
Содержание
Литые и каландрированные пленки. Cопоставления и противопоставления
Каландрированные пленки
Такие пленки изготавливаются обычно толщиной 70 мкм и более (некоторые производители производят пленочный материал от 55 мкм, что является скорее исключением, чем правилом). Состав этих виниловых пленок для достижения необходимых свойств может иметь рецептуру из различных смол на основе винилхлорида, пластификаторов и других добавок. Оборудование для производства каландрированной пленки очень громоздкое, зачастую высотой в 2-3 этажа и длиной до 50 м.
Компоненты сырья, включая смолы, пластификаторы, стабилизаторы, красители и т. д., смешиваются, образуя расплав. Этот расплав подается в каландровую машину, состоящую из систем движущихся валков – каландров. При производстве могут использоваться различные конфигурации оборудования. На рис. 1 схематически показана типичная каландровая линия в форме «опрокинутой L».
Рис. 1 Процесс каландрирования
1 Процесс каландрирования
Первая группа валков предназначена для начальной трансформации сырья в пленку. На этом этапе пленке придаются «грубые» размеры (ширина и толщина). Последующие пары полностью формируют пленку. От поверхности последней пары валков и зазора между ними зависит степень глянца/матовости как с одной, так и при необходимости с двух сторон пленки, ее текстурированность и окончательная толщина. Величины глянцевости каландрированных пленок варьируются от 8 до 60, хотя пленки некоторых производителей достигают более высоких уровней.
Перед намоткой пленка принудительно охлаждается, т. к. процесс производства предусматривает достаточно высокие температуры.
В связи с тем, что каландрированные пленки изготавливаются в виде непрерывной ленты, материал испытывает постоянное напряжение в направлении движения (потому что пленка фактически протягивается через машину). Это напряжение вызывает нестабильность размеров пленки при изменении температуры, и пленочный материал сохраняет тенденцию к усадке в направлении протягивания. Хотя при малых толщинах эта проблема преодолима путем использования подходящего адгезива, она совершенно неустранима в условиях эксплуатации при повышенных температурах.
Это напряжение вызывает нестабильность размеров пленки при изменении температуры, и пленочный материал сохраняет тенденцию к усадке в направлении протягивания. Хотя при малых толщинах эта проблема преодолима путем использования подходящего адгезива, она совершенно неустранима в условиях эксплуатации при повышенных температурах.
В тех случаях, когда важна размерная стабильность на протяжении длительного времени, каландрированные пленки не всегда могут соответствовать таким требованиям.
Каландрированные пленки должны обладать высокой прочностью на растяжение, т. к. пленка при производстве имеет минимальную опору при движении через каландровую машину. Прочность на растяжение может регулироваться составом виниловой смолы и пластификатором. Сам процесс производства обуславливает такое свойство каландрированных пленок, как «нерастягиваемость» в холодном состоянии даже при малых толщинах, поэтому они не могут применяться на сложных криволинейных поверхностях. Но тот факт, что нет опасности непреднамеренного вытяжения виниловой графики, обеспечивает достаточно легкую работу с материалом даже для малоопытных пользователей.
Независимо от толщины каландрированные пленки должны производиться с использованием большого объема исходного сырья, вследствие больших габаритов оборудования, достаточно высокой скорости протяжки (70 – 90 м/мин.) и крупносерийной экономии. Для небольших фирм-производителей с недостаточными возможностями производства эти требуемые большие объемы могут стать причиной ограничения цветовой гаммы и почти всегда исключают изготовление пленок под особый заказ. Но именно этот процесс производства виниловых пленок вследствие его специфики определяет более низкую стоимость пленочного материала.
Литые виниловые пленки
Самыми легкими способами распознавания литых материалов является определение их толщины и способности растягиваться в холодном состоянии. Литые пленки производятся с типичной толщиной 50 – 65 мкм, хотя можно достигать меньших толщин (до 35 мкм) и больших (до 100 мкм).
Для осуществления метода литья также требуются валки, однако литейные валки, в отличие от каландров, являются только средством подачи жидкого расплава на литейную бумагу (рис.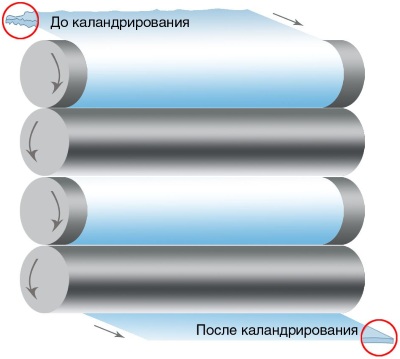 2).
2).
Рис. 2 Процесс литья
По сравнению с оборудованием каландрирования льтьевые машины невелики по размерам. Малые габариты обеспечивают одно из преимуществ процесса литья. Объемы приготовленной для производства смеси могут быть меньше (до 1/10 – 1/15 от объема при каландрировании), что дает возможность изготавливать пленки по специальным индивидуальным заказам и значительно более широкой цветовой гаммы, поскольку не создается огромного запаса при каждом пуске машины.
При стандартном производстве литья пленки наделяются очень высоким уровнем глянца (85 – 100), но при необходимости возможно придавать поверхности матовость и текстуру. В отличие от каландрирования, когда каландры тиснят поверхность пленки, литье производится на бумагу, рельеф которой и формирует поверхность готового пленочного материала. Технологическая высококачественная бумага может быть очень гладкой (придающей высокий уровень глянца пленке), текстурированной или матовой.
