данный уровень свойств определяет ограничения по стойкости брони против современных высокоэнергетических средств поражения, таких как пули с бронебойными сердечниками.
Недостатками способа прототипа являются использование традиционных форм углерода, содержащихся в пористой заготовке (порошок графита и карбонизованное органическое связующее), что не дает возможности активации процесса силицирования для его проведения в полном объеме в области низких температур (не выше 1500°С), а также завышенный верхний предел температурного диапазона процесса силицирования, включающий область температур от 1550 до 1650°С. При получении материала в указанной завышенной области температур происходит его качественное изменение, так как не удается избежать взаимодействия карбида бора с кремнием, которое ухудшает механические свойства материала, показатели и стабильность его баллистической стойкости [3, 12]. Высокие температуры также способствуют росту зерна карбида бора и вторичного карбида кремния, что исключает возможность формирования субмикронной и наноразмерной микроструктуры, повышающей в целом уровень свойств материала и его баллистическую стойкость. Кроме того, излишне высокие температуры процесса силицирования приводят к увеличению энергозатрат и стоимости производства бронеэлементов.
Известно, что свойства керамических композиционных материалов определяются однородностью распределения компонентов в микроструктуре. Особые преимущества дает формирование микроструктур, содержащих субмикронные (не выше 1 мкм) и наноразмерные (не выше 100 нм) частицы, которые могут быть расположены внутри матрицы и/или по границам зерен упрочнителя. Такие материалы обладают повышенным уровнем свойств, который не может быть обеспечен такими факторами, как состав и распределение фаз в материале [13]. Получение наноструктурированных композиционных материалов может быть достигнуто за счет образования наночастиц в материале способом «in situ» при взаимодействии исходных компонентов друг с другом, например при взаимодействии кремния и углерода с формированием зерен вторичного карбида кремния. При формировании наноструктур важную роль играют технологические параметры процесса спекания, такие как давление, атмосфера, температура, скорость нагрева, длительность цикла. При получении реакционноспеченного карбида бора важным обстоятельством являются свойства свободного углерода, вводимого в исходные смеси. Использование наноразмерного углерода определенного вида и свойств, а также оптимального сочетания технологических параметров реакционного спекания может привести к получению однородных микроструктур, содержащих наноразмерные фазы, что способствует повышению общего уровня механических свойств материала и, следовательно, его баллистической стойкости.
Задачей настоящего изобретения является получение наноструктурированного композиционного материала на основе карбида бора методом реакционного спекания с высоким уровнем свойств, таких как твердость (не менее 29 ГПа), модуль упругости (не менее 390 ГПа), прочность при изгибе (не менее 260 МПа), удельная жесткость (не менее 15×106 м), которые в сочетании с низкой плотностью сопоставимы с уровнем свойств горячепрессованного карбида бора и с особенностями микроструктуры, минимизирующими негативную предрасположенность карбида бора к локальной аморфизации при приложении ударной нагрузки. Материал предназначен для создания современных средств бронезащиты от пуль с высокотвердыми сердечниками, в том числе с сердечниками из твердых сплавов. Способ получения разрабатываемого материала должен обеспечивать возможность организации крупносерийного производства, в том числе крупногабаритных и сложнопрофильных изделий с высоким уровнем качества.
Указанная задача решается путем создания наноструктурированного композиционного материала, включающего матрицу, состоящую из равномерно распределенных фаз карбида кремния, кремния и твердого раствора бора и углерода в кремнии, и не менее 65 об. % упрочняющего наполнителя из зерен карбида бора, поверхности которых практически полностью окружены матрицей и в целом не были подвержены воздействию расплава кремния в процессе пропитки. При этом фаза карбида кремния представлена зернами, большая часть которых (предпочтительно не менее 90%) является субмикронными и наноразмерными, в предпочтительном варианте размер остальных зерен карбида кремния не превышает 5 мкм. При этом материал имеет модуль упругости не менее 400 ГПа, прочность при изгибе не менее 280 МПа, удельную жесткость не менее 15,1×106 м.
