
Содержание
Армированная пленка — ООО «ЗАПСИБСТЕКЛОСЕРВИС» Тюмень
Армированная пленка — это трехслойный материал. Пленка получается путем нанесения расплава стабилизированного полиэтилена высокого давления на сетку, изготовленную из полиэтилена низкого давления и пленку-подложку из стабилизированного полиэтилена высокого давления. За счет армирующей сетки армированная пленка приобретает высокую механическую прочность, и вместе с тем остается пластичным материалом.
Прочность многослойных пленок связана и с тем, что в процессе эксплуатации под воздействием физических нагрузок и естественного старения на любой пленке неизбежно возникают трещины, но в данном случае трещины наружного и внутреннего слоев практически не совпадают, они никогда не бывают сквозными. Светостабилизатор, введенный в пленку, также увеличивает срок ее эксплуатации: при круглогодичном использовании армированная пленка служит не менее 3 лет.
Многолетний опыт применения армированных пленок «Загорского опытного завода пластмасс» в разных регионах России: от Ставропольского края до Камчатки — доказал, что пленка выдерживает любые сложные погодные условия: низкие и высокие температуры, порывистый ветер, снег и ливневые дожди. Армированная пленка изготавливается из полиэтилена пищевых марок, поэтому овощные культуры, выращенные под ней, дают экологически чистый урожай. Армированная пленка не является токсичным материалом, использование ее в нормальных комнатных или атмосферных условиях не требует мер предосторожности.
Армированная пленка изготавливается из полиэтилена пищевых марок, поэтому овощные культуры, выращенные под ней, дают экологически чистый урожай. Армированная пленка не является токсичным материалом, использование ее в нормальных комнатных или атмосферных условиях не требует мер предосторожности.
Характеристики армированной пленки:
ТУ 6-49-5761914-287-89
Ширина полотна 2000мм.
Толщина 200 мкм
Ячейка армирующей сетки 12*12
Коэффициент светопропускания 81%
Рабочая температура от -50◦С до + 60◦С
Срок эксплуатации не менее 3 лет без снятия с каркаса
Сельское хозяйство:
►Широко применяется как многолетний укрывной материал для теплиц, парников, грядок с ранними овощами. В данном случае армированная пленка является альтернативой конструкциям из стекла, поликарбоната, но гораздо дешевле данных материалов.
Имея высокую прочность, материал остается легким, эластичным, хорошо пропускающим свет.
►Для укрытия силосных ям, сооружений временных навесов для укрытия от неблагоприятных погодных условий собранных овощей, зерна, сена
Строительство:
►Для защиты фасадов, проемов зданий и строительных зон от воздействия погодных условий. При наружных работах на фасаде здания леса с внешней стороны и сверху обтягиваются армированной пленкой, таким образом фронт работы становится полностью изолированным от непогоды. Благодаря тому, что пленка прозрачная, дополнительного освещения на строительных лесах не требуется.
►При сооружении канализационных каналов и т.п. сооружений, особенно при производстве кладки и бетонировании. Специальная, заранее изготовленная конструкция, устанавливается над частью сооружаемого канала, обтягивается армированной пленкой.
По мере выполнения работ в закрытой зоне навес передвигается по каналу. При необходимости в закрытой части канала создается микроклимат при помощи воздушных нагревателей.
►При строительстве складских помещений облегченного типа для хранения строительных материалов, техники и т. п., навесов, временных укрытий.
п., навесов, временных укрытий.
Промышленность:
►Укрытие техники, материалов
►Прочная упаковка изделий, оборудования
►Для сооружения транспортных галерей, соединяющих несколько корпусов.
►В емкостях для бытового и промышленного мусора в качестве гидроизоляционного материала
МЧС:
►Для экстренного сооружения носилок при катастрофах.
РОЗНИЧНЫЕ ЦЕНЫ:
Армированная пленка 200 мкм. ширина 2,0м — 25м 100,00р. / м.п. (Россия)
Армированная пленка 120 мкм. ширина 2,0м — 25м 80,00р. / м.п. (Китай)
Производство полиэтиленовой пленки, пакетов мешков
О нас в цифрах и фактах С 2007 года Ивановская Полимерная Компания осуществляет производство и оптовую продажу
полиэтиленовой пленки и изделий из нее. Площадь производственных
помещений составляет 5500 м²
Полиэтиленовая плёнка
Толщина пленки ПВД от 30 до 500 микрон. Толщина пленки ПНД от 7 до 50 микрон. Ширина пленки от 15 сантиметров до 7 метров (полурукав). Пленка может быть изготовлена как прозрачной, так и цветной. При использовании различных добавок возможно изготовление пленки с дополнительными характеристиками: скользящей, антискользящей, морозостойкой, светостабилизирующей и др. Подойдет для упаковки товаров разных категорий и размеров. Подробнее
Толщина пленки ПНД от 7 до 50 микрон. Ширина пленки от 15 сантиметров до 7 метров (полурукав). Пленка может быть изготовлена как прозрачной, так и цветной. При использовании различных добавок возможно изготовление пленки с дополнительными характеристиками: скользящей, антискользящей, морозостойкой, светостабилизирующей и др. Подойдет для упаковки товаров разных категорий и размеров. Подробнее
Термоусадочная плёнка
Наша компания производит термоусадочную пленку первого и второго сорта. Главное отличие термоусадочной пленки заключается в способности сокращаться до размеров, соответствующих целевому объекту. Ее сжатие происходит под действием высоких температур. После остывания материал обретает форму упаковываемого продукта. Подробнее
Лента сигнальная / оградительная
Все виды оградительных лент: ЛСЭ, ЛСТ, ЛСК, ЛСВ, ЛСО, ЛСС, ЛСГ. Различных цветов с надписями и без. Ленты оградительные красно-белые и желто-черные, с логотипом и без. Напечатаем на ленте любую информацию. Подробнее
Напечатаем на ленте любую информацию. Подробнее
Чёрная плёнка