Производственный процесс литья обеспечивает также еще одну важную особенность литых пленок. Так как расплавленный материал попадает на литейную бумагу сразу, как только сходит с роликов, в нем создаются очень малые напряжения. В результате этого усадка готового материала минимальна даже при повышенных температурах. Это значительно расширяет температурный диапазон их применения и при нанесении соответствующего клея увеличивает сроки службы с сохранением размерной стабильности в условиях воздействия внешней среды.
Литье пленки на бумагу без возникновения внутренних напряжений в материале позволяет производителю использовать разнообразные комбинации виниловых смол и пластификаторов для обеспечения необходимых характеристик.
Стандартные литые пленки (50 – 65 мкм) обладают меньшей прочностью на растяжение по сравнению с каландрированными. Именно это свойство и высокий коэффициент удлинения при растяжении делают литые пленки такими необходимыми в тех областях применения, где требуется хорошая формуемость (например, при нанесении графики на автомобили).
Для особых, нестандартных областей применения можно создать такие исходные сырьевые составы, которые придадут пленке свойства сверхлегкого разрушения. В этих случаях пленка наделяется свойством очень низкой прочности на разрыв. Такие материалы используются для осуществления контроля за целостностью оборудования, на которое существуют гарантийные обязательства поставщика, а также широко применяются правоохранительными органами. С момента приклеивания такой пленки на поверхность, любая попытка удалить ее приведет к ее разрушению, и вмешательство станет очевидным.
В большинстве случаев компоненты сырьевой смеси для литья, которые обеспечивают качества готовых пленок, дороже тех, что используются при каландрировании. Но долговечность и легкая формуемость оправдывают более высокие затраты при покупке литых пленок.
Дополнительная информация
Спрос на долговечные высокоглянцевые материалы с более низкой по сравнению с литыми пленками ценой привел к усовершенствованию некоторых каландрированных пленок. Сегодня можно найти каландрированные пленки с рабочими характеристиками, приближенными к характеристикам литых. Такие пленки подвергаются значительной доработке для снятия некоторых проблем с внутренними напряжениями, улучшения их размерной стабильности и долговечности. Иногда достигается более высокий уровень глянца, но все же он ниже, чем у литых пленок. Цена материалов с улучшенными рабочими характеристиками занимает серединное положение между ценами каландрированных и высококачественных литых пленок. В зависимости от потребительских требований выбор пленки должен определяться возможностями и недостатками предложенного вам материала.
Сегодня можно найти каландрированные пленки с рабочими характеристиками, приближенными к характеристикам литых. Такие пленки подвергаются значительной доработке для снятия некоторых проблем с внутренними напряжениями, улучшения их размерной стабильности и долговечности. Иногда достигается более высокий уровень глянца, но все же он ниже, чем у литых пленок. Цена материалов с улучшенными рабочими характеристиками занимает серединное положение между ценами каландрированных и высококачественных литых пленок. В зависимости от потребительских требований выбор пленки должен определяться возможностями и недостатками предложенного вам материала.
Правильный выбор
Многие пользователи самоклеящихся пленок могут по характеристикам материала легко выбрать соответствующую для поставленных задач. Для новичков можно дать некоторые общие рекомендации.
Для того, чтобы минимизировать возможность ошибки при выборе необходимо поставить конкретную задачу и по возможности учесть все условия последующей эксплуатации.
Должно быть определено следующее:
• Интерьерное или уличное применение? Какой срок службы требуется?
• Каков формат аппликации (крупное или мелкое изображение)?
• На какую поверхность требуется нанести пленку?
• Будет ли изделие при эксплуатации подвергаться экстремальным воздействиям (низким или очень высоким температурам, повышенной влажности, ветровым нагрузкам, сильному абразивному воздействию, влиянию агрессивных сред, в том числе с высоким содержанием соли, паров растворителей, ультрафиолетовому излучению и т. п.)? Должен ли пленочный материал быть устойчивым к воздействию вышеперечисленных факторов?
• Какой нужен цвет? Если особый, то достаточно ли заказываемое количество, чтобы оправдать индивидуальный заказ?
• Какой тип краски будет использоваться в случае печати? Подходит ли эта краска к намеченному применению пленки?
• Каковы финансовые возможности вашего заказчика?
Ответы на эти вопросы помогут вам найти удовлетворяющий ваши требования материал среди широчайшего разнообразия.
Татьяна Дементьева
инженер-технолог
Пленка СКЛФ-4Д сырая каландрированная. Изолитпоставка (812)3332575
Пленка из фторопласта–4Д сырая каландрированная ТУ 301-05-49-90 предназначена для применения в качестве электроизоляционного материала для проводов, кабелей и других электротехнических изделий в виде спеченной в монолит оболочки.
Представляет собой не подвергнутую спеканию двухосноориентированную пленку из фторопласта–4Д марок «Ш» и «Л», изготовленную экструзионно-каландровым методом, поставляемую в виде лент различной ширины.
По согласованию с заказчиком окрашенная ненаполненная пленка СКЛФ-4Д выпускается до десяти основных цветов (белый, желтый, красный, оранжевый, синий, зеленый, коричневый, черный, фиолетовый, серый).