Для создания материала с указанными характеристиками предложен способ получения, включающий стадии смешивания исходных порошков карбида бора двух или более фракций со средним размером зерна самой крупнозернистой фракции, не превышающим 120 мкм, и источника углерода; формования полученной смеси; стадии карбонизации органического связующего с получением пористой заготовки и пропитки пористой заготовки расплавом кремния, содержащим дополнительно элементы бор и, возможно, углерод. При этом упомянутый источник углерода представлен органическим временным связующим и наноразмерным техническим углеродом с удельной поверхностью не менее 100 м2/г и зольностью не более 0,05 мас. %, а процесс пропитки расплавом кремния осуществляют в диапазоне температур от 1450 до 1500°С. Предпочтительное содержание наноразмерного технического углерода в смеси исходных порошков составляет 6-10 мас. %. В вариантах изобретения могут быть смешаны порошки карбида бора двух фракций при соотношении средних размеров зерен этих фракций не менее 6:1 (при том что средний размер зерна самой крупнозернистой фракции не превышает 40 мкм) и соотношении их объемных содержаний, соответственно, не менее 2,5:1,0 или порошки трех фракций при соотношении средних размеров зерен крупно-, средне- и мелкозернистой фракций не менее 14:6:1 и соотношении их объемных содержаний, соответственно, не менее 3,5:1,0:1,5.
В предлагаемом материале, содержащем матрицу с равномерно распределенными фазами субмикронного и наноразмерного карбида кремния, кремния и твердого раствора углерода и бора в кремнии и упрочняющий наполнитель из карбида бора, технический эффект достигается за счет сбалансированного состава и особой микроструктуры, при которой зерна карбида бора в целом сохранены от взаимодействия с расплавом кремния и не содержат «оболочек» из продуктов этого взаимодействия, матрица упрочнена равномерно распределенными наноразмерными частицами вторичного карбида кремния. Указанная микроструктура позволяет получить материал с высоким уровнем свойств, включающих модуль упругости, предел прочности при изгибе и удельную жесткость.
Технический эффект достигается предложенным способом получения материала, при котором в качестве одного из источников углерода, вводимого при смешивании исходных порошков, является активный углерод в виде наноразмерного технического углерода с удельной поверхностью порядка 100 м2/г и с зольностью не более 0,05 мас. %. Такой источник состоит из непрочных агломератов наноразмерных частиц, которые разрушаются в процессе смешения, обеспечивая равномерное распределение наноразмерных частиц углерода по поверхности зерен карбида бора, что при взаимодействии с расплавом кремния способствует формированию в микроструктуре наноразмерных зерен вторичного карбида кремния, упрочняющих матрицу, и позволяет получать равномерную структуру материала. Кроме того, такой источник углерода позволяет активировать процесс реакционного спекания на стадии пропитки пористой заготовки расплавом кремния и провести его в полном объеме при наиболее низких возможных температурах (от 1450 до 1500°С). Низкая зольность используемого технического углерода позволяет уменьшить газовыделение при термообработке и, как следствие, получить конечный материал с пористостью, близкой к нулевому значению. Другим источником углерода является органическое связующее, которое преобразуется в углерод на стадии карбонизации.
Использование низких температур процесса, а также введение добавки боросодержащего вещества, например карбида бора (до 5 мас. %), в засыпку кремния на стадии силицирования, позволяет практически полностью предотвратить взаимодействие расплава кремния с частицами карбида бора пропитываемой заготовки и получить материал с зернами упрочняющего наполнителя, не подверженными взаимодействию с расплавом кремния. Низкие температуры процесса также позволяют предотвратить рост зерен вторичного карбида кремния, сохранить их размер большей частью на наноразмерном и субмикронном уровне. Кроме того, низкие температуры процесса снижают энергозатраты и повышают экономическую эффективность производственного процесса.
Наноразмерные и субмикронные зерна карбида кремния упрочняют матрицу наноструктурированного композиционного материала и повышают общий уровень его свойств, включая модуль упругости, прочность и удельную жесткость, для выполнения задач, поставленных перед данным изобретением и обеспечения требуемого уровня баллистической защиты.
В предпочтительном варианте изобретения содержание наноразмерных и субмикронных зерен карбида кремния в материале не менее 90% и размер остальных зерен карбида кремния не превышает 5 мкм, что способствует достижению наиболее высоких показателей указанных свойств материала.