Используется как укрывной материал при проведении различных сельскохозяйственных работ: пропаривание грунта, мульчирование почвы, устройство овощехранилищ, прокладке сенажных траншей и т.д. В строительстве черная пленка необходима для гидро- и теплоизоляции строительных конструкций, кровель, фундаментов, подвалов и чердаков, полов и стеновых ограждений. Подробнее
Вторичная стрейч плёнка
Стрейч для ручной упаковки обладает свойствами: относительная величина растяжения (плёнка может быть растянута при обёртывании продукции с обеспечением гарантированного скрепления предмета упаковки без образования в ней разрывов и надрывов), прочность, относительное удлинение в продольном и поперечном направлениях, стойкость к проколу и разрыву, прозрачность, стягивающее усилие. Подойдет для упаковки товара на паллетах. Подробнее
Техническая пленка
Техническая пленка – это изделие из вторичного переплавленного сырья из ПВД с использованием разнообразных добавок (пигмента, стабилизаторов, антистатиков и пр.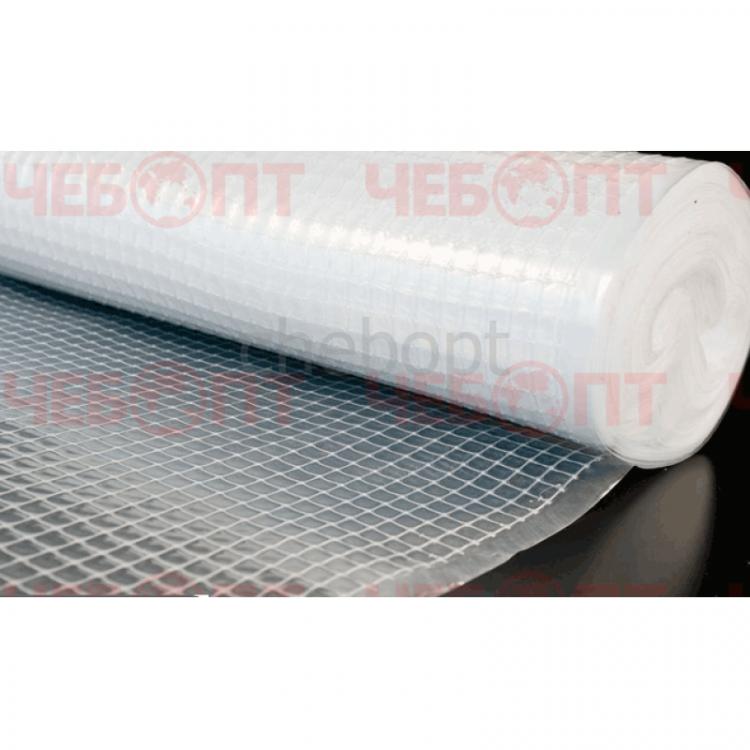 ). Производство пленки не регламентировано ГОСТом. В целом по основным характеристикам изделие похоже на пленку первого сорта, но имеет некоторые отличия. Подробнее
). Производство пленки не регламентировано ГОСТом. В целом по основным характеристикам изделие похоже на пленку первого сорта, но имеет некоторые отличия. Подробнее
Полиэтиленовые пакеты
Наличие фирменной или обычной упаковки в торговой точке является признаком заботы о покупателе. Большинство бизнесменов полагают, что купить для этих целей полиэтиленовые пакеты — значит сделать правильный выбор. Такой вывод имеет под собой веские основания.
Подробнее
Полиэтиленовая пленка вторичная
Вторичная полиэтиленовая пленка – материал, который активно используется в качестве упаковочного материала, обеспечивает высокую герметичность и водостойкость. Подробнее
Полиэтиленовые мешки
Применение полиэтиленовых мешков обширно и разнообразно: начиная от фасовки пищевых продуктов и заканчивая использованием при утилизации мусора и отходов производства. Мешки из полиэтилена – это тайные помощники домохозяек, садоводов, сельхозработников, строителей, перевозчиков, работников химчисток и различных бытовых служб. Подробнее
Мешки из полиэтилена – это тайные помощники домохозяек, садоводов, сельхозработников, строителей, перевозчиков, работников химчисток и различных бытовых служб. Подробнее
Армированная плёнка
Полиэтилен — это достаточно мягкий, эластичный материал. Задача по усилению его прочности решилась с созданием армированной пленки. Подробнее
Воздушно-пузырьковая плёнка
Перед производителями мебели, электроники, дорогих, бьющихся и хрупких изделий не стоит вопрос о том, необходимо ли купить для упаковки своего товара воздушно-пузырьковую пленку. Подробнее
Фальцевание
Сложение краев рукава пленки вовнутрь, когда все сгибы параллельны и обращены во внешнюю сторону.
Глубина фальца до 750 мм. Подробнее
Перфорация полиэтилена
Перфорация полиэтиленовой пленки в некоторых процессах просто незаменима и требуется в обязательном порядке. Изделие в таком случае увеличивает свои прочные свойства, а воздухообмен, которым обладает перфорированная пленка, позволяет использовать в упаковке пищевых продуктов и обеспечивать долгое хранение. Подробнее
Изделие в таком случае увеличивает свои прочные свойства, а воздухообмен, которым обладает перфорированная пленка, позволяет использовать в упаковке пищевых продуктов и обеспечивать долгое хранение. Подробнее
Флексографическая печать
Цех флексографической печати оснащен 3 широкоформатными флексографическими машинами и 1 широкоформатной бобинорезательной машиной
На данных флексографических машинах производится печать от одного до шести цветов. Ширина печати до 1200 мм.Подробнее
Хранение Площадь складских помещений
более 3000 квадратных метров
Патент США на армированную стрейч-пленку и способ ее производства. Патент (Патент № 10,105,935, выдан 23 октября 2018 г.) пластиковые пленки, используемые для обертывания стретч-пленкой, и, в частности, армированная стретч-пленка, используемая для обертывания поддонов и других применений. Изобретение также охватывает армированную стрейч-пленку.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Стретч-пленки хорошо известны, и такие пленки широко применяются, например, для обертывания товаров и изделий различного типа, расположенных на поддоне, при этом пленка полностью или частично покрывает товары или изделия, а также обычно применяется к самому поддону для крепления поддона к предметам, расположенным на нем. Сами пленки обычно изготавливаются из полиэтилена, хотя могут использоваться и другие листовые материалы стретч-пленки.
Сами пленки обычно изготавливаются из полиэтилена, хотя могут использоваться и другие листовые материалы стретч-пленки.
Чтобы снизить стоимость упаковки, желательно использовать как можно меньше стрейч-пленки. Кроме того, чтобы снизить транспортные расходы за счет максимально возможного снижения веса при транспортировке и сведения к минимуму пространства, необходимого для транспортировки, может быть желательно, чтобы пленка была как можно более легкой и тонкой. Однако из-за очевидных соображений безопасности как перевозимого продукта, так и людей и оборудования, используемых при транспортировке, стретч-пленка должна иметь высокую прочность. Все эти проблемы взаимосвязаны, поскольку, как правило, чем меньше пленки вы используете или чем легче и тоньше стретч-пленка, тем меньше ее прочность. Это особенно актуально для более тяжелых грузов (таких как кирпичи, цементные блоки, мешки, бочки, стальные трубы, трубы и т. д.), когда поддоны непрерывно оборачивают стретч-пленкой для удержания груза. В настоящее время проблемы безопасности настолько сильны, что стретч-пленка должна быть обернута более толстым материалом, таким как ремни, сумки или эластичные капюшоны, или для обеспечения безопасности тяжелого продукта используется огромное количество пленки с низким предварительным растяжением. Однако оба этих варианта явно увеличивают стоимость упаковки и/или доставки.