Примеры условного обозначения пленки, нарезанной на ленты различной ширины, в технической документации и при заказе:
1) сырая каландрированная пленка из фторопласта-4Д толщиной 0,045 мм, шириной 3 мм, неокрашенная ненаполненная, I сорта:
СКЛФ-4Д сорт I 0,045х3 ТУ 301-05-49-90;
2) сырая каландрированная пленка из фторопласта-4Д толщиной 0,07 мм, шириной 6 мм, ненаполненная окрашенная в желтый цвет, высшего сорта:
СКЛФ-4Д сорт высший 0,07х6 ТУ 301-05-49-90;
3) сырая каландрированная пленка из фторопласта-4Д толщиной 0,1 мм, шириной 10 мм, окрашенная в красный цвет с наполнителем, высшего сорта:
СКЛФ-4Д сорт высший 0,1х10 красная «Н» ТУ 301-05-49-90.
Пленка из фторопласта–4Д сырая каландрированная невзрывоопасна, негорюча, при непосредственном контакте не оказывает влияния на организм человека.
Температура эксплуатации изделий из пленки — от минус 60°С до плюс 250°С.
Гарантийный срок хранения сырой каландрированной пленки из фторопласта–4Д — 5 лет со дня изготовления.
ООО «Изолитпоставка» предлагает СКЛФ-4Д следующих размеров:
Толщины 0,045 — 0,15 мм
Ширины 10-150 мм.
Длина пленки в катушке 100-150 метров.
Минимальный заказ 5 кг.
По согласованию с потребителем допускается поставка пленки меньшей длины на катушке.
Намотка пленки на катушку может осуществляться в один или несколько рулонов.
Длина пленки толщиной 0,100±0,010 мм и более может быть на 50% меньше стандартной длины.
По согласованию с потребителем пленка может поставляться шириной 160 мм неразрезанной или разрезанной по ширине в пределах от 30 до 150 мм, требования к которой оговариваются при заказе.
Пленка СКЛФ-4Д неокрашенная ненаполненная. Внешний вид:
Внешний вид:
Поверхность пленки по всей длине должна быть гладкой, без разрывов и складок.
В пленке не должно быть механических загрязнений и заусениц. Разнотонность окраски пленки в пределах катушки — в соответствии с контрольным образцом.
Статья «Сварка фторопластовых пленок…»
Требования и нормы качества пленки
1.Упакованный в кальку комплект катушек укладывают в мешок-вкладыш полиэтиленовый (ГОСТ 19360-74). В случае необходимости комплекты катушек, упакованных в кальку и мешок-вкладыш, дополнительно обертывают бумагой (ГОСТ 8273-75) или гофрированным картоном (ГОСТ 7376-84 марки Д), концы которого закрепляют липкой лентой (ГОСТ 20477-86). Комплекты укладывают, затем в коробки из коробочного картона, изготовленные по нормативно-технической документации, утвержденной в установленном порядке, дно которых выложено гофрированным картоном или бумагой, сверху комплектов так же кладут гофрированный картон или бумагу, а пространство между комплектами и стенками коробки заполняют бумагой. Коробки перевязывают шпагатом (ГОСТ 17308-88), концы которого приклеивают к коробке этикеткой.
Коробки перевязывают шпагатом (ГОСТ 17308-88), концы которого приклеивают к коробке этикеткой.
Масса нетто пленки в коробке не более 4,5 кг.
2.При иногородних поставках коробки укладывают в деревянные № 26-1 тип II-I, № 26-2 типII № 63 или № 64-1 тип II-I (ГОСТ 18573-86) ящики или ящики № 11 тип II-I (ГОСТ 13361-84). Допускается в один ящик упаковывать пленку разных партий.
Масса нетто в ящике не более 65 кг.
Пленку, поставляемую в районы Крайнего севера, упаковывают в тару и транспортируют в соответствии с требованиями ГОСТ 15846-79.
3. Маркировка.
3.1. Потребительскую тару (коробку) обеспечивают ярлыком с указанием:
-наименования предприятия-изготовителя или его товарного знака;
-условного обозначения пленки;
-номера партии;
-номера места;
-массы нетто;
-даты изготовления.
3.2. Транспортную маркировку производят по ГОСТ 14192-77 с нанесением манипуляционных знаков «Верх, не кантовать», «Боится сырости» и указанием следующих дополнительных данных:
-условного обозначения пленки;
-номера партии;
-даты изготовления.
Пленка из фторопласта-4Д сырая каландрированная невзрывоопасна, не горюча, при непосредственном контакте не оказывает влияния на организм человека. При нагревании пленки до температуры выше 250 °С из фторопласта-4Д начинают выделяться летучие продукты термоокислительной деструкции, содержащие в своем составе фтористый водород, перфторизобутилен, окись углерода. Интенсивное разложение фторопласта-4Д начинается при температуре свыше 415 °С.
ПРАВИЛА ПРИЕМКИ
1.Пленку из фторопласта-4Д сырую каландрированную предъявляют приемке партиями. За партию принимают количество пленки не более 160 кг одной толщины и сорта, изготовленное из одной партии полимера, одновременно предъявленное к сдаче и сопровождаемое одним документом о качестве установленной формы с указание:
-наименования или товарного знака завода-изготовителя;
-условного обозначения продукции;
-номера партии;
-массы нетто;
-количества единиц продукции;
-даты изготовления;
-результатов проведенных испытаний и подтверждения ОТК соответствии продукции требованиям ТУ, обозначения ТУ.