В предложенном способе получения материала на стадии пропитки расплавом кремния температура ниже 1450°С является недостаточной для получения требуемых свойств расплава кремния, необходимых для полного заполнения пор во всем объеме пористой заготовки и реализации процесса реакционного спекания. Температура выше 1500°C приводит к растворению мелких фракций зерен карбида бора в расплаве кремния и перекристаллизации с выделением твердой фазы в виде силицидов бора и сложных карбидов, которые ухудшают свойства материала. Кроме того, при температурах выше 1500°C активируется рост зерен вторичного карбида кремния и не обеспечивается возможность сохранения размера зерен карбида кремния на нано- и субмикронном уровне в полученном материале. При этом не реализуется высокий потенциал свойств, присущий наноструктурированному материалу.
При использовании в качестве источника углерода компонента с удельной поверхностью ниже 100 г/м2 не обеспечивается требуемая активация процесса реакционного спекания, протекающего на стадии пропитки расплавом кремния при температурах 1450-1500°C. Кроме того, не обеспечивается формирование микроструктуры материала, при которой большая часть зерен карбида кремния является субмикронными и наноразмерными.
Использование источника углерода с зольностью более 0,05 мас. % приводит к излишнему газовыделению на стадии пропитки расплавом кремния, что может привести к образованию пор в материале и ухудшению его свойств.
Предпочтительно содержание наноразмерного технического углерода в смеси исходных порошков не должно превышать 10 мас. %, чтобы не образовывалось избыточного содержания карбида кремния, снижающего свойства материала (твердость и удельную жесткость) и повышающего плотность (и, следовательно, удельную массу изделия). Содержание наноразмерного технического углерода не должно быть также ниже 6 мас. %, чтобы образовалось достаточное количество наноразмерных и субмикронных зерен карбида кремния, повышающих прочность и твердость матрицы, и, следовательно, прочность, модуль упругости и твердость материала.
В вариантах изобретения при смешивании трех фракций карбида бора со средним размером зерна самой крупнозернистой фракции, не превышающим 120 мкм, при соотношении средних размеров зерен этих фракций менее 14:6:1 и соотношении их объемных содержаний, соответственно, менее 3,5:1,0:1,5 не достигается наиболее плотная упаковка пористой заготовки и, следовательно, снижается твердость, модуль упругости, прочность при изгибе и удельная жесткость материала. Аналогично при смешивании двух фракций карбида бора со средним размером зерна самой крупнозернистой фракции, не превышающим 40 мкм, при использовании соотношения средних размеров зерен этих фракций менее 6:1 и соотношения их объемных содержаний, соответственно, менее 2,5:1,0 также не достигается наиболее плотная упаковка пористой заготовки карбидом бора и не достигается максимальный уровень указанных свойств.
Предлагаемое изобретение является новым, имеет изобретательский уровень, применимо в промышленных масштабах. Изобретение может быть реализовано с использованием известного оборудования, например вакуумная электрическая печь сопротивления модели HSSF 7720.
Ниже приводятся примеры реализации изобретения.
Пример 1
Для приготовления исходной смеси используют наноразмерный технический углерод с удельной поверхностью 120 г/м2 и зольностью 0,03 мас. %. Фотография микроструктуры нанотехнического углерода приведена на Фиг. 1. Смешивание порошков карбида бора (F150 - 54 мас. %, M40 - 13,5 мас. %, M5 - 22,5 мас. %) и технического углерода (10 мас. %) проводят в шаровой мельнице шарами из РКБ в среде изопропилового спирта в течение 24 ч. За 6 ч до конца смешивания в мельницу добавляют органическое связующее (смола фенольная - 2,5 мас. % и триэтаноламин - 1,5 мас. %).
Полученную смесь высушивают до влажности 5-6 мас. % и формуют методом двуосного прессования под давлением 40 МПа. Полученную заготовку подвергают термообработке при температуре 150°C в течение 1 ч на воздухе с целью полимеризации связующего, а затем - при температуре 1550°C в вакууме в течение 1 ч с целью карбонизации связующего.
Силицирование заготовок проводят в засыпке из смеси 95 мас. % кремния и 5 мас. % карбида бора при температуре 1450°C в вакууме.
Плотность полученного материала измеряли методом гидростатического взвешивания по ГОСТ 20018, твердость по ГОСТ 9450. Упругие свойства измеряли ультразвуковым методом по ГОСТ 25095 на установке «Звук 130». Предел прочности при изгибе определяли методом трехточечного изгиба по ГОСТ 20019 на испытательной машине Test 113.100 kN. Фазовый состав анализировали методом рентгеновской дифрактометрии на рентгеновском дифрактомере «Дрон 4». Микроструктуру исследовали с помощью растровой электронной микроскопии (JSM 6460, JSM 7001F) (см. Фиг. 2).