В настоящее время проблемы безопасности настолько сильны, что стретч-пленка должна быть обернута более толстым материалом, таким как ремни, сумки или эластичные капюшоны, или для обеспечения безопасности тяжелого продукта используется огромное количество пленки с низким предварительным растяжением. Однако оба этих варианта явно увеличивают стоимость упаковки и/или доставки.
Таким образом, очевидно, что существует потребность в создании легкой тонкой эластичной пленки, которая обладает высокой прочностью и может создавать большое усилие для нагрузки. Настоящее изобретение предназначено для создания армированной стрейч-пленки, которая решает, по меньшей мере, некоторые из вышеупомянутых проблем.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на армированную стрейч-пленку и способ ее производства. Способ изготовления армированной стретч-пленки включает этапы: получения удлиненного основного листа пластиковой стретч-пленки, имеющего продольную ось; формирование множества шнурообразных удлиненных армирующих элементов; расположение множества шнурообразных удлиненных армирующих элементов на удлиненном основном листе, где шнурообразные удлиненные армирующие элементы проходят вдоль продольной оси удлиненного основного листа; размещение множества накладок из полос пластиковой пленки поверх каждого из шнурообразных удлиненных армирующих элементов, при этом накладки из полос пластиковой пленки параллельны и расположены на расстоянии друг от друга; и прикрепляют накладки из полос пластиковой пленки к шнурообразным удлиненным армирующим элементам и к удлиненному основному листу, чтобы прочно закрепить шнурообразные удлиненные армирующие элементы между удлиненным основным листом и узкими накладками из полос пластиковой пленки. При этом узкие полоски пластиковой пленки накладываются друг на друга, а шнурообразные удлиненные армирующие элементы содержат параллельные удлиненные армирующие полосы, образующие удлиненные промежутки между ними.
При этом узкие полоски пластиковой пленки накладываются друг на друга, а шнурообразные удлиненные армирующие элементы содержат параллельные удлиненные армирующие полосы, образующие удлиненные промежутки между ними.
Армированная стрейч-пленка включает удлиненный основной лист и множество удлиненных усиливающих полос. Удлиненный основной лист изготовлен из пластиковой стрейч-пленки и имеет продольную ось. Множество удлиненных усиливающих полос проходят вдоль продольной оси удлиненного основного листа, расположены по существу параллельно друг другу и образуют между собой удлиненные промежутки. Каждая удлиненная полоса армирования включает в себя: шнурообразный удлиненный армирующий элемент и накладку из узкой полосы полиэтиленовой пленки. Усиливающие элементы прикреплены к удлиненному основному листу и проходят вдоль продольной оси основного листа. Каждая из узких накладок из полоски пластиковой пленки расположена поверх ее шнурообразных удлиненных армирующих элементов. Покрытие из узкой полосы пластиковой пленки может быть прикреплено к шнурообразному удлиненному армирующему элементу и к удлиненному основному листу на противоположных сторонах шнуровидного удлиненного армирующего элемента, чтобы прочно закрепить шнурообразный удлиненный армирующий элемент между удлиненными основной лист и накладка из узкой полоски полиэтиленовой пленки.
Покрытие из узкой полосы пластиковой пленки может быть прикреплено к шнурообразному удлиненному армирующему элементу и к удлиненному основному листу на противоположных сторонах шнуровидного удлиненного армирующего элемента, чтобы прочно закрепить шнурообразный удлиненный армирующий элемент между удлиненными основной лист и накладка из узкой полоски полиэтиленовой пленки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
С целью иллюстрации изобретения на чертежах показана форма, которая в настоящее время является предпочтительной; однако следует понимать, что это изобретение не ограничивается показанными точными схемами и инструментами.
РИС. 1 представляет собой схематический вид в перспективе одного варианта осуществления устройства, осуществляющего один вариант осуществления способа по настоящему изобретению при производстве армированной стретч-пленки по настоящему изобретению.
РИС. 2 представляет собой схематический вид в перспективе одного варианта осуществления устройства, выполняющего один вариант осуществления способа по настоящему изобретению при производстве армированной стретч-пленки по настоящему изобретению.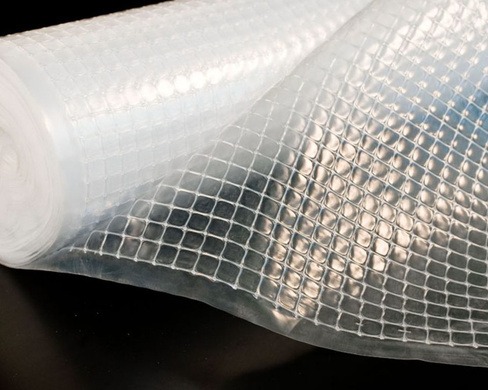
РИС. 3 представляет собой вид в перспективе с окружающей средой одного варианта осуществления армированной стретч-пленки, обернутой вокруг поддона с использованием машины для обертывания стретч-пленкой.
РИС. 4 представляет собой другой вид в перспективе с окружающей средой одного варианта осуществления армированной стретч-пленки, обернутой вокруг поддона с использованием машины для обертывания стретч-пленкой.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ссылаясь на чертежи, на которых одинаковые цифры обозначают одинаковые элементы, на фигурах показан вариант осуществления армированной стретч-пленки 1 (см. фиг. 1-4). Армированная стрейч-пленка 1 может использоваться для упаковки тяжелых материалов на поддон 48 . Тяжелым материалом может быть любой материал, который требуется обернуть на поддоне 48 , включая, помимо прочего, более тяжелые материалы для поддонов, такие как кирпичи, цементные блоки, мешки, бочки, стальные трубы, трубы, другие подобные материалы и т. д. фильм 1 может представлять собой высокопрочную, устойчивую к разрыву стрейч-пленку, способную закреплять такие тяжелые материалы на поддоне 48 . Усиленная стрейч-пленка 1 может позволить пользователю безопасно и надежно обернуть такие тяжелые материалы на поддон 48 с меньшим количеством материала, веса и места без необходимости использования более толстого материала, такого как ремни, сумки или эластичные капюшоны, или огромного количества пленки. Армированная стрейч-пленка 1 обычно может состоять из основного листа пластиковой пленки 10 и несколько усиливающих полос 30 , прикрепленных к основному листу 10 . Эти компоненты и способ изготовления армированной стрейч-пленки 1 более подробно обсуждаются ниже.
д. фильм 1 может представлять собой высокопрочную, устойчивую к разрыву стрейч-пленку, способную закреплять такие тяжелые материалы на поддоне 48 . Усиленная стрейч-пленка 1 может позволить пользователю безопасно и надежно обернуть такие тяжелые материалы на поддон 48 с меньшим количеством материала, веса и места без необходимости использования более толстого материала, такого как ремни, сумки или эластичные капюшоны, или огромного количества пленки. Армированная стрейч-пленка 1 обычно может состоять из основного листа пластиковой пленки 10 и несколько усиливающих полос 30 , прикрепленных к основному листу 10 . Эти компоненты и способ изготовления армированной стрейч-пленки 1 более подробно обсуждаются ниже.