2.При получении неудовлетворительных результатов испытания хотя бы по одному из показателе при контрольной проверке ОТК отбирают пробу от той же партии и подвергают испытаниям на удвоенном количестве образцов по показателям, не выдержавшим первичных испытаний. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
3.В случае приемки продукции представителем заказчика основанием для проведения приемо-сдаточных испытаний партии пленки является извещение, подписанное руководителем предприятия главным инженером) и начальником ОТК.
4.Если при проведении приемо-сдаточных испытаний представителем заказчика обнаружится несоответствие хотя бы одного показателя требованиям настоящих ТУ, то вся партия пленки возвращается предприятию-изготовителю для перепроверки и устранения дефектов.
5.Партия плёнки может быть предъявлена представителю заказчика повторно после перепроверки, выяснения причин дефектов и принятия мер в производстве по их предупреждению в дальнейшем.
Основанием для повторного проведения приемо-сдаточных испытаний является извещение с указанием «вторичное предъявление» и акт с указанием причин дефектов и мер, принятых по устранению и предупреждению их в дальнейшем производстве. Вторичное извещение и акт должны быть подписаны руководителем предприятия-изготовителя и начальником ОТК.
6.При повторном предъявлении представителю заказчика испытания проводят на удвоенном количестве образцов.
7.Предъявление одной и той же партии представителю заказчика не должно превышать двух раз.
8.От каждой партии пленки до ее нарезки на ленты отбирают намотанный на пластмассовую втулку образец длиной не более 30 м. Образец пленки помещают в полиэтиленовый мешок и снабжают этикеткой или делают надпись шариковой ручкой (ГОСТ 19444-80) с указанием условного обозначения пленки, номера партии, даты отбора пробы. Перед отбором пробы для испытания ОТК от образца отматывают около 1 м пленки, после этого отрезают пробы в количестве, указанном в табл. 4.
4.
9.Часть образца длиной 5 м хранят в ОТК в течение 3-х месяцев, 5 м отправляют потребителю для проведения контрольных испытаний и в случае приемки партии пленки представителем заказчика 3 м используются представителем заказчика для проведения испытания.
ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
1. Пленку из фторопласта-4Д сырую каландрированную транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
2. По согласованию сторон транспортирование пленки из фторопласта-4Д сырой каландрированной производят в контейнерах (ГОСТ 20435-75 и ГОСТ 15102-75) или в пакетированном виде в соответствии с требованиями ГОСТ 21929-76. Транспортный пакет формируют из ящиков на плоских деревянных поддонах (ГОСТ 9557-87) механизированным или ручным способом. Пакет скрепляют по ГОСТ 21650-76 стальной упаковочной лентой (ГОСТ 3560-73) толщиной не менее 0,5 мм или мягкой стальной проволокой (ГОСТ 3282-74).![]() Масса брутто пакета не должна превышать 1250 кг, масса нетто не должна превышать 1000 кг.
Масса брутто пакета не должна превышать 1250 кг, масса нетто не должна превышать 1000 кг.
3. При железнодорожных перевозках пленку транспортирует мелкими отправками в крытых вагонах.
4. Транспортирование пленки речным транспортом производят в контейнерах или пакетами по ГОСТ 21929-76.
5. Транспортирование пленки морским транспортом производят в соответствии с «Правилами безопасной морской перевозки генеральных грузов».
6. По согласованию с транспортными организациями в соответствии с требованиями «Правил перевозки грузов МПС» допускается транспортирование грузов смешанными видами транспорта (автомобильным, железнодорожным и морским).
7. Пленка из фторопласта-4Д сырая каландрированная должна храниться в таре в отапливаемом складском помещении поставщика-изготовителя при относительной влажности не более 80% на расстоянии не менее 1м от отопительных приборов.
Купить СКЛФ-4Д
Любые вопросы по заказу можно задать нашим специалистам по телефону +7 (812) 7777-812. Также, вы можете заказать обратный звонок и мы вам перезвоним. Для того, чтобы рассчитать стоимость заказа заполните форму расчета заказа.
Также, вы можете заказать обратный звонок и мы вам перезвоним. Для того, чтобы рассчитать стоимость заказа заполните форму расчета заказа.
Имя
Телефон
Детали заказа
литой и каландрированный винил | Типы виниловых пленок
Перейти к:
- История двух винилов
- Литая виниловая пленка
- Преимущества литой виниловой пленки
- Каландрированная виниловая пленка
- Преимущества каландрированного винила 90 Как правильно выбрать тип винила
- 6 90
- Использование литой виниловой пленки
- Использование каландрированной виниловой пленки
- Выберите подходящую для вас виниловую пленку
Если вы не работаете в индустрии вывесок или не зарабатываете на жизнь оклейкой автомобилей, это маловероятно.
что вы когда-нибудь задумывались о разнице между литым и каландрированным винилом
фильмы. Да и зачем, если честно? Для большинства людей все, что действительно
Да и зачем, если честно? Для большинства людей все, что действительно
важно то, что они получают лист винила, который будет работать для того, чего они хотят.