Результаты исследований приведены в таблице 1.
Пример 2
Материал и способ его получения по примеру 1, в котором силицирование производят при температуре 1500°C в течение 1 ч в вакууме.
Результаты исследований приведены в таблице 1.
Пример 3
Материал и способ его получения по примеру 1, в котором смешивают две фракции порошков карбида бора М40 и М5 с техническим углеродом в соотношении: 67 мас. %, 23 мас. %, 10 мас. %, соответственно.
Результаты исследований приведены в таблице 1.
Пример 4
Материал и способ его получения по примеру 1, в котором при смешивании исходных компонентов добавляют 5 мас. % технического углерода.
Результаты исследований приведены в таблице 1.
Пример 5
Материал и способ его получения по примеру 1, в котором при смешивании исходных компонентов не добавляют технический углерод.
Результаты исследований приведены в таблице 1.
Пример 6
Материал и способ его получения по примеру 1, в котором силицирование производят при температуре 1650°C в течение 1 ч в вакууме.
Результаты исследований приведены в таблице 1.
Пример 7
Материал и способ его получения по примеру 1, в котором силицирование проводят при температуре 1650°C в течение 1 ч в вакууме и используют кремний без добавки карбида бора.
Результаты исследований приведены в таблице 1.
Источники информации
1. Изменение №3 ГОСТ Р 50744-95 «Бронеодежда. Классификация и общие технические требования». Дата введения - 01.09.2013.
2. Lightweight Protective Materials: Ceramics, Polymers, and Metals. // In: Opportunities in Protection Materials Science and Technology for Future Army Applications. - 2011. - Ch. 5 - P. 69-98.
3. Dariel M.P., Frage N. Reaction bonded boron carbide: recent developments // Advances in Applied Ceramics. - 2012. - V. 111, Is. 5-6. - P. 301-310.
4. Hayun S. et al. Microstructural evolution during the infiltration of boron carbide with molten silicon / S. Hayun, A. Weizmann, M.P. Dariel, N. Frage // Journal of the European Ceramic Society. - 2010. - V. 30, Is 4. - P. 1007-1014.
5. RU 2440956 (C1) / ООО НПП «АРМОКОМ-ЦЕНТР» [РФ]; публ. 27.01.2012.
6. GB 1328961 (A) / Carborundum Company [US]; publ. 05.09.1973.
7. US 3796564 (A) / Carborundum Company [US]; publ. 12.03.1974.
8. US 6862970 (B2) / M Cubed Technologies, Inc. [US]; publ. 08.03.2005.
9. US 6995103 (B2) / M Cubed Technologies, Inc. [US]; publ. 07.02.2006.
10. WO 2006080936 (A1) / M Cubed Technologies, Inc. [US]; publ. 03.08.2006.
11. WO 02068373 (A2)/M Cubed Technologies, Inc. [US]; publ. 06.09.2002.
12. Юрков А.Л., Скидан Б.C., Пономарев А.Б. Взаимодействие карбида бора и кремния // Огнеупоры. - 1987. - №2. - С. 31-33.
13. Mukhopadhyay A., Basu В. Consolidation-microstructure-property relationships in bulk nanoceramics and ceramic nanocomposites: a review / International Materials Reviews. - 2007. - V. 52, Is. 5. - P. 257-288. DOI: 10.1179/174328007X160281.
1. Наноструктурированный композиционный материал, включающий матрицу, состоящую из равномерно распределенных фаз карбида кремния, кремния и твердого раствора бора и углерода в кремнии, и не менее 65 об. % упрочняющего наполнителя из зерен карбида бора, поверхности которых практически полностью окружены матрицей и не подвергались воздействию расплава кремния в процессе пропитки, отличающийся тем, что фаза карбида кремния представлена зернами, большая часть которых является субмикронными и наноразмерными.
2. Материал по п. 1, в котором не менее 90% зерен карбида кремния является субмикронными и наноразмерными, а размер остальных зерен карбида кремния не превышает 5 мкм.
3. Материал по п. 1, имеющий модуль упругости не менее 400 ГПа, прочность не менее 280 МПа, удельную жесткость не менее 15,1×106 м.