Удлиненный основной лист 10 может иметь продольную ось и быть изготовлен из любого подходящего материала для стрейч-пленки, включая любые подходящие пластиковые стрейч-пленки. См. фиг. 1-4. В одном варианте осуществления базовый лист 10 может быть изготовлен из полиэтиленового материала, включая, помимо прочего, линейный полиэтилен низкой плотности, также известный как LLDP. Множество усиливающих полос 30 может проходить вдоль продольной оси основного листа 10 . В одном варианте усиливающие полосы , 30, могут быть расположены по существу параллельно друг другу и образовывать удлиненные промежутки между ними. В одном варианте осуществления базовый лист 1 может быть открыт в пространствах, образованных между усиливающими полосами 30 .
См. фиг. 1-4. В одном варианте осуществления базовый лист 10 может быть изготовлен из полиэтиленового материала, включая, помимо прочего, линейный полиэтилен низкой плотности, также известный как LLDP. Множество усиливающих полос 30 может проходить вдоль продольной оси основного листа 10 . В одном варианте усиливающие полосы , 30, могут быть расположены по существу параллельно друг другу и образовывать удлиненные промежутки между ними. В одном варианте осуществления базовый лист 1 может быть открыт в пространствах, образованных между усиливающими полосами 30 .
Каждая из удлиненных усиливающих полос 30 может быть изготовлена из усиливающего элемента 22 и накладка 26 . См. фиг. 1-4. Каждый из усиливающих элементов 22 может представлять собой шнурообразный удлиненный усиливающий элемент 22 , прикрепленный к удлиненному основному листу 10 , и может проходить вдоль продольной оси удлиненного основного листа 10 . Элементы жесткости , 22, в виде шнура могут быть прикреплены к основному листу 10 любыми средствами, включая, помимо прочего, множество линий клеевого шва, статический заряд или другие подобные удерживающие средства. Элементы усиления 22 могут располагаться на расстоянии друг от друга и быть параллельными. В одном варианте осуществления каждый из множества шнурообразных удлиненных армирующих элементов 22 может быть случайно сжатой базовой полосой 16 пластиковой пленки. Эти базовые полоски пластиковой пленки 16 предпочтительно могут быть плоскими, узкими полосками пластиковой пленки, которые легко сжимаются. Каждая из накладок 26 может представлять собой накладки из узких полосок пластиковой пленки, расположенные поверх шнурообразных удлиненных усиливающих элементов 9.0003 22 из них. Узкие накладки из полосок пластиковой пленки 26 могут быть прикреплены к шнурообразным удлиненным усиливающим элементам 26 и к удлиненному основному листу 10 на противоположных сторонах упомянутого шнуровидного удлиненного усиливающего элемента 22 для фиксации.
Элементы жесткости , 22, в виде шнура могут быть прикреплены к основному листу 10 любыми средствами, включая, помимо прочего, множество линий клеевого шва, статический заряд или другие подобные удерживающие средства. Элементы усиления 22 могут располагаться на расстоянии друг от друга и быть параллельными. В одном варианте осуществления каждый из множества шнурообразных удлиненных армирующих элементов 22 может быть случайно сжатой базовой полосой 16 пластиковой пленки. Эти базовые полоски пластиковой пленки 16 предпочтительно могут быть плоскими, узкими полосками пластиковой пленки, которые легко сжимаются. Каждая из накладок 26 может представлять собой накладки из узких полосок пластиковой пленки, расположенные поверх шнурообразных удлиненных усиливающих элементов 9.0003 22 из них. Узкие накладки из полосок пластиковой пленки 26 могут быть прикреплены к шнурообразным удлиненным усиливающим элементам 26 и к удлиненному основному листу 10 на противоположных сторонах упомянутого шнуровидного удлиненного усиливающего элемента 22 для фиксации. вставьте кордовый удлиненный усиливающий элемент 22 между удлиненным основным листом 10 и накладкой из узкой полоски пластиковой пленки 26 . В одном варианте базовый лист 10 может быть полностью открыт в продолговатых пространствах между параллельными продолговатыми усиливающими полосами 30 .
вставьте кордовый удлиненный усиливающий элемент 22 между удлиненным основным листом 10 и накладкой из узкой полоски пластиковой пленки 26 . В одном варианте базовый лист 10 может быть полностью открыт в продолговатых пространствах между параллельными продолговатыми усиливающими полосами 30 .
Усиливающие полосы 30 можно прикрепить к основному листу 10 любым способом. См. фиг. 1-2. В одном варианте осуществления узкие накладки 26 из полоски пластиковой пленки могут быть прикреплены к шнурообразным удлиненным усиливающим элементам 22 и к удлиненному основному листу 10 с помощью соединения. Это соединение может быть любым соединением, включая, но не ограничиваясь этим: статическое электрическое сцепление накладок 9 полоски пластиковой пленки.0003 26 к кордовым, удлиненным усиливающим элементам 22 и к удлиненному основному листу 10 ; ламинирование накладок 26 из полоски пластиковой пленки на шнурообразные удлиненные усиливающие элементы 22 и на удлиненный основной лист 10 ; и/или ультразвуковой сваркой накладок из полоски пластиковой пленки 26 на шнурообразные удлиненные усиливающие элементы 22 и на удлиненный основной лист 10 . В одном варианте осуществления соединение, удерживающее усиливающие полосы 30 с основным листом 30 , может быть комбинацией статического электрического сцепления накладок 26 полос пластиковой пленки с кордовыми удлиненными усиливающими элементами 22 . и к удлиненному основному листу 10 , ламинирование накладок из полос пластиковой пленки 26 к шнурообразным удлиненным усиливающим элементам 22 и к удлиненному основному листу 10 ; и ультразвуковая сварка накладок 26 из полосы пластиковой пленки с кордовыми удлиненными усиливающими элементами 22 и с удлиненным основным листом 10
В одном варианте осуществления соединение, удерживающее усиливающие полосы 30 с основным листом 30 , может быть комбинацией статического электрического сцепления накладок 26 полос пластиковой пленки с кордовыми удлиненными усиливающими элементами 22 . и к удлиненному основному листу 10 , ламинирование накладок из полос пластиковой пленки 26 к шнурообразным удлиненным усиливающим элементам 22 и к удлиненному основному листу 10 ; и ультразвуковая сварка накладок 26 из полосы пластиковой пленки с кордовыми удлиненными усиливающими элементами 22 и с удлиненным основным листом 10
. На фиг. 1-2 показаны различные варианты осуществления способов изготовления армированной стрейч-пленки 1 . Как правило, способ изготовления армированной стретч-пленки включает следующие этапы: изготовление удлиненного основного листа 10 из пластиковой стретч-пленки, имеющего продольную ось; образуя множество шнурообразных удлиненных армирующих элементов 22 ; расположение множества шнурообразных удлиненных армирующих элементов 22 на удлиненном основном листе 10 , где шнурообразные удлиненные армирующие элементы 22 проходят вдоль продольной оси удлиненного основного листа 10 ; размещение множества накладок из полоски пластиковой пленки 26 поверх каждого из шнурообразных удлиненных усиливающих элементов 22 , где накладки из полоски пластиковой пленки 26 могут располагаться параллельно и на расстоянии друг от друга; и прикрепление накладок из полос пластиковой пленки к шнурообразным удлиненным армирующим элементам и к удлиненному основному листу 10 , чтобы прочно зажать шнурообразные удлиненные армирующие элементы 22 между удлиненным базовым листом 10 и узким накладки из пластиковой пленки 26 . При этом накладки из узкой полосы пластиковой пленки 26 и шнурообразные удлиненные усиливающие элементы 22 может содержать параллельные удлиненные усиливающие полосы 30 , которые могут образовывать удлиненные промежутки между ними. В одном варианте осуществления базовый лист 10 может быть изготовлен с полностью открытыми пространствами, образованными между усиливающими полосами.