делать. Но с быстрорастущим онлайн-рынком виниловой пленки тепло
перенос винила и изготовление винила в пользу личного использования и хобби, он стал
невероятно важно знать разницу. Литая и каландрированная пленка начинаются как аналогичные материалы, но их производственные процессы дают очень разные результаты. Литая пленка тоньше и долговечнее, в то время как каландрированная пленка толще, жестче и дешевле. Другими словами, вы не хотите
закончите с рулоном ORACAL 651 Intermediate, когда вы хотите обернуть
капот вашего автомобиля или лист 1080 Антрацит для вырезания мелкой надписи —
достаточно сказать, что использование литых и каландрированных пленок не по назначению
может привести к головной боли и пустой трате вашего с трудом заработанного времени и денег.
В Rvinyl мы рады, только если вы довольны нашей продукцией, поэтому
абсолютно необходимо, чтобы вы понимали, какой винил вы получаете
и как вы можете ожидать, что он будет работать. Далее мы рассмотрим, как
Далее мы рассмотрим, как
литые виниловые пленки производятся по сравнению с так называемыми каландрированными пленками и
производительность, которая является результатом их уникальных производственных процессов.
Повесть о двух винилах
Не вдаваясь в подробности, важно получить хотя бы базовое
понимание двух основных типов виниловой пленки на рынке. Оба литые и
каландрированный виниловый полимер поливинилхлорида (ПВХ) в качестве основного
ингредиент. ПВХ — это обычный пластик, который по своей природе довольно жесткий.
Следующим шагом в процессе является добавление пластификаторов, которые делают пленку эластичной,
красители и пигменты для придания желаемого цвета и добавки, устойчивые к ультрафиолетовому излучению,
действуют как термостабилизаторы и добавляют специальные свойства, такие как отражательная способность и т. д.
Естественно, качество используемых присадок может быть весьма разным.
это будет зависеть от предполагаемого конечного использования пленки.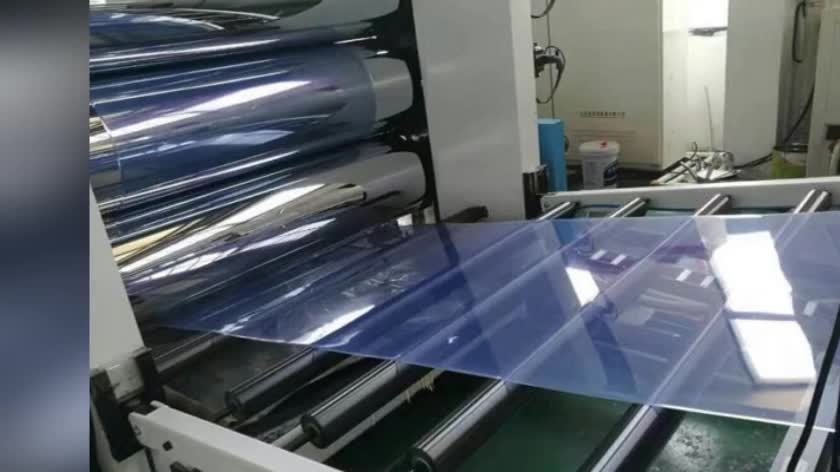
Помимо качества сырья, используемого для производства, производственный процесс
сама по себе и вид пластификатора, используемого в нем, ответственны за основные
Различия между литыми и каландрированными виниловыми пленками. В целом кастинг обычно приводит к получению фильмов более высокого качества.
таких как упаковочные пленки, такие как пленки Avery SW900 и 3M™ 1080. Тип пластификатора, используемого для изготовления пленки
более гибкий также оказывает большое влияние на свойства пленки. Обычно для
В пленках PSA есть выбор между полимерными и мономерными пластификаторами. Для
для простоты полимерные пластификаторы можно рассматривать как более качественные
в то время как мономеры являются пластификаторами эконом-класса. Сочетание
способ производства и марка пластификатора являются главными факторами, определяющими долговечность
производительность виниловых пленок.
Литая виниловая пленка
Литой винил — это тип винила, который используется для оклейки автомобилей именно потому, что он
долговечнее и тоньше, чем каландрированные пленки. Семестр
Семестр
отливка относится к изготовлению
метод, используемый при изготовлении этого типа винила. Литые винилы начинают свою жизнь как
немного больше, чем густая пластичная краска. ПВХ, пластификаторы и пигменты
смешиваются вместе с заданной скоростью в течение установленного времени в
для обеспечения однородной смеси. Это сжиженное
смесь, известная как органозоль, затем дозируется (или отливается) на движущуюся матрицу, известную как литейный лист.
Затем он проходит через серию печей, что позволяет полностью
испарение растворителей. Когда растворители испаряются, образуется твердая пленка.
что осталось позади. Затем пленка наматывается на стержни большого диаметра для
дополнительное клеевое покрытие. Литейный лист определяет текстуру
фильм. Этот тип пленки рекомендуется, когда заказчик хочет
окрашенная отделка, которая прослужит долго, со средним сроком службы от пяти до
двенадцать лет.
Преимущества литого винила
- Пленка имеет минимальную усадку по сравнению с каландрированной пленкой благодаря
тот факт, что протягивается лист, а не сама пленка.
- Повышенная долговечность благодаря качеству пластификаторов и сырья.
использовал. - Литые пленки можно изготавливать гораздо тоньше, чтобы они соответствовали подложкам с гофрами и сложными изгибами.
- Литые пленки сохраняют свой цвет и другие свойства лучше, чем другие
каландрированные пленки. - Используемый менее интенсивный процесс означает рентабельность небольшого производства
ряды специальных цветов, дающих вам более широкий спектр цветов.