4. Способ получения материала по п. 1, включающий стадии: смешивания исходных порошков карбида бора двух или более фракций со средним размером зерна самой крупнозернистой фракции, не превышающим 120 мкм, и источника углерода; формования полученной смеси; карбонизации органического связующего с получением пористой заготовки; пропитки пористой заготовки расплавом кремния, содержащим дополнительно элементы бор и, возможно, углерод, отличающийся тем, что упомянутый источник углерода представлен органическим связующим и наноразмерным техническим углеродом с удельной поверхностью не менее 100 м2/г и зольностью не более 0,05 мас. %, а процесс пропитки заготовок расплавом кремния осуществляют в диапазоне температур 1450-1500°C.
5. Способ по п. 4, в котором смешивают порошки карбида бора трех фракций при соотношении средних размеров зерен крупно-, средне- и мелкозернистой фракций не менее 14:6:1 и соотношении их объемных содержаний, соответственно, не менее 3,5:1,0:1,5.
6. Способ по п. 4, в котором смешивают порошки карбида бора двух фракций при соотношении средних размеров зерен этих фракций не менее 6:1, при том что средний размер зерна самой крупнозернистой фракции не превышает 40 мкм, а соотношение их объемных содержаний, соответственно, не менее 2,5:1,0.
7. Способ по п. 4, в котором содержание наноразмерного технического углерода в смеси исходных порошков соответствует диапазону 6-10 мас. %.
www.findpatent.ru
Пленка - карбид - Большая Энциклопедия Нефти и Газа, статья, страница 1
Пленка - карбид
Cтраница 1
Пленки карбидов на поверхности металла обладают барьерными свойствами вследствие низкой скорости диффузии углерода в них. [2]
Исследования пленок карбида молибдена, осажденных на подложках с температурой ниже 30 С, показали, что пленки отличаются большой нестабильностью параметров при хранении на воздухе. Это выражается, например, в непрерывном увеличении электрического сопротивления пленки. [4]
Изменение сопротивления пленки карбида молибдена может быть вызвано воздействием воздуха, паров воды, находящихся в воздухе, или же процессами старения. [5]
На основе пленок аморфного карбида кремния изготовляют светодиоды, солнечные элементы, записывающие среды для электрофотографии, мишени видиконов. [6]
НЮ зв) пленка карбида молибдена образуется и при температурах ниже 250 С. С увеличением плотности тока электронного луча скорость роста пленки карбида молибдена возрастает и разница между скоростями роста при облучении и без него увеличивается, в то время как рост давления паров гексакарбопила молибдена в рабочей камере вызывает увеличение скорости роста пленки в обоих случаях. [8]
При термической обработке пленок карбида молибдена в атмосфере воздуха в интервале температур 25 - 120J С для стабилизации электрических свойств необходимо проводить несколько циклов нагрева и охлаждения, количество и продолжительность которых зависят от толщины слоя, условий осаждения и температуры нагрева. [9]
Согласно [454], толщина пленок карбида молибдена изменялась в зависимости от времени осаждения. [10]
Был обнаружен побочный эффект - образование пленки карбида кальция на частицах и связанная с этим агломерация частиц. [11]
В патенте [120] описан способ осаждения пленок карбида бора разложением в паровой фазе триметилбора. Трипропил-итриизопропилбор при пиролизе в вакууме ( 3 - 10 - 3 мм рт. ст.) в интервале температур 1000 - 1200 С дают боруглеродистые пленки. [12]
Термообработка оказывает значительное влияние па структуру пленок карбида молибдена: изменяется не только микроструктура, но и фазовый состав. Скорость превращения зависит от температуры. Так, при температуре 650 С карбид молибдена с ГЦК решеткой полностью переходит в карбид Мо2С через 5 час. С - всего через 20 мин. На воздухе пленки полученного карбида окисляются с такой же скоростью, как и пленки чистого молибдена. [13]
Замечено [120], что электрическое сопротивление пленок карбида молибдена, имевших толщину не более 3000 А и полученных при облучении электронами подложки с температурой 250 - 350 С, как правило, в несколько раз. [14]
Показано [122], что температурная обработка пленок карбида молибдена толщиной менее 200 А должна проводиться в вакууме непосредственно после осаждения. Если перед обработкой пленку даже на короткое время извлечь из вакуумной установки па воздух, то она частично окисляется до окиси молибдена. При этом не было замечено значительного влияния величины разрежения на электрические свойства пленок. Пленки, термически обработанные при 10 - 2 - 10 - 3 мм рт. ст., не отличались от пленок, обработанных в вакууме 10 - 6 - 10 - 6 мм рт. ст.; исключение составляет менее интенсивный спад сопротивления в области высоких температур для пленок толщиной менее 300 А. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