При этом накладки из узкой полосы пластиковой пленки 26 и шнурообразные удлиненные усиливающие элементы 22 может содержать параллельные удлиненные усиливающие полосы 30 , которые могут образовывать удлиненные промежутки между ними. В одном варианте осуществления базовый лист 10 может быть изготовлен с полностью открытыми пространствами, образованными между усиливающими полосами.
Способ изготовления армированной стретч-пленки 1 может включать стадию формирования множества шнурообразных удлиненных армирующих элементов 22 . См. фиг. 1-2. Множество шнурообразных удлиненных усиливающих элементов 22 может включать любые этапы до или во время сборки армированного эластичного материала 1 для создания таких шнурообразных удлиненных армирующих элементов 22 . В одном варианте осуществления этап формирования множества шнурообразных удлиненных армирующих элементов 22 может включать случайное сжатие множества полос 16 базовой пластиковой пленки, которые предпочтительно могут быть плоскими и узкими, путем произвольного сжатия каждой из полоски пластиковой пленки 16 . Это случайное сжатие может быть выполнено любым средством случайного сжатия. В одном варианте осуществления полоски 16 основной пластиковой пленки могут быть произвольно сжаты для образования шнурообразных армирующих элементов 22 путем вращения собирающего ролика 18 . В другом варианте осуществления полоски базовой пластиковой пленки 16 могут быть произвольно сжаты для формирования шнурообразных армирующих элементов 22 с использованием насадки компрессорного типа во время их транспортировки. В еще одном варианте осуществления могут потребоваться как коллекторные валки, так и сопла компрессорного типа.
Это случайное сжатие может быть выполнено любым средством случайного сжатия. В одном варианте осуществления полоски 16 основной пластиковой пленки могут быть произвольно сжаты для образования шнурообразных армирующих элементов 22 путем вращения собирающего ролика 18 . В другом варианте осуществления полоски базовой пластиковой пленки 16 могут быть произвольно сжаты для формирования шнурообразных армирующих элементов 22 с использованием насадки компрессорного типа во время их транспортировки. В еще одном варианте осуществления могут потребоваться как коллекторные валки, так и сопла компрессорного типа.
Обращаясь конкретно к ФИГ. 2, в одном варианте осуществления множество шнурообразных удлиненных армирующих элементов 22 и множество накладок 26 из полос пластиковой пленки могут быть сформированы из исходного материала 32 . Исходным материалом 32 может быть любой подходящий материал для стретч-пленки, включая, помимо прочего, любой пластиковый стретч-пленочный материал. В одном варианте осуществления эталонный материал 32 может представлять собой полиэтиленовый материал, подобный линейному полиэтиленовому материалу низкой плотности (LLDP). В варианте осуществления, показанном на фиг. 2, основной материал 32 можно разрезать или надрезать для создания основных полос пластиковой пленки 16 , используемых для формирования удлиненных шнурообразных армирующих элементов 22 и накладок из полос пластиковой пленки 26 . Исходный материал 32 может быть разрезан или надрезан любым способом, включая, но не ограничиваясь этим, блок продольной резки 34 , чтобы получить полоски основной пленки 16 множества шнурообразных удлиненных армирующих элементов .
Исходным материалом 32 может быть любой подходящий материал для стретч-пленки, включая, помимо прочего, любой пластиковый стретч-пленочный материал. В одном варианте осуществления эталонный материал 32 может представлять собой полиэтиленовый материал, подобный линейному полиэтиленовому материалу низкой плотности (LLDP). В варианте осуществления, показанном на фиг. 2, основной материал 32 можно разрезать или надрезать для создания основных полос пластиковой пленки 16 , используемых для формирования удлиненных шнурообразных армирующих элементов 22 и накладок из полос пластиковой пленки 26 . Исходный материал 32 может быть разрезан или надрезан любым способом, включая, но не ограничиваясь этим, блок продольной резки 34 , чтобы получить полоски основной пленки 16 множества шнурообразных удлиненных армирующих элементов . 22 , и множество накладок 9 из полосок пластиковой пленки.0003 26 . В этом варианте осуществления основные полоски 16 пленки множества шнурообразных армирующих элементов 22 и множество накладок 26 полос пленки изготовлены из одного и того же материала и могут иметь одинаковую ширину. Например, в одном варианте осуществления основной материал 32 может быть разрезан с помощью блока продольной резки 34 на равном расстоянии друг от друга, чтобы получить базовые полосы 16 пластиковой пленки из множества шнурообразных удлиненных армирующих элементов 9.0003 22 и несколько накладок из пластиковой пленки 26 одинаковой ширины. Однако ширина полосок пленки не обязательно должна быть одинаковой, и полоски пленки-основы 16 и накладки 26 могут быть вырезаны или вырезаны из исходного материала 32 различной требуемой ширины.
22 , и множество накладок 9 из полосок пластиковой пленки.0003 26 . В этом варианте осуществления основные полоски 16 пленки множества шнурообразных армирующих элементов 22 и множество накладок 26 полос пленки изготовлены из одного и того же материала и могут иметь одинаковую ширину. Например, в одном варианте осуществления основной материал 32 может быть разрезан с помощью блока продольной резки 34 на равном расстоянии друг от друга, чтобы получить базовые полосы 16 пластиковой пленки из множества шнурообразных удлиненных армирующих элементов 9.0003 22 и несколько накладок из пластиковой пленки 26 одинаковой ширины. Однако ширина полосок пленки не обязательно должна быть одинаковой, и полоски пленки-основы 16 и накладки 26 могут быть вырезаны или вырезаны из исходного материала 32 различной требуемой ширины.