Каландрированная виниловая пленка
Как и литой винил, каландрированная пленка также получила свое название от производственного процесса.
производство каландрированной пленки похоже на смешивание и раскатывание свежей
макаронных изделий, хотя в рецептуре используется почти идентичное сырье, что и для литья. Ингредиенты смешиваются и
затем месят и выталкивают экструдером, как листы лазаньи. Гигантские нагретые стальные ролики превращают винил в тонкий лист.
в процессе, называемом каландрированием.
Первыми этапами являются смешивание и экструзия. На этих начальных этапах все
сырья смешиваются вместе на основе конкретной рецептуры. Улучшенные рецептуры и использование новых пигментов
привело к расширению цветовых вариантов каландрированной пленки, хотя они все еще бледные
по сравнению с литыми фильмами.
В процессе экструзии мелкодисперсная порошковая смесь (сухая смесь) сплавляется
вместе в комок, называемый расплавом. Следующий шаг, также называемый
фрезерование, состоит из двух вращающихся в противоположных направлениях валков, которые затем нагреваются до
температуры до 350 градусов по Фаренгейту. Расплав вытягивается
в ролики и сплющиваются из-за повышения давления и температуры
наносится валками мельницы. Проходя через ряд роликов, пленка
становится тоньше и шире в зависимости от типа пленки. Однажды
пленка достигла своих окончательных размеров, ее необходимо охладить и
транспортируется на последнюю технологическую стадию намотки. Качество каландрирования
пленки могут варьироваться от экономичных до промежуточных, в которых используется мономерный пластификатор,
до высококачественного, в котором использовался бы полимерный пластификатор.
Преимущества каландрированного винила
- Более жесткая и толстая пленка облегчает обращение с ней
- Отличная производительность на плоских, простых и умеренных кривых
- Более экономичный, чем литая пленка
- Каландрированные пленки имеют более высокую стойкость к истиранию
Как правильно выбрать тип винила
Даже если теперь вы знаете разницу между литым и каландрированным
виниловая пленка, вы все еще можете задаться вопросом, что вы должны выбрать для своего
конкретный проект. Хотя мы вскоре перейдем к мелочам, есть одно хорошее правило.
большого пальца был предоставлен нашими друзьями в
Арлон. Короче говоря, когда вы покупаете виниловую пленку, вы хотите подумать, как
часто он будет подвергаться воздействию прямых солнечных лучей. Другими словами, «время на солнце никогда не станет вашим другом, если вы являетесь материалом, выбранным из соображений стоимости, а не долговечности».
Мы все видели потрескавшиеся и выцветшие знаки и наклейки, но чаще всего это
вина не столько качества винила, сколько вина установщика, который
выбрал не ту пленку. Удаление потрескавшейся или обесцвеченной виниловой пленки
Удаление потрескавшейся или обесцвеченной виниловой пленки
шутка и часто может стоить столько же или больше, чем труд и материалы
начальное приложение, так что выбирайте хорошо и не будьте мудрыми и глупыми.
Использование литой виниловой пленки
Как мы упоминали выше, литая пленка в значительной степени считается отраслевым премиум-классом.
Если
вы пропустили вышеизложенное, главное и короткое в том, что в процессе литья образуется тонкая пленка — обычно толщиной от 1 до 2 мил. При нанесении пленки на лист пленка остается в более расслабленном состоянии, в результате чего получается прочная, гибкая, податливая и стабильная по размерам пленка, хорошо сохраняющая цвет.
В результате литые пленки идеально подходят для сложных поверхностей, таких как автомобили, и там, где ожидается гладкий законченный вид.
Кроме того, поскольку эти пленки могут производиться небольшими партиями, вы получаете
гораздо более широкий выбор цветов и отделки, чем у каландрированных
фильмы. Одно предостережение при работе с актерскими фильмами заключается в том, что в них обычно
Одно предостережение при работе с актерскими фильмами заключается в том, что в них обычно
клей для высвобождения воздуха для обертывания, что делает их превосходными при обертывании, но менее чем
идеально подходит для наклеек или надписей.
Рекомендуемое использование литого винила
- Автомобильные оклейки
- Архитектурная пленка
- Смартфон (iPhone, Android) в упаковке
Рекомендуемые марки литой пленки
- Винил 3M™ серии 1080
- Оберточная пленка Avery SW900 Supreme
- Виниловая пленка Rwraps™
- Виниловая пленка ORACAL серии 970RA
- Гипсовая повязка Arlon SLX™
Использование каландрированной виниловой пленки
Каландрированные пленки идеально подходят для применений, не требующих растягивания пленки или прилегания к контурам.
и сложные кривые. Хотя это может показаться плохим, если вы когда-либо
попытался сделать графику с помощью литой пленки, на которой изображены вкладыши выхода из воздуха, которые вы
знайте, что это не очень хорошая идея, поскольку переносная лента, предназначенная для хранения
интервал не будет прилипать к лайнеру. Кроме того, каландрированные пленки идеально
Кроме того, каландрированные пленки идеально
для создания надписей или графики с предварительным интервалом, потому что они толще и не будут
вытягиваться из формы.