способ изготовления изделий цилиндрической формы из порошка карбида бора методом горячего прессования - патент РФ 2154549
Изобретение относится к порошковой металлургии и может быть использовано для изготовления вкладышей из карбида бора для работы в качестве поглотителей нейтронов в стержнях СУЗ атомных реакторов, например в реакторах БОР-60 и БН-600. Способ заключается в том, что прессование осуществляют в две стадии: предварительное прессование проводят при температуре не выше 2000oC в пресс-форме с величиной внутреннего диаметра на 3-4% меньше требуемого диаметра изделия, окончательное прессование проводят в пресс-форме с внутренним диаметром на 1-2% меньше требуемого диаметра изделия при температуре до 2200oC, при этом выпрессовку изделий из пресс-форм проводят при температуре 700oC. Способ позволяет увеличить срок службы графитовых пресс-форм и получить изделия с размерами и формой, не требующими последующего шлифования. Изобретение относится к области порошковой металлургии и может использоваться для изготовления вкладышей из карбида бора для работы в качестве поглотителей нейтронов в стержнях СУЗ атомных реакторов, например в реакторах БОР-60 и БН-600. Для приготовления изделий из порошка карбида бора метод обычного плавления, сопровождающийся разложением карбида, неприменим. Трудно также использовать для получения плотных изделий обычное спекание брикетов, спрессованных из порошка карбида бора, в связи с его малой пластичностью и большим сопротивлением скольжению на границах зерен вплоть до температур, близких к точке плавления, в сочетании с малым поверхностным натяжением в твердом состоянии. Именно в связи с малой пластичностью карбида бора, спекание осуществляется методом горячего прессования, т.е. нагреванием под давлением, превосходящим критические напряжения при температурах, относительно близких к температуре плавления, по крайней мере выше 2000oC. Известны методы горячего прессования из порошка карбида бора (И.Т. Остапенко и др. Уплотнение порошка карбида бора при горячем прессовании. - Порошковая металлургия, 1979, N 5, с. 38 - 43. И.А. Байрамашвили и др. Исследования структуры и некоторых свойств высокочистого карбида бора. - В сб. Бор: получение, структура и свойства. - М.: Наука, 1974, с. 177-180). Сущность данных методов заключается в следующем. Порошок карбида бора засыпается в графитовую пресс-форму, которая устанавливается в установку горячего прессования. Процесс проводят в вакууме при температуре 1800 - 2200oC и давлении 225 - 350 кг/см2. После охлаждения пресс-форму извлекают из установки и выпрессовывают спеченное изделие. Известные методы горячего прессования изделий из порошка карбида бора имеют следующие недостатки: - высокие температуры (до 2200oC) и давления прессования (до 350 кг/см2) приводят к быстрому выходу из строя и разрушению дорогостоящих графитовых пресс-форм как непосредственно в процессе прессования, так и при извлечении изделия из пресс-формы после прессования; в основном пресс-формы выдерживают максимум 2 прессовки; - в процессе прессования графитовые пресс-формы изменяют свои размеры (увеличивается неравномерно по высоте внутренний диаметр пресс-форм), что требует дополнительного шлифования алмазными кругами образующих поверхностей изделия до необходимых геометрических размеров и формы с безвозвратными потерями (до 30%) дорогостоящего материала - карбида бора. Целью изобретения является: - увеличение срока службы графитовых пресс-форм; - максимальное уменьшение количества изделий, требующих шлифования образующихся поверхностей после прессования; - сокращение или полное исключение безвозвратных потерь карбида бора при шлифовании за счет минимального изменения геометрических размеров пресс-формы после прессования. Поставленная цель достигается тем, что процесс прессования проводят не за один цикл, а последовательно, в две стадии. Причем предварительное прессование проводят в пресс-формах с внутренним диаметром, размер которого на 3 - 4% меньше требуемого диаметра изделия при температуре до 2000oC, а окончательное прессование проводят в пресс-формах