
Техническая или армированная пленка — выбираем на стройку
Автор admin На чтение 3 мин. Просмотров 64 Опубликовано
Техническая или армированная пленка — это вид защиты строительных площадок, в котором используется прочный, долговечный материал для защиты рабочих и оборудования от повреждений. Этот тип пленки чаще всего используется в местах, где существует высокий риск несчастных случаев, например, на строительных площадках. На сайте компании Пакленд есть пленка полиэтиленовая техническая https://pack-land.ru/polietilenovaya-plenka/plenka-tekhnicheskaya здесь можно ознакомиться с разнообразием технических пленок. Вы узнаете, что выбор огромен. Пленка полиэтиленовая техническая является наиболее востребованной в различных областях хозяйственной деятельности.
Техническая или армированная пленка для стройки обычно состоит из трех слоев: верхний слой состоит из прочного прозрачного тканевого материала, который действует как барьер для защиты людей и оборудования от падающих предметов и мусора. Средний слой состоит из прочного пластикового листа, способного выдерживать большие ударные нагрузки. Нижний слой состоит из армирующей сетки, которая помогает предотвратить прокол пленки посторонними предметами.
Основное преимущество использования технической или армированной пленки заключается в том, что она обеспечивает эффективную защиту от несчастных случаев. Кроме того, прозрачный тканевый материал на верхнем слое затрудняет доступ к сайту посторонних лиц. Купить армированную пленку вы можете прямо сейчас перейдя на сайт https://pack-land.ru/plenka-armirovannaya. При огромном разнообразии армированной пленки вы обязательно выберете именно ту, которая нужна вам.
Техническая или армированная пленка имеет ряд преимуществ при использовании на строительных площадках. Повышенная прочность и эстетичный внешний вид являются двумя основными преимуществами. Пленка также может обеспечить огнестойкость, что полезно в местах, где пожар является проблемой. Другие преимущества использования технической или армированной пленки для строительных площадок включают в себя возможность создать чистый и профессиональный вид, а также тот факт, что это может сэкономить время и деньги. Более подробно читайте о пленках на сайте https://pack-land.ru
Повышенная прочность и эстетичный внешний вид являются двумя основными преимуществами. Пленка также может обеспечить огнестойкость, что полезно в местах, где пожар является проблемой. Другие преимущества использования технической или армированной пленки для строительных площадок включают в себя возможность создать чистый и профессиональный вид, а также тот факт, что это может сэкономить время и деньги. Более подробно читайте о пленках на сайте https://pack-land.ru
Традиционные строительные пленки изготавливаются из синтетического полимера, обработанного смолой. Смола укрепляет пленку, делая ее прочной и долговечной. Однако этот синтетический полимер также имеет некоторые недостатки. Например, традиционные строительные пленки не обладают очень хорошей прочностью на разрыв. Это связано с тем, что синтетический полимер слаб, когда дело доходит до распада на мелкие кусочки. Кроме того, традиционные строительные пленки не очень водостойкие. Это связано с тем, что пленка плохо впитывает воду и позволяет ей просачиваться через пленку. Наконец, традиционные строительные пленки не очень хорошо работают при низких температурах.
Наконец, традиционные строительные пленки не очень хорошо работают при низких температурах.
Строительные пленки можно укладывать разными способами, но наиболее распространенным является нанесение пленки на существующую поверхность с последующим покрытием ее защитным покрытием. Установка строительных пленок состоит из нескольких этапов: выбор подходящей пленки для вашего проекта, измерение и обрезка пленки по размеру, нанесение пленки, а затем грунтование и покраска.
ПРОИЗВОДСТВО ПЛЕНОЧНО-АРМИРОВАННЫХ БИТУМНЫХ КОНСТРУКЦИЙ
Изобретение относится к производству армированных битумных конструкций, таких как покровные слои или плиты, и особенно асфальтовых дорог, а более конкретно к способу изготовления битумных конструкций, армированных пленкой, состоящей из синтетических нитей или пучков нитей, имеющих специально нанесенный на них клей и на получаемые в результате армированные конструкции, а также на используемую в них пленку, содержащую нити, и способ изготовления таких пленок.
Известен способ армирования битумных материалов, аналогичный данному изобретению. В известном способе изготовления битумно-асфальтовых дорог, в котором все асфальтовое дорожное покрытие состоит из двух последовательных слоев, один из которых наносится через некоторое время после другого, между первым и вторым асфальтовым покрытием предусмотрена относительно крупноячеистая ткань. слои. Эта ткань продается под торговой маркой «Структофорс» и состоит из полиэфирных нитей с поверхностями, на которые нанесен клей.
Кроме того, для получения удовлетворительной адгезии между первым и вторым слоями асфальта битумсодержащую эмульсию после нанесения вышеупомянутой армирующей ткани напыляют на первый слой асфальта. Однако в зависимости от погодных условий распыление битумсодержащей эмульсии обычно затруднено. Кроме того, эта практика требует наличия квалифицированных рабочих для правильного и равномерного нанесения эмульсии.
Настоящее изобретение предпочтительно обеспечивает способ формирования битумных структур, таких как слои покрытия и асфальтовые дороги, который не имеет отмеченных выше недостатков.
Таким образом, в данном изобретении рассматривается способ изготовления армированных битумных конструкций, в котором армирование наносится на один слой битумного материала в виде нитесодержащей пленки, имеющей ячейки или промежутки между пересекающимися нитями или пучками нитей целиком или частично заполнены клеем. Предпочтительно, чтобы пространства были полностью заполнены, чтобы обеспечить большее армирование. При использовании способа согласно изобретению можно отказаться от распыления битумной эмульсии. Это означает не только экономию труда, но и упрощение изготовления асфальтовых дорог.
В соответствии со способом по настоящему изобретению содержащую нить пленку с заполненными сетками просто раскатывают на первый слой асфальта, после чего второй слой асфальта может быть немедленно нанесен на первый слой асфальта, покрытый пленкой. Строительство асфальтовой дороги с армированной пленкой в соответствии с настоящим изобретением может быть выполнено легче и за более короткое время, чем строительство обычной армированной асфальтовой дороги, поскольку в случае известной армированной асфальтовой дороги битум Эмульсия, содержащая эмульсию, обычно должна быть распылена вручную на первый слой асфальта. В результате использования высоких температур асфальта армированная пленка после остывания образует единое целое с двумя слоями асфальта.
В результате использования высоких температур асфальта армированная пленка после остывания образует единое целое с двумя слоями асфальта.
В соответствии с настоящим изобретением преимущественно используют пленку, содержащую клей, в основном состоящий из монтановой смолы, талловой смолы, канифоли или синтетического полимера, имеющего точку размягчения выше 50°С, которая в размягченном состоянии смачивает армирующие нити и смешивается с битумом в битумно-битумных слоях в расплавленном состоянии.
Кроме того, предпочтительно использовать пленку с клеем, содержащим от 5 до 20 весовых процентов смягчающего агента. Особенно благоприятные результаты получаются с мягчителем, который состоит из сополимера винилацетата и этилена.
В соответствии с данным изобретением площадь поверхности ячеек между перекрещивающимися нитями в наносимой армирующей пленке составляет не менее приблизительно 5 мм. 2 .
Настоящее изобретение также относится к покрытиям или асфальтовым дорогам, изготовленным описанным выше способом.
Способ производства пленки, армированной синтетическими нитями, которая должна использоваться при изготовлении покровных слоев или плит, отличающийся тем, что на лист из нитей, например ткани, движущихся по бесконечной ленте, к листу, покрытому клеем, прикладывается давление вниз второй бесконечной лентой, и пропитанный клеем лист или пленка охлаждаются до того, как они покидают бесконечные ленты. Преимущественно на охлажденную пленку, содержащую нить, наносят неблокирующий агент, и пленку сматывают в рулон после того, как она сходит с бесконечных лент.
Устройство для осуществления этого процесса отличается тем, что оно содержит нижнюю и верхнюю приводные бесконечные ленты, средства подачи для нанесения клея, а также средства нагрева и охлаждения, которые проходят друг за другом в направлении движения лент , а также средства подачи полотна нитей и средства отвода пленочного изделия.
Один из вариантов осуществления способа согласно изобретению для изготовления битумных покрытий, в частности, асфальтовых дорог, в котором применяется армирование пленкой, содержащей нити или пучки нитей, а под слоями покрытия предусмотрен подслой, например песок слой, выгодно дополнительно отличающийся тем, что армированная пленка наносится непосредственно на подслой, а на эту пленку наносится один или несколько битумных слоев. Неожиданно было обнаружено, что тяжело нагруженные транспортные средства могут двигаться по армированной пленке и что следы, оставленные в подслое, в этом случае менее глубоки. Это показывает, что эффект, производимый пленкой, сравним с эффектом от стальных полос, ранее использовавшихся для этой цели.
Неожиданно было обнаружено, что тяжело нагруженные транспортные средства могут двигаться по армированной пленке и что следы, оставленные в подслое, в этом случае менее глубоки. Это показывает, что эффект, производимый пленкой, сравним с эффектом от стальных полос, ранее использовавшихся для этой цели.
Также следует понимать, что в случаях, когда асфальтовая дорога изготавливается в два слоя, армированную пленку в соответствии с изобретением можно предпочтительно наносить между двумя последовательными слоями битума или асфальта.
Далее изобретение будет описано со ссылками на прилагаемые схематические чертежи, на которых:
РИС. 1 — армированная пленка с заполненными сетками, вид в перспективе;
РИС. 2 представляет собой поперечное сечение в увеличенном масштабе части пленки;
РИС. 3 показано устройство для изготовления армированной пленки; и
РИС. 4 показывает битумную структуру, изготовленную способом по данному изобретению.
На РИС. 1 полимерная клейкая пленка, обычно обозначенная ссылочной позицией 1, состоит из ткани с относительно крупными ячейками, состоящей из перекрещивающихся пучков нитей 2 и 3, которые показаны пунктирными линиями, поскольку их поверхность полностью покрыта подходящим клеем, таким как монтановая смола. Как видно из фиг. 2 клей не только окружает нити 2 и 3, но и заполняет ячейки 4, т. е. участки или промежутки между пересекающимися нитями. Таким образом получают полимерную пленку 1, имеющую сплошную поверхность и армированную пучками нитей 2 и 3.
1 полимерная клейкая пленка, обычно обозначенная ссылочной позицией 1, состоит из ткани с относительно крупными ячейками, состоящей из перекрещивающихся пучков нитей 2 и 3, которые показаны пунктирными линиями, поскольку их поверхность полностью покрыта подходящим клеем, таким как монтановая смола. Как видно из фиг. 2 клей не только окружает нити 2 и 3, но и заполняет ячейки 4, т. е. участки или промежутки между пересекающимися нитями. Таким образом получают полимерную пленку 1, имеющую сплошную поверхность и армированную пучками нитей 2 и 3.
РИС. 3 показана установка для покрытия ткани, состоящей из перекрещивающихся пучков нитей, клеем для получения армированной полимерной пленки 1. Непокрытая ткань 5 подается с рулона 6 и проходит по приводной нижней бесконечной ленте 7. Из щели 8 на ткань наносится пленка расплавленного клея. Щель проходит по всей ширине ткани и питается по трубопроводу 9 и насосу 10. За щелью 8 на небольшом расстоянии от нее расположена бесконечная лента 11 с верхним приводом, которая оказывает давление вниз на верхнюю поверхность ткани, покрытой клеем. Под первой частью или секцией нагрева лент 7 и 11 расположен удлиненный нагревательный элемент 12, такой как лучистый нагреватель, а под последней частью или секцией охлаждения лент расположен удлиненный охлаждающий элемент 13, такой как охлаждающий змеевик. Нагревательный элемент 12 служит для нагревания ткани, а также для обеспечения правильного прохождения клея между нитями и сетками. Когда ткань, покрытая жидким (т.е. расплавленным) клеем, сжимается между бесконечными лентами 7 и 11, достигается быстрая и надлежащая пропитка. Охлаждающий элемент 13 служит для быстрого затвердевания клея, так что образуется относительно гладкая армированная полимерная пленка, которая не прилипает к двум конвейерным лентам 7 и 11. За лентами расположено дозирующее устройство 14, которое может используется для распыления на пленку 1 неадгезивного агента, например, талька. После прохождения направляющего ролика 15 готовая армированная пленка может быть смотана в рулон 16. Готовая пленка имеет толщину всего в несколько десятых миллиметра (например, от 0,3 до 0,6), так что один рулон может содержать довольно большую длину пленки.
Под первой частью или секцией нагрева лент 7 и 11 расположен удлиненный нагревательный элемент 12, такой как лучистый нагреватель, а под последней частью или секцией охлаждения лент расположен удлиненный охлаждающий элемент 13, такой как охлаждающий змеевик. Нагревательный элемент 12 служит для нагревания ткани, а также для обеспечения правильного прохождения клея между нитями и сетками. Когда ткань, покрытая жидким (т.е. расплавленным) клеем, сжимается между бесконечными лентами 7 и 11, достигается быстрая и надлежащая пропитка. Охлаждающий элемент 13 служит для быстрого затвердевания клея, так что образуется относительно гладкая армированная полимерная пленка, которая не прилипает к двум конвейерным лентам 7 и 11. За лентами расположено дозирующее устройство 14, которое может используется для распыления на пленку 1 неадгезивного агента, например, талька. После прохождения направляющего ролика 15 готовая армированная пленка может быть смотана в рулон 16. Готовая пленка имеет толщину всего в несколько десятых миллиметра (например, от 0,3 до 0,6), так что один рулон может содержать довольно большую длину пленки.
Особенно хорошие результаты получаются при использовании тканей с размером ячеек от 5 до 10 мм. Хотя предпочтительно использовать нити из полиэстера, т.е. полиэтилентерефталат, возможно применение нитей из других синтетических линейных полимеров, таких как полиамиды, например нейлон.
На РИС. 4 ссылочной позицией 20 обозначен один вариант осуществления армированной пленкой битумной конструкции, т.е. участок асфальтовой дороги, полученный способом по данному изобретению. Асфальтовая дорога содержит подложку из песка 21, пленку 22, содержащую нити, изготовленную из полиэфирных нитей и монтановой смолы типа, показанного на фиг. 1, первый слой 23 асфальта, промежуточная армирующая пленка 24 и второй слой 25 асфальта. Как показано, слои асфальта и слой промежуточной пленки 24, который также аналогичен по конструкции пленке 22, соединены вместе как единое целое. масса, закрепленная на подложке пленкой 22.
Следует понимать, что клейкие части пленок 22 и 24 показаны пунктирными линиями, поскольку при контакте с расплавленным асфальтом клей также становится расплавленным и, таким образом, смешивается с асфальтом, так что он диффундирует или смешивается с асфальтом. соседние слои асфальта.
соседние слои асфальта.
Следует понимать, что термин «битум», используемый здесь, включает продукты, которые в технической литературе на английском языке официально называются «асфальтовый битум» или «битум», как определено на стр. 549.Справочника по нефти, опубликованного в 1948 году компанией Shell Petroleum Company Limited. Таким образом, «битум» включает асфальтоподобные углеводороды, такие как асфальт, асфальтиты, асфальтовые битумы, минеральные смолы, минеральные воски, например, озокерит и т.п., которые могут быть твердыми и хрупкими или полутвердыми веществами. Также термины «асфальт» или «асфальт», используемые здесь, должны включать значения, изложенные на упомянутой выше странице 549 The Petroleum Handbook.
Кроме того, следует понимать, что битумные структуры, полученные в соответствии с настоящим изобретением, включают те, которые имеют один или несколько слоев, покрытий, пластин и т.п. из битумсодержащих материалов, которые связаны армированием в виде нитисодержащей пленки. . Кроме того, следует понимать, что выражения «битумсодержащие материалы» или «асфальтовые слои» предназначены для охвата материалов, содержащих битум или асфальт в качестве основы для других веществ, включая заполнители, органические и неорганические наполнители и подобные материалы, обычно используемые в подготовка битумных составов.
. Кроме того, следует понимать, что выражения «битумсодержащие материалы» или «асфальтовые слои» предназначены для охвата материалов, содержащих битум или асфальт в качестве основы для других веществ, включая заполнители, органические и неорганические наполнители и подобные материалы, обычно используемые в подготовка битумных составов.
Синтетические нити, подходящие для целей настоящего изобретения, включают такие волокнообразующие материалы, как полиамиды, полученные из лактамов, например, капролактама, и полиамиды, полученные из диаминов и дикарбоновых кислот, например, гексаметилендиамина и адипиновой кислоты, и полиэфиры, полученные из терефтатиновая кислота или ее производные, образующие сложный эфир, и гликоли, например, полиэтилентерефталат и т.п.
Кроме того, следует понимать, что другие синтетические волокнообразующие материалы, включая полиакрилонитрил и некоторые сополимеры акрилонитрила и подобные синтетические линейные поликонденсированные материалы, могут быть использованы для формирования нитей, используемых для производства пленок, содержащих нити, согласно настоящему изобретению. Как отмечалось ранее, полиэфирные нити являются предпочтительными.
Как отмечалось ранее, полиэфирные нити являются предпочтительными.
Как правило, армирующие нити формируются из комплексных нитей, имеющих относительно высокий денье, например, 1000 или выше, с денье 3 или более.
Как описано выше, клеи, подходящие для изготовления армирующих пленок, содержащих нити, по настоящему изобретению, представляют собой натуральные и синтетические полимеры, имеющие точку размягчения выше 50°С и обычно в диапазоне от 50° до 160°С; которые в размягченном состоянии смачивают армирующие нити и которые в расплавленном состоянии смешиваются с битумом в битумосодержащих или асфальтовых слоях для улучшения сцепления между армирующими нитями и битумными материалами.
Кроме того, следует понимать, что «горная смола» представляет собой смолу, содержащуюся в горном воске и которую можно отделить путем экстракции. Обычно эта смола содержится в монтановом воске в количестве от 25 до 50 процентов по весу. Горный воск получают из лигнита, низкосортного угля, путем экстракции противотоком.
Смола Montan может характеризоваться точкой затвердевания (или точкой размягчения) от 60° до 80°C и чаще температурой затвердевания от 75° до 76°C. Обычно кислотное число этой смолы составляет от 30 до 40, а его число омыления находится в диапазоне от 55 до 65.
Талловая смола, используемая в соответствии с данным изобретением, представляет собой смолисто-кислотную фракцию таллового масла. Эта смола может быть извлечена из таллового масла фракционной перегонкой. Само талловое масло является побочным продуктом при получении сульфатной целлюлозы из древесины сосны. Понятно, что физические и химические свойства, а также состав талловой смолы немного различаются в зависимости от источника и что ее температура размягчения обычно составляет около 73°C. а также древесная смола, и вообще этот натуральный смолистый полимерный материал будет иметь точку размягчения примерно от 100° до 150°С и кислотное число 150 или более.
Предпочтительные нитисодержащие армирующие пленки по настоящему изобретению, которые имеют непрерывную пленочную поверхность и изготовлены из синтетических тканей с размером ячеек или площадью ячеек от 5 до 10 мм 2 , обычно содержат не менее 50 процентов по весу, и обычно примерно от 55 до 75 весовых процентов клея в расчете на общий вес пленки.
Далее изобретение будет понято со ссылкой на следующие примеры:
ПРИМЕР I
В этом примере армирующая пленка, содержащая нить, имеющая конструкцию, показанную на фиг. 1 производится с использованием устройства типа, показанного на фиг. 3. Ткань из нитей полиэтилентерефтата (каждая состоит из двух комплексных нитей по 1000 денье) с размером ячейки или площадью 5 мм. 2 пропускают над нижней лентой устройства и на ткань наносят пленку расплавленной монтановой смолы с температурой затвердевания от 75° до 76°C со скоростью, достаточной для получения пленочного продукта, содержащего приблизительно 60 процентов вес клея. Клей также содержит 10 весовых процентов сополимера винилацетата и этилена в качестве смягчающего агента. Верхний бесконечный ремень оказывает давление вниз на ткань, покрытую клеем, в то время как лучистый нагреватель нагревает клей и ткань до температуры примерно 100°C. После этого пропитанная и покрытая пленкой ткань быстро охлаждается до комнатной температуры, опрыскивается тальком.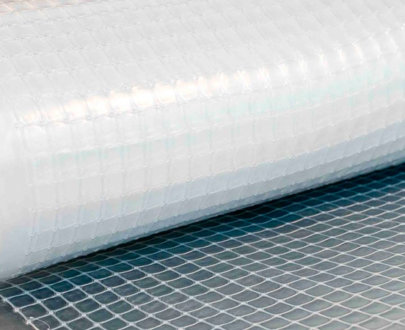 а затем смотать в рулон.
а затем смотать в рулон.
ПРИМЕР II
Пленка, содержащая нити, полученная в примере I, используется для изготовления армированного асфальтового дорожного покрытия. Слой основания из асфальтобетонного материала укатывается до толщины около 7 см. на подслое механически уплотненного песка. Этот фундаментный слой состоит из смеси гравия, песка, низкосортного наполнителя и асфальтобетонного битума 80/100, при этом вес асфальта составляет примерно 5,5 процента от веса всей смеси. После этого армирующую пленку, содержащую нити, полученную в примере 1, наматывают на слой основы; пленку растягивают в продольном и поперечном направлениях и придавливают. Затем на пленку наносят второй слой асфальтосодержащего материала и прокатывают до толщины 7 мм. Этот слой имеет тот же состав асфальта и минеральной массы, что и фундаментный слой. Затем на второй слой асфальтобетона наносится толстый верхний слой, состоящий из щебня, песка и наполнителя среднего класса и асфальтобетонного битума 80/100 (5,5% от массы всей смеси). В этой процедуре слои асфальта обрабатываются при температуре около 145°C.
В этой процедуре слои асфальта обрабатываются при температуре около 145°C.
Установлено, что размерная стабильность этой асфальтовой дороги равна, а иногда и выше, чем у асфальтовых дорог, подготовленных с использованием битумсодержащей эмульсии, но без использования армирующей пленки, содержащей нити. Понятно, что при строительстве этой дороги использовалась только одна армирующая пленка, однако можно использовать армирующую пленку между каждым слоем асфальта или битумсодержащего материала.
УЛУЧШЕННАЯ АРМИРОВАННАЯ ВОЛОКНОМ ПЛЕНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Название:
УЛУЧШЕННАЯ АРМИРОВАННАЯ ВОЛОКНОМ ПЛЕНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Тип и номер документа:
Заявка на патент ВОИС WO/2006/060881
Код вида:
A1
Реферат:
Пленка, армированная волокном, отличающаяся тем, что она состоит из слоя базальтового волокна), которая (2 снабжен по меньшей мере с одной стороны слоем термопластичного материала (3).
Изобретатели:
Boeren Michael (BE)
Номер заявки:
PCT/BE2005/000150
Дата публикации:
15 июня 2006 г.
Дата подачи:
Щелкните для автоматической библиографии
поколение
Правопреемник:
MONDI BELCOAT NV (BE)
BOEREN MICHAEL (BE)
Международные классы:
B32B5/02 ; B32B27/12
Foreign References:
| US20040234744A1 | 2004-11-25 | |||
| US20040235378A1 | 2004-11-25 | |||
| US4374059A | 1983-02-15 |
Другие ссылки:
См. Также ссылки на EP 1691975A1
Адвокат, агент или фирма:
Donné E. (Arenbergstraat 13, Antwerp, BE)
. PDF Help
PDF Help
Претензии:
Претензии .
| 1. | Пленка, армированная волокном, отличающаяся тем, что она состоит из слоя базальтового волокна (2), который снабжен, по крайней мере, с одной стороны слоем термопластичного материала (3) . |
| 2. | Пленка, армированная волокнами, по п.1, отличающаяся тем, что слой базальтового волокна (2) снабжен с обеих сторон слоем термопластичного материала (3), слои которого сцепляются друг с другом через отверстия между базальтовыми волокнами, так что создается матрица из термопластичного материала, состоящего из базальтовых волокон. |
| 3. | Армированная волокном пленка по п. 1 или 2, отличающаяся тем, что она снабжена перфорацией (5). 1 или 2, отличающаяся тем, что она снабжена перфорацией (5). |
| 4. | Пленка, армированная волокнами, по п.1 или 2, отличающаяся тем, что снабжена мембраной (6) по меньшей мере с одной стороны. |
| 5. | Пленка, армированная волокнами, по п.1 или 2, отличающаяся тем, что снабжена связующим слоем (7) по меньшей мере с одной стороны. |
| 6. | 8 Армированная волокном пленка по п.1 или 2, отличающаяся тем, что она снабжена мембраной (6) с одной стороны и связующим слоем (7) с другой стороны. |
7. | Армированная волокном пленка по п.4, отличающаяся тем, что между слоем термопластичного материала (3) и мембраной (6) расположен барьерный слой (9). |
| 8. | Армированная волокном пленка по п.7, отличающаяся тем, что между слоем термопластичного материала (3) и барьерным слоем (9) снабжен связующим слоем (8). |
| 9. | Армированная волокном пленка по п.7, отличающаяся тем, что между барьерным слоем (9) и мембраной (6) расположен связующий слой (10). |
| 10. | Армированная волокном пленка по п. 5 или 6, отличающаяся тем, что связующий слой (7910) в основном состоит, например, из этиленвинилацетата, этиленакриловой кислоты, сополиэфира или сополиамида. 5 или 6, отличающаяся тем, что связующий слой (7910) в основном состоит, например, из этиленвинилацетата, этиленакриловой кислоты, сополиэфира или сополиамида. |
| 11. | Пленка, армированная волокнами, по пп.4, 6, 7 или 9, отличающаяся тем, что мембрана (6) в основном состоит из полиэфирной вискозы, полиэфирной целлюлозы или бумаги. |
| 12. | Пленка, армированная волокнами, по п.1 или 2, отличающаяся тем, что слой термопластичного материала (3) или термопластичная матрица окрашены. |
| 13. | Пленка, армированная волокном, по п. 1 или 2, отличающаяся тем, что слой (2) из базальтового волокна выполнен в виде мата (4) из базальтового волокна. 1 или 2, отличающаяся тем, что слой (2) из базальтового волокна выполнен в виде мата (4) из базальтового волокна. |
| 14. | Способ изготовления пленки, армированной базальтовым волокном, по одному или нескольким предшествующим пунктам, отличающийся тем, что подают слой базальтового волокна (2) и по меньшей мере на одной стороне слоя базальтового волокна (2) обеспечивают слой термопластичного материала (3), после чего напрессовывают и охлаждают слой термопластичного материала (3). |
| 15. | Способ по п.14, отличающийся тем, что после нанесения слоя термопластичного материала (3) с одной стороны и после его прессования и охлаждения наносят слой базальтового волокна (2) со слоем термопластичного материала (3), предусмотренный на нем, переворачивают так, чтобы предусмотренный слой термопластичного материала (3) располагался внизу или практически внизу, после чего на обращенную вверх сторону наносят второй слой термопластичного материала (3) слоя базальтового волокна (2), после чего этот второй слой термопластичного материала напрессовывается и охлаждается. |
| 16. | Способ по п.14, отличающийся тем, что вместе со слоем термопластичного материала (3), полученным посредством экструзии, наносят мембрану (6) посредством коламинирования. |
| 17. | Способ по п.14, отличающийся тем, что вместе с наносимым слоем термопластичного материала (3) наносят связующий слой (7). |
| 18. | Способ по п.14, 15 или 16, отличающийся тем, что после нанесения одного или нескольких слоев термопластичного материала (3), их прессования и охлаждения и, возможно, после нанесения мембраны (6) и/или предусмотрен связующий слой (7), пленка (1) перфорирована. |
| 19. | Способ по любому из пп.14-18, отличающийся тем, что слой термопластичного материала (3) наносят посредством экструзии или соэкструзии. |
Описание:
Улучшенная армированная волокном пленка и способ ее изготовления.
Настоящее изобретение относится к усовершенствованной пленке, армированной волокнами.
Пленки, армированные стекловолокном, которые состоят из слоя стекловолокна, снабженного с обеих сторон слоем полиэтилена, полипропилена или любого другого термопласта, являются общеизвестными.
Возникающая проблема заключается в том, что такие пленки, армированные стекловолокном, менее пригодны для термической переработки.
Точка плавления стекловолокна находится ниже обычной температуры печи для рециркуляции, в результате чего стекловолокно плавится во время термической рециркуляции и прилипает к стенке печи.
Кроме того, известно, что стекловолокно содержит много вредных добавок, которые могут выделяться при термической переработке.
Настоящее изобретение направлено на устранение вышеупомянутых и других недостатков.
С этой целью изобретение относится к пленке, армированной волокнами, которая состоит из слоя базальтового волокна, снабженного, по меньшей мере, с одной стороны слоем термопластичного материала
.
Основным преимуществом является то, что базальт является натуральным продуктом, который можно перерабатывать в соответствующие волокна без каких-либо добавок.
Кроме того, базальт имеет температуру плавления, которая выше, чем рабочая температура обычной печи для рециркуляции, так что, в отличие, например, от стекловолокна, базальтовые волокна не будут плавиться и прилипать к стенке печи для рециркуляции в вредный способ.
Следовательно, пленки, армированные базальтовым волокном, являются надлежащим ответом на необходимость использования материалов, которые можно перерабатывать.
Возможность вторичной переработки и отсутствие вредных добавок очень важны, так как такие пленки часто применяются в салонах легковых и грузовых автомобилей.
Кроме того, по сравнению с пленками, армированными стекловолокном, пленки, армированные базальтовым волокном, с сопоставимой жесткостью на изгиб имеют примерно на 30% меньший вес.
Изобретение также относится к способу изготовления таких пленок, армированных базальтовым волокном, в соответствии с изобретением.
Этот способ заключается в подаче слоя базальтового волокна и в обеспечении слоя термопластичного материала по крайней мере с одной стороны слоя базальтового волокна, после чего слой термопластичного материала прессуется на
и охлаждаемый.
Чтобы лучше объяснить характеристики изобретения, нижеследующий предпочтительный вариант осуществления пленки, армированной базальтовым волокном, с одной стороны, и устройства, с помощью которого способ изготовления пленки, армированной базальтовым волокном, может быть применен к с другой стороны, приведен только в качестве примера, без какого-либо ограничения, со ссылкой на прилагаемые чертежи, на которых:
фигуры с 1 по 5 представляют собой сечения, представляющие различные варианты осуществления улучшенной армированной волокнами пленки согласно изобретению; на фиг. 6 схематически изображено устройство, позволяющее реализовать способ согласно изобретению.
6 схематически изображено устройство, позволяющее реализовать способ согласно изобретению.
На рисунке 1 представлен очень простой вариант осуществления армированной волокном пленки 1 согласно изобретению, которая в основном состоит из слоя 2 базальтового волокна, на который с одной стороны нанесен слой термопластичного материала 3, например, слой полиэтилена. или полипропилен.
Слой 2 базальтовых волокон в этом варианте состоит из рыхлых базальтовых волокон и в значительной степени пронизан термопластичным материалом.
Базальтовые волокна имеют, например, длину от 8 до 10 мм и диаметр сечения около 18,9 мм.0003
микрометр .
На рисунке 2, однако, слой 2 базальтовых волокон образован матом 4.
В этом варианте осуществления слой 2 базальтовых волокон снабжен с обеих сторон слоем термопластичного материала 3, в данном случае изготовленного для например полиэтилен.
Слой базальтового волокна 2 пронизан термопластичным материалом, и оба слоя термопластичного материала 3 прилипают через отверстия между базальтовыми волокнами, так что вместе они образуют матрицу, окружающую базальтовые волокна.
Такая пленка 1 особенно подходит, например, для использования во внутренних помещениях легковых и грузовых автомобилей. Такую пленку 1 лучше всего наносить на подложку, которая может быть соответствующим образом сформирована вместе с нанесенной пленкой.
На фиг.3 представлена пленка 1, армированная базальтовым волокном, которая состоит из слоя 2 базальтового волокна, снабженного с обеих сторон слоем термопластичного материала 3, но в котором, кроме того, предусмотрены перфорации 5.
Такие перфорации 5 особенно подходят для улучшения звукоизоляционных свойств, что особенно важно для применения в салонах транспортных средств.
На фиг.4 представлен вариант воплощения армированной волокном пленки 1 согласно изобретению, при этом слой 2 из базальтового волокна снабжен с обеих сторон слоем термопластичного материала 3, как в варианте, представленном на фиг.2, и при этом, кроме того, предусмотрена мембрана 6 или защитный слой, и при этом на другой стороне пленки предусмотрен связующий слой 7.
Мембрана 6 образует защитную и/или декоративную отделку пленки 1, а связующий слой 7 подходит для крепления пленки 1 к подложке.
Мембрана 6 может, например, состоять из полиэфира, полиэфирной вискозы, полиэфирной целлюлозы или бумаги и т.п.
Связующий слой 7 состоит, например, из этиленвинилацетата, этиленакриловой кислоты, сополиэфира или сополиамида и т.п.
На фиг.5 представлен особый вариант выполнения армированной волокнами пленки 1 согласно изобретению, которая, в частности, образована слоем базальтового волокна 2, выполненным в данном случае в виде ткани, на одну сторону которой нанесен слой термопластичного материала. 3, например слой полиэтилена.
Поверх этого слоя полиэтилена предусмотрен первый связующий слой 8, который изготовлен, например, из модифицированного полиэтилена
, а поверх последнего предусмотрен барьерный слой 9, например, из полиамида.
Поверх барьерного слоя 9 предусмотрен второй связующий слой 10 из полиэтилена, который, наконец, покрыт мембраной 6 или покровным слоем, например, из модифицированного полиэстера.
Барьерный слой 9 можно наносить для предотвращения прохождения связующего материала через пленку 1 во время процесса и/или для того, чтобы задняя часть пленки 1 оставалась закрытой по акустическим причинам, когда пленка 1 применяется, например, в автомобиле вершины.
На фиг.6 схематично показано устройство, позволяющее реализовать способ согласно изобретению.
Представленное устройство основано на катушке 11, на которую надет предварительно изготовленный мат 4 из базальтового волокна. ленту, в нижней части которой создается разрежение, так что из нее вытягивается вода, и в которую во время процесса сушки добавляется связующее вещество, так что получается бумажный слой.
Естественно, такой мат 4 можно получить и другими способами, например путем взаимного переплетения волокнистых нитей, так что получается ткань.
После устройства, как показано на рис. 6, установлено первое экструзионное устройство 12, которое обеспечивает нанесение слоя термопластичного материала 3 на мат из базальтового волокна 4, например полиэтилена, а также катушку 13, на которую наматывается полиэфирная мембрана 6, который расположен поверх слоя термопластичного материала 3.
Все это направляется между резиновым прижимным роликом 14 и металлическим охлаждающим роликом 15 таким образом, чтобы мат из базальтового волокна 4 был в значительной степени пронизан полиэтиленом, и таким образом, чтобы полиэфирная мембрана 6 одновременно ламинировалась на слое термопластичного материала. 3.
Пленка-полуфабрикат затем разворачивается с помощью возвратных шкивов 16 и переносится необработанной стороной ко второму, в данном случае сдвоенному экструзионному устройству 17, и снабжается там слоем термопласта. материал 3 и связующий слой 7, в соответствии с так называемой технологией совместной экструзии.
Пленка-полуфабрикат направляется так же, как и в случае первого экструзионного устройства 12, между резиновым прижимным роликом 13 и металлическим охлаждающим роликом 15. 1 направляется по перфорационному цилиндру 18 для окончательной наматывания на катушку 19.
Понятно, что это устройство лишь иллюстрирует способ
, заключающийся в самом простом варианте в подаче слоя базальтового волокна 2 и обеспечение, по крайней мере, на одной стороне слоя 2 из базальтового волокна слоя термопластичного материала 3, после чего слой термопластичного материала 3 напрессовывается и охлаждается.
Вышеописанное устройство также позволяет впоследствии также обеспечить второй слой термопластичного материала 3 с другой стороны слоя базальтового волокна 2 и вдавить этот слой 3, по крайней мере частично, в слой базальтового волокна 2 и охладить его .
Устройство также позволяет изготавливать мембрану 6 вместе со слоем термопластичного материала 3, который обеспечивается посредством совместного ламинирования, или одновременно обеспечивать связующий слой 7 посредством совместной экструзии.
Понятно, что слои термопластичного материала 3 также могут быть окрашены простым добавлением красителей к основному материалу основного материала, подлежащего экструзии.
Настоящее изобретение никоим образом не ограничивается описанными выше пленками, армированными базальтовым волокном, и описанным способом изготовления таких пленок; напротив, такие пленки согласно изобретению могут быть изготовлены в различных вариантах, оставаясь при этом в пределах объема изобретения.