Рекомендуемое использование каландрированного винила
- Солнцезащитные козырьки
- Напольная графика
- Надписи с пробелами
- Оконные наклейки
Рекомендуемые марки каландрированной пленки
- Пленка для графики 3M™ Scotchcal 50
- Непрозрачный винил Avery Dennison PC 500
- SISER EasyPSV
- ORACAL Series 651 Intermediate Cal
Выберите виниловую пленку, которая подходит именно вам
Итак, вы дочитали статью до конца и все еще не знаете, что вы
нужно, а у вас? Что ж, к счастью для вас, мы здесь, чтобы помочь. Просто пообщайтесь с нами
в рабочее время или напишите нам по электронной почте, и мы будем рады помочь
Вы выбираете правильный тип винила для вас.
литой и каландрированный винил | Типы виниловых пленок
Перейти к:
- История двух винилов
- Литая виниловая пленка
- Преимущества литого винила
- Каландрированная виниловая пленка
- Преимущества каландрированной виниловой пленки
- Как правильно выбрать тип виниловой пленки
- Использование литой виниловой пленки
- Использование каландрированной виниловой пленки
- Выберите подходящую виниловую пленку
2
2
2
2 вы работаете в индустрии вывесок или зарабатываете на жизнь оклейкой автомобилей, это маловероятно
что вы когда-нибудь задумывались о разнице между литым и каландрированным винилом
фильмы. Да и зачем, если честно? Для большинства людей все, что действительно
Да и зачем, если честно? Для большинства людей все, что действительно
важно то, что они получают лист винила, который будет работать для того, чего они хотят.
делать. Но с быстрорастущим онлайн-рынком виниловой пленки тепло
перенос винила и изготовление винила в пользу личного использования и хобби, он стал
невероятно важно знать разницу. Литая и каландрированная пленка начинаются как аналогичные материалы, но их производственные процессы дают очень разные результаты. Литая пленка тоньше и долговечнее, в то время как каландрированная пленка толще, жестче и дешевле. Другими словами, вы не хотите
закончите с рулоном ORACAL 651 Intermediate, когда вы хотите обернуть
капот вашего автомобиля или лист 1080 Антрацит для вырезания мелкой надписи —
достаточно сказать, что использование литых и каландрированных пленок не по назначению
может привести к головной боли и пустой трате вашего с трудом заработанного времени и денег.В Rvinyl мы рады, только если вы довольны нашей продукцией, поэтому
абсолютно необходимо, чтобы вы понимали, какой винил вы получаете
и как вы можете ожидать, что он будет работать. Далее мы рассмотрим, как
Далее мы рассмотрим, как
литые виниловые пленки производятся по сравнению с так называемыми каландрированными пленками и
производительность, которая является результатом их уникальных производственных процессов.Повесть о двух винилах
Не вдаваясь в подробности, важно получить хотя бы базовое
понимание двух основных типов виниловой пленки на рынке. Оба литые и
каландрированный виниловый полимер поливинилхлорида (ПВХ) в качестве основного
ингредиент. ПВХ — это обычный пластик, который по своей природе довольно жесткий.
Следующим шагом в процессе является добавление пластификаторов, которые делают пленку эластичной,
красители и пигменты для придания желаемого цвета и добавки, устойчивые к ультрафиолетовому излучению,
действуют как термостабилизаторы и добавляют специальные свойства, такие как отражательная способность и т. д.
Естественно, качество используемых присадок может быть весьма разным.
это будет зависеть от предполагаемого конечного использования пленки.
Помимо качества сырья, используемого для производства, производственный процесс
сама по себе и вид пластификатора, используемого в нем, ответственны за основные
Различия между литыми и каландрированными виниловыми пленками. В целом кастинг обычно приводит к получению фильмов более высокого качества.
таких как упаковочные пленки, такие как пленки Avery SW900 и 3M™ 1080. Тип пластификатора, используемого для изготовления пленки
более гибкий также оказывает большое влияние на свойства пленки. Обычно для
В пленках PSA есть выбор между полимерными и мономерными пластификаторами. Для
для простоты полимерные пластификаторы можно рассматривать как более качественные
в то время как мономеры являются пластификаторами эконом-класса. Сочетание
способ производства и марка пластификатора являются главными факторами, определяющими долговечность
производительность виниловых пленок.Литая виниловая пленка
Литой винил — это тип винила, который используется для оклейки автомобилей именно потому, что он
долговечнее и тоньше, чем каландрированные пленки. Семестр
Семестр
отливка относится к изготовлению
метод, используемый при изготовлении этого типа винила. Литые винилы начинают свою жизнь как
немного больше, чем густая пластичная краска. ПВХ, пластификаторы и пигменты
смешиваются вместе с заданной скоростью в течение установленного времени в
для обеспечения однородной смеси. Это сжиженное
смесь, известная как органозоль, затем дозируется (или отливается) на движущуюся матрицу, известную как литейный лист.
Затем он проходит через серию печей, что позволяет полностью
испарение растворителей. Когда растворители испаряются, образуется твердая пленка.
что осталось позади. Затем пленка наматывается на стержни большого диаметра для
дополнительное клеевое покрытие. Литейный лист определяет текстуру
фильм. Этот тип пленки рекомендуется, когда заказчик хочет
окрашенная отделка, которая прослужит долго, со средним сроком службы от пяти до
двенадцать лет.Преимущества литого винила
- Пленка имеет минимальную усадку по сравнению с каландрированной пленкой благодаря
тот факт, что протягивается лист, а не сама пленка.
- Повышенная долговечность благодаря качеству пластификаторов и сырья.