Возвращаясь к РИС. 1, в одном варианте осуществления множество шнурообразных удлиненных усиливающих элементов 22 и множество накладок 9 из полос пластиковой пленки0003 26 может формироваться отдельно перед производством армированной стрейч-пленки 1 . В этом варианте осуществления усиливающие элементы , 22, и накладки , 26, могут быть изготовлены из различных подходящих стретч-пленок, включая, но не ограничиваясь ими, различные пластиковые стретч-пленки, включая различные LLDP.
Этап размещения множества шнурообразных удлиненных усиливающих элементов 22 на удлиненном основном листе 10 может быть включен в способ изготовления армированной стрейч-пленки 10 . Этап позиционирования усиливающих элементов 22 может включать в себя любые этапы позиционирования усиливающих элементов на основном листе 10 . В одном варианте осуществления этот этап может включать в себя прикрепление множества шнурообразных удлиненных усиливающих элементов 22 к удлиненному основному листу 10 , при этом шнурообразные удлиненные усиливающие элементы 22 могут располагаться на расстоянии друг от друга и расположены практически параллельно друг другу. В другом варианте осуществления этап позиционирования множества шнурообразных удлиненных усиливающих элементов 22 на удлиненном основном листе 10 может включать в себя прикрепление множества шнурообразных удлиненных армирующих элементов 22 к удлиненному основному листу 10 посредством линии клейких валиков и/или статического заряда.
В одном варианте осуществления этот этап может включать в себя прикрепление множества шнурообразных удлиненных усиливающих элементов 22 к удлиненному основному листу 10 , при этом шнурообразные удлиненные усиливающие элементы 22 могут располагаться на расстоянии друг от друга и расположены практически параллельно друг другу. В другом варианте осуществления этап позиционирования множества шнурообразных удлиненных усиливающих элементов 22 на удлиненном основном листе 10 может включать в себя прикрепление множества шнурообразных удлиненных армирующих элементов 22 к удлиненному основному листу 10 посредством линии клейких валиков и/или статического заряда.
В способ изготовления армированной стрейч-пленки 10 9 может быть включен этап прикрепления накладок из полос пластиковой пленки 26 к кордовым армирующим элементам 22 и подложке 10 . 0004 . Этап прикрепления накладок 26 к усиливающим элементам 22 и основному листу 10 может включать любые этапы прикрепления накладок 26 . В одном варианте осуществления этот этап может включать в себя: этап удержания накладок из полоски пластиковой пленки на шнурообразных удлиненных армирующих элементах 22 и на удлиненном основном листе 10 с помощью статического электричества; этап ламинирования накладок из пластиковой пленки 26 к кордовым удлиненным усиливающим элементам 22 и к удлиненному основному листу 10 ; этап герметизации накладок 26 из полоски пластиковой пленки к шнурообразным удлиненным усиливающим элементам 22 и к удлиненному основному листу 10 с помощью ультразвукового сварочного аппарата; или их комбинации. В одном варианте осуществления этап прикрепления накладок 26 к усиливающим элементам 22 и основному листу 10 может включать в себя комбинацию: этапа закрепления накладок полоски пластиковой пленки на шнурообразных удлиненных усиливающих элементах 22 и удлиненному основному листу 10 посредством статического электричества; этап ламинирования накладок 26 из полоски пластиковой пленки на шнурообразные удлиненные усиливающие элементы 22 и на удлиненный основной лист 10 ; и этап герметизации накладок 26 полоски пластиковой пленки на шнурообразных удлиненных усиливающих элементах 22 и на удлиненном основном листе 10 с помощью ультразвукового сварочного аппарата.
0004 . Этап прикрепления накладок 26 к усиливающим элементам 22 и основному листу 10 может включать любые этапы прикрепления накладок 26 . В одном варианте осуществления этот этап может включать в себя: этап удержания накладок из полоски пластиковой пленки на шнурообразных удлиненных армирующих элементах 22 и на удлиненном основном листе 10 с помощью статического электричества; этап ламинирования накладок из пластиковой пленки 26 к кордовым удлиненным усиливающим элементам 22 и к удлиненному основному листу 10 ; этап герметизации накладок 26 из полоски пластиковой пленки к шнурообразным удлиненным усиливающим элементам 22 и к удлиненному основному листу 10 с помощью ультразвукового сварочного аппарата; или их комбинации. В одном варианте осуществления этап прикрепления накладок 26 к усиливающим элементам 22 и основному листу 10 может включать в себя комбинацию: этапа закрепления накладок полоски пластиковой пленки на шнурообразных удлиненных усиливающих элементах 22 и удлиненному основному листу 10 посредством статического электричества; этап ламинирования накладок 26 из полоски пластиковой пленки на шнурообразные удлиненные усиливающие элементы 22 и на удлиненный основной лист 10 ; и этап герметизации накладок 26 полоски пластиковой пленки на шнурообразных удлиненных усиливающих элементах 22 и на удлиненном основном листе 10 с помощью ультразвукового сварочного аппарата.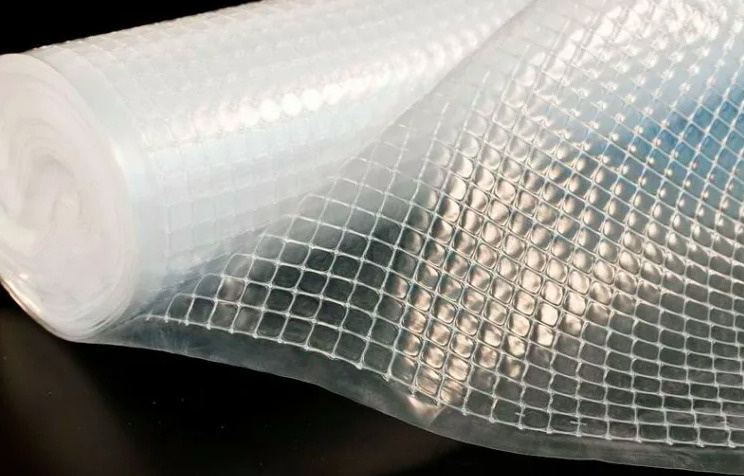
РИС. 1 и 2 показан основной лист стрейч-пленки 9.0003 10 , которым может быть, например, полиэтиленовая стретч-пленка или другой подобный материал стретч-пленки, разматываемый с рулона пленки и транспортируемый влево, как показано на ФИГ. 1 и 2. Над основным листом 10 может быть расположен направляющий ролик для направления рулона стретч-пленки в процессе. Первые полоски пластиковой пленки 16 , которые также могут быть изготовлены из полиэтилена или другого подходящего материала, могут перемещаться по направляющему ролику и вниз к вращающимся собирающим роликам 9.0003 18 . Первые полоски пластиковой пленки 16 могут быть плоскими и узкими. В одном варианте первые полоски пластиковой пленки 16 могут быть изготовлены из линейного полиэтилена низкой плотности, также известного как LLDP. Первые полосы пленки 16 могут быть частично сжаты случайным образом с помощью роликов 18 коллектора. В одном варианте осуществления каждая из случайно сжатых первых полосок , 16, затем может быть введена в сопло компрессора или другое подобное устройство для дальнейшего произвольного сжатия и возможного скручивания. Первые кинопленки 16 могут выходить из вращающихся коллекторных роликов 18 в виде кордовых удлиненных усиливающих элементов 22 . В одном варианте осуществления усиливающие элементы 22 могут быть прижаты к верхней поверхности основного листа 10 первым натяжным роликом 24 . В одном варианте осуществления усиливающие элементы 22 могут быть прикреплены к верхней поверхности основного листа 10 . Усиливающие элементы в виде шнура 22 могут быть прикреплены к верхней поверхности основного листа 9.0003 10 любым способом. Например, в одном из вариантов усиливающие элементы 22 могут быть прикреплены к верхней поверхности основного листа 10 линией клея или клеевых полосок или статическим зарядом.