с внутренним диаметром, размер которого на 1 - 2% меньше требуемого диаметра готового изделия при температуре до 2200oC, при этом выпрессовку изделий из пресс-форм в обоих случаях проводят при температуре 700o. Установка, в которой реализуется предлагаемый способ, состоит из вакуумной камеры и прессового механизма. В вакуумной камере находится графитовая пресс-форма с пуансоном, которая предназначена для механического обжатия порошка карбида бора с одновременным нагревом до 2200oC. Нагрев пресс-формы происходит с помощью графитового нагревателя прямым пропусканием электрического тока. Прессовый механизм предназначен для создания усилия прессования в процессе спекания. Метод изготовления изделия из карбида бора заключается в следующем. Необходимое количество порошка бора засыпается в графитовую пресс-форму, внутренний диаметр которой на 3 - 4% меньше требуемого диаметра изделия. Пресс-форма устанавливается в установку, герметизируется, после чего производится вакуумирование камеры до остаточного давления 1,3310-3 Па. После этого производится нагрев пресс-формы до 2000oC. Затем с помощью прессового механизма через подвижной графитовый пуансон создается давление на порошок до 300 кг/см2. Производится предварительное спекание изделия в течение заданного времени. После охлаждения пресс-форма извлекается из установки, и в специальном устройстве, оснащенном печью сопротивления и винтовым механизмом, изделие извлекается из пресс-формы при температуре 700oC. Для окончательного прессования ранее спеченного изделия используют пресс-форму, внутренний диаметр которой на 1 - 2% меньше требуемого диаметра готового изделия. В этом случае процесс проводят при температуре до 2200oC при том же усилии прессования. Извлекают изделие из пресс-формы также при температуре 700oC. Предлагаемый способ был испытан при изготовлении вкладышей из карбида бора (с размерами 10,8 см; H=5-30) для стержней СУЗ реактора БОР-60. Предварительное прессование проводили в пресс-формах с внутренним диаметром 10,4 мм. Спеченные изделия имели диаметр 10,5 - 10,6 мм и высоту до 25 мм. После окончательного прессования в пресс-формах с внутренним диаметром 10,6 мм 160 вкладышей из 200 шт. имели диаметр 10,7 - 10,8 мм, что соответствовало требованиям конструкторской документации. Высота вкладышей была до 20 мм. Предлагаемый способ был испытан также при изготовлении вкладышей из карбида бора для стержней СУЗ реактора БН-600. Предварительное прессование проводили в пресс-формах с внутренним диаметром 19,2 мм. Спеченные изделия имели диаметр 19,3 - 19,4 мм и высоту до 30 мм. После окончательного прессования в пресс-формах с внутренним диаметром 19,4 мм 100 вкладышей из 300 шт. имели необходимый диаметр готового изделия 19,5 - 19,6 мм. Высота вкладышей была до 25 мм. В обоих случаях плотность изделия после предварительного прессования составляла 1,7 - 1,8 г/см3, а после окончательного прессования 2,1 - 2,3 г/см3, что также соответствовало требованиям. Режимы прессования были аналогичны приведенным выше. Все вкладыши подвергали шлифованию по торцам изделия. Необходимая шлифовка 240 вкладышей из 500 шт. по образующей поверхности была выполнена с минимальными потерями материала изделий - карбида бора. Безвозвратные потери карбида бора составили не более 5%, тогда как при применении аналогичных известных способов потери карбида бора составляют до 30%. Кроме того, применение предлагаемого способа позволило увеличить ресурс работы графитовых пресс-форм в 3 - 5 раз по сравнению со способом горячего прессования, когда весь процесс происходит в пресс-формах одного размера за 1 цикл, без предварительного прессования. При этом время, затраченное на весь процесс изготовления изделия, начиная от засыпки порошка и до получения готового изделия, было одинаковым.ФОРМУЛА ИЗОБРЕТЕНИЯ
Способ изготовления изделий цилиндрической формы из порошка карбида бора методом горячего прессования в графитовых пресс-формах в вакууме при температуре 1800 - 2200oС и давлении 225 - 300 кг/см2, отличающийся тем, что прессование проводят последовательно в две стадии - предварительно и окончательно, причем предварительное прессование проводят при температуре не выше 2000oС в пресс-форме с величиной внутреннего диаметра на 3 - 4% меньше требуемого диаметра изделия, окончательное прессование проводят в пресс-форме с внутренним диаметром на 1 - 2% меньше требуемого диаметра изделия при температуре до 2200oС.www.freepatent.ru