использовал. - Литые пленки можно изготавливать гораздо тоньше, чтобы они соответствовали подложкам с гофрами и сложными изгибами.
- Литые пленки сохраняют свой цвет и другие свойства лучше, чем другие
каландрированные пленки. - Используемый менее интенсивный процесс означает рентабельность небольшого производства
ряды специальных цветов, дающих вам более широкий спектр цветов.
Каландрированная виниловая пленка
Как и литой винил, каландрированная пленка также получила свое название от производственного процесса.
производство каландрированной пленки похоже на смешивание и раскатывание свежей
макаронных изделий, хотя в рецептуре используется почти идентичное сырье, что и для литья. Ингредиенты смешиваются и
затем месят и выталкивают экструдером, как листы лазаньи. Гигантские нагретые стальные ролики превращают винил в тонкий лист.
в процессе, называемом каландрированием.
Первыми этапами являются смешивание и экструзия. На этих начальных этапах все
сырья смешиваются вместе на основе конкретной рецептуры. Улучшенные рецептуры и использование новых пигментов
привело к расширению цветовых вариантов каландрированной пленки, хотя они все еще бледные
по сравнению с литыми фильмами.В процессе экструзии мелкодисперсная порошковая смесь (сухая смесь) сплавляется
вместе в комок, называемый расплавом. Следующий шаг, также называемый
фрезерование, состоит из двух вращающихся в противоположных направлениях валков, которые затем нагреваются до
температуры до 350 градусов по Фаренгейту. Расплав вытягивается
в ролики и сплющиваются из-за повышения давления и температуры
наносится валками мельницы. Проходя через ряд роликов, пленка
становится тоньше и шире в зависимости от типа пленки. Однажды
пленка достигла своих окончательных размеров, ее необходимо охладить и
транспортируется на последнюю технологическую стадию намотки. Качество каландрирования
пленки могут варьироваться от экономичных до промежуточных, в которых используется мономерный пластификатор,
до высококачественного, в котором использовался бы полимерный пластификатор.
Преимущества каландрированного винила
- Более жесткая и толстая пленка облегчает обращение с ней
- Отличная производительность на плоских, простых и умеренных кривых
- Более экономичный, чем литая пленка
- Каландрированные пленки имеют более высокую стойкость к истиранию
Как правильно выбрать тип винила
Даже если теперь вы знаете разницу между литым и каландрированным
виниловая пленка, вы все еще можете задаться вопросом, что вы должны выбрать для своего
конкретный проект. Хотя мы вскоре перейдем к мелочам, есть одно хорошее правило.
большого пальца был предоставлен нашими друзьями вАрлон. Короче говоря, когда вы покупаете виниловую пленку, вы хотите подумать, как
часто он будет подвергаться воздействию прямых солнечных лучей. Другими словами, «время на солнце никогда не станет вашим другом, если вы являетесь материалом, выбранным из соображений стоимости, а не долговечности».
Мы все видели потрескавшиеся и выцветшие знаки и наклейки, но чаще всего это
вина не столько качества винила, сколько вина установщика, который
выбрал не ту пленку. Удаление потрескавшейся или обесцвеченной виниловой пленки
Удаление потрескавшейся или обесцвеченной виниловой пленки
шутка и часто может стоить столько же или больше, чем труд и материалы
начальное приложение, так что выбирайте хорошо и не будьте мудрыми и глупыми.Использование литой виниловой пленки
Как мы упоминали выше, литая пленка в значительной степени считается отраслевым премиум-классом.
Если
вы пропустили вышеизложенное, главное и короткое в том, что в процессе литья образуется тонкая пленка — обычно толщиной от 1 до 2 мил. При нанесении пленки на лист пленка остается в более расслабленном состоянии, в результате чего получается прочная, гибкая, податливая и стабильная по размерам пленка, хорошо сохраняющая цвет.
В результате литые пленки идеально подходят для сложных поверхностей, таких как автомобили, и там, где ожидается гладкий законченный вид.
Кроме того, поскольку эти пленки могут производиться небольшими партиями, вы получаете
гораздо более широкий выбор цветов и отделки, чем у каландрированных
фильмы. Одно предостережение при работе с актерскими фильмами заключается в том, что в них обычно
Одно предостережение при работе с актерскими фильмами заключается в том, что в них обычно
клей для высвобождения воздуха для обертывания, что делает их превосходными при обертывании, но менее чем
идеально подходит для наклеек или надписей.Рекомендуемое использование литого винила
- Автомобильные оклейки
- Архитектурная пленка
- Смартфон (iPhone, Android) в упаковке
Рекомендуемые марки литой пленки
- Винил 3M™ серии 1080
- Оберточная пленка Avery SW900 Supreme
- Виниловая пленка Rwraps™
- Виниловая пленка ORACAL серии 970RA
- Гипсовая повязка Arlon SLX™
Использование каландрированной виниловой пленки
Каландрированные пленки идеально подходят для применений, не требующих растягивания пленки или прилегания к контурам.
и сложные кривые. Хотя это может показаться плохим, если вы когда-либо
попытался сделать графику с помощью литой пленки, на которой изображены вкладыши выхода из воздуха, которые вы
знайте, что это не очень хорошая идея, поскольку переносная лента, предназначенная для хранения
интервал не будет прилипать к лайнеру.
- Пленка имеет минимальную усадку по сравнению с каландрированной пленкой благодаря