В одном варианте осуществления каждая из случайно сжатых первых полосок , 16, затем может быть введена в сопло компрессора или другое подобное устройство для дальнейшего произвольного сжатия и возможного скручивания. Первые кинопленки 16 могут выходить из вращающихся коллекторных роликов 18 в виде кордовых удлиненных усиливающих элементов 22 . В одном варианте осуществления усиливающие элементы 22 могут быть прижаты к верхней поверхности основного листа 10 первым натяжным роликом 24 . В одном варианте осуществления усиливающие элементы 22 могут быть прикреплены к верхней поверхности основного листа 10 . Усиливающие элементы в виде шнура 22 могут быть прикреплены к верхней поверхности основного листа 9.0003 10 любым способом. Например, в одном из вариантов усиливающие элементы 22 могут быть прикреплены к верхней поверхности основного листа 10 линией клея или клеевых полосок или статическим зарядом.
Непосредственно после этого на основной лист 10 можно накладывать полоски пластиковой пленки 26 , которые также могут быть изготовлены из полиэтилена или другого подобного материала. Накладки из пластиковой пленки 26 могут быть плоскими и узкими. В одном варианте осуществления накладки 9 из полоски пластиковой пленки0003 26 может быть изготовлен из линейного полиэтилена низкой плотности, также известного как LLDP. В одном варианте осуществления накладки 26 полоски пластиковой пленки могут быть аналогичны полоскам 16 базовой пластиковой пленки, в том числе вырезаны из того же исходного материала 32 . Накладки 26 из полоски пластиковой пленки могут быть наложены поверх, чтобы покрыть шнурообразные армирующие элементы 22 . Накладки 26 полоски пленки могут быть на удлиненном основном листе 9 и взаимодействовать с ним. 0003 10 на противоположных сторонах усиливающих элементов 22 . В одном варианте осуществления для этой цели можно использовать второй натяжной ролик 28 , который также может обеспечивать прочное соединение между основным листом 10 , усиливающими элементами 22 и накладками 26 узких пленочных полос.
0003 10 на противоположных сторонах усиливающих элементов 22 . В одном варианте осуществления для этой цели можно использовать второй натяжной ролик 28 , который также может обеспечивать прочное соединение между основным листом 10 , усиливающими элементами 22 и накладками 26 узких пленочных полос.
Усиливающие элементы 22 и накладки из пленочных полос 26 могут образовывать любое количество удлиненных усиливающих полос 30 на подложке 10 . В одном варианте осуществления усиливающие элементы 22 и накладки 26 из полос пленки могут образовывать три удлиненные усиливающие полосы 30 , как показано в конструкции, показанной на ФИГ. 1. В другом варианте осуществления армирующие элементы 22 и накладки 26 из полос пленки могут образовывать четыре удлиненные армирующие полосы 30 , как показано в конструкции, показанной на ФИГ. 2. В других вариантах усиливающие элементы 22 и накладки из полосок пленки 26 могут образовывать более четырех удлиненных усиливающих полос 30 , включая, помимо прочего, 6, 8, 12 или 16 удлиненных усиливающих полос 30 , или любое другое требуемое количество усиливающих элементов. полосы 30 . Усиливающие полосы 30 могут быть прикреплены к базовой стрейч-пленке 10 с помощью подходящих средств, включая, помимо прочего, ламинирование, статический заряд, клеевое или термическое соединение, ультразвуковую сварку и т.п., их комбинации и т.д. В одном варианте усиливающие полосы 30 можно прикрепить к основному листу 10 , сначала прикрепив накладки 26 к основному листу 10 и усиливающим элементам 22 со статическим зарядом, а затем приклеив пленочные накладки 26 к основанию. основной лист 10 и усиливающие элементы 22 , и, наконец, приклеивание накладок пленки к основному листу 10 с помощью ультразвукового сварочного аппарата. Усиливающие полосы , 30, могут располагаться на расстоянии друг от друга и проходить вдоль продольной оси удлиненного основного листа. В одном варианте усиливающие полосы 30 могут быть параллельны друг другу и определять промежутки между ними.
2. В других вариантах усиливающие элементы 22 и накладки из полосок пленки 26 могут образовывать более четырех удлиненных усиливающих полос 30 , включая, помимо прочего, 6, 8, 12 или 16 удлиненных усиливающих полос 30 , или любое другое требуемое количество усиливающих элементов. полосы 30 . Усиливающие полосы 30 могут быть прикреплены к базовой стрейч-пленке 10 с помощью подходящих средств, включая, помимо прочего, ламинирование, статический заряд, клеевое или термическое соединение, ультразвуковую сварку и т.п., их комбинации и т.д. В одном варианте усиливающие полосы 30 можно прикрепить к основному листу 10 , сначала прикрепив накладки 26 к основному листу 10 и усиливающим элементам 22 со статическим зарядом, а затем приклеив пленочные накладки 26 к основанию. основной лист 10 и усиливающие элементы 22 , и, наконец, приклеивание накладок пленки к основному листу 10 с помощью ультразвукового сварочного аппарата. Усиливающие полосы , 30, могут располагаться на расстоянии друг от друга и проходить вдоль продольной оси удлиненного основного листа. В одном варианте усиливающие полосы 30 могут быть параллельны друг другу и определять промежутки между ними.
РИС. 3 и 4 показан рулон 42 армированной стретч-пленки 1 , удерживаемый обычной машиной 46 для обертывания стретч-пленкой, которая может, например, представлять собой подходящую модель машины для обертывания стретч-пленкой производства Lantech из Луисвилля, Ky. Машина для обертывания стретч-пленкой 46 может оборачивать армированную стретч-пленку 1 по настоящему изобретению вокруг груза на поддоне 48 .
Армированная стрейч-пленка 1 может обеспечить увеличение процента растяжения по сравнению с процентом растяжения только при обеспечении удлиненного основного листа пластиковой эластичной пленки. В одном варианте осуществления армированная стрейч-пленка может обеспечить увеличение процента растяжения по сравнению с процентом растяжения только при обеспечении удлиненного основного листа пластиковой эластичной пленки на величину до 400 процентов. В другом варианте осуществления настоящего изобретения армированная стретч-пленка может обеспечивать увеличение процента растяжения по сравнению с процентом растяжения только при обеспечении удлиненного основного листа из пластиковой стретч-пленки на величину от 150 до 400 процентов. В еще одном варианте осуществления настоящего изобретения армированная стретч-пленка может обеспечить увеличение процента растяжения по сравнению с процентом растяжения только при обеспечении удлиненного основного листа пластиковой стретч-пленки на величину от 250 до 400 процентов. В еще одном варианте осуществления настоящего изобретения армированная стретч-пленка может обеспечивать увеличение процента растяжения по сравнению с процентом растяжения только при обеспечении удлиненного основного листа пластиковой стретч-пленки на величину от 300 до 400 процентов.
Настоящее изобретение может быть воплощено в других формах, не отступая от его сущности и существенных признаков, и, соответственно, ссылка должна быть сделана на прилагаемую формулу изобретения, а не на предшествующее описание, как на указание объема изобретения. Изобретение, иллюстративно раскрытое здесь, может быть реализовано в отсутствие какого-либо элемента, который конкретно здесь не раскрыт.
Характеристики желатиновых пленок, армированных клоазитом Na+ и наноэмульсией, насыщенной эфирным маслом черного перца
. 2021 9 декабря; 13 (24): 4298.
doi: 10.3390/polym13244298.
Тасила Ф да С Саранти
1
, Памела Т. С. Мело
1
, Мигель Серкейра
2
, Фауз А Ауада
1
, Марсия Р де Моура
1
Принадлежности
Принадлежности
- 1 Grupo de Compósitos e Nanocompósitos Híbridos (GCNH), Государственный университет Сан-Паулу (Unesp), Инженерная школа, Илья Солтейра 15385-000, SP, Бразилия.
- 2 Международная Иберийская лаборатория нанотехнологий, Av. Местре Хосе Вейга, 4715-330 Брага, Португалия.
PMID:
34960849
PMCID:
PMC8703369
DOI:
10.
 3390/полим13244298
3390/полим13244298
Бесплатная статья ЧВК
Tascila F da S Saranti et al.
Полимеры (Базель).
.
Бесплатная статья ЧВК
. 2021 9 декабря; 13 (24): 4298.
doi: 10.3390/polym13244298.
Авторы
Тасила Ф да С Саранти
1
, Памела Т. С. Мело
1
, Мигель Серкейра
2
, Фауз А Ауада
1
, Марсия Р де Моура
1
Принадлежности
- 1 Grupo de Compósitos e Nanocompósitos Híbridos (GCNH), Государственный университет Сан-Паулу (Unesp), Инженерная школа, Илья Солтейра 15385-000, SP, Бразилия.
- 2 Международная Иберийская лаборатория нанотехнологий, Av. Местре Хосе Вейга, 4715-330 Брага, Португалия.
PMID:
34960849
PMCID:
PMC8703369
DOI:
10.3390/полим13244298
Абстрактный
Забота о потреблении экологически чистых продуктов мотивировала исследования в области разработки новых материалов. Поэтому пленки на основе природных полимеров используются для замены традиционных полимеров. Это исследование состоит из производства пленок на основе желатина, армированного наноэмульсиями, насыщенными эфирным маслом черного перца, и Cloisite Na 9. 0563 + . Пленки были охарактеризованы паропроницаемостью, механическими и термическими свойствами, поверхностным краевым углом, методами рентгеновской дифракции и сканирующей электронной микроскопии. Отмечено, что пленки, содержащие наноэмульсию, имеют более высокие значения проницаемости и повышение их механической прочности. Добавление наноглины способствовало повышению гидрофобности поверхности пленки и увеличению предела прочности при разрыве примерно на 150 %. Добавление наноэмульсий эфирных масел привело к повышению термостабильности. Присутствие глинистой дисперсии способствовало формированию несколько более шероховатой и зернистой поверхности. Добавление наноэмульсии эфирного масла черного перца привело к увеличению пористости желатиновой матрицы. С помощью рентгеноструктурного анализа удалось сделать вывод, что как полимерно-желатиновая матрица, так и наноэмульсия эфирных масел интеркалированы с дисперсией глины.
Ключевые слова:
биополимерная упаковка; наноэмульсия черного перца; механические свойства; нанокомпозитные пленки.
Заявление о конфликте интересов
Авторы заявляют об отсутствии конфликта интересов.
Цифры
Рисунок 1
Схематическое изображение фильма…
Рисунок 1
Схема подготовки пленки.
фигура 1
Схема приготовления пленки.
Рисунок 2
Сканирующая электронная микроскопия изображений…
Рисунок 2
Сканирующая электронная микроскопия изображений поверхностей пленок, ( A ) – пленка GE, (…
фигура 2
Сканирующая электронная микроскопия изображений поверхностей пленок, ( A ) – пленка GE, ( C ) – пленка GEDA; криогенные изломы, ( B ) – пленка GE и ( D ) – пленка GEDA.
Рисунок 3
Сканирующая электронная микроскопия изображений…
Рисунок 3
Сканирующая электронная микроскопия изображений поверхности пленок, ( A ) – пленка GEP4, (…
Рисунок 3
Сканирующая электронная микроскопия изображений поверхностей пленок, ( A ) – пленка GEP4, ( C ) – пленка GEP4DA; криогенные трещины, ( B ) – пленка GE P4 и ( D )–пленка GE P4DA.
Рисунок 4
( A ) Термогравиметрия (ТГ)…
Рисунок 4
( A ) Кривая термогравиметрии (ТГ) пленок. ( B ) Производная…
( B ) Производная…
Рисунок 4
( A ) Кривая термогравиметрии (ТГ) пленок. ( B ) Кривые производной термогравиметрии (DTG) пленок.
Рисунок 5
( A ) Рентгеновская дифрактограмма…
Рисунок 5
( A ) Рентгеновская дифрактограмма ММТ, GE и GEDA. ( Б )…
Рисунок 5
( A ) Рентгеновская дифрактограмма ММТ, GE и GEDA. ( B ) Рентгеновская дифрактограмма MMT, GEP4 и GEP4DA.
Рисунок 6
Антибактериальная активность нанокомпозита…
Рисунок 6
Антибактериальная активность нанокомпозита методом диско-диффузии: ( А ) — пленка GE;…
Рисунок 6
Антибактериальная активность нанокомпозита методом диско-диффузии: ( А ) – пленка ГЭ; ( B ) — пленка GEDA; ( C ) — пленка GEP4 и ( D ) — пленка GEP4DA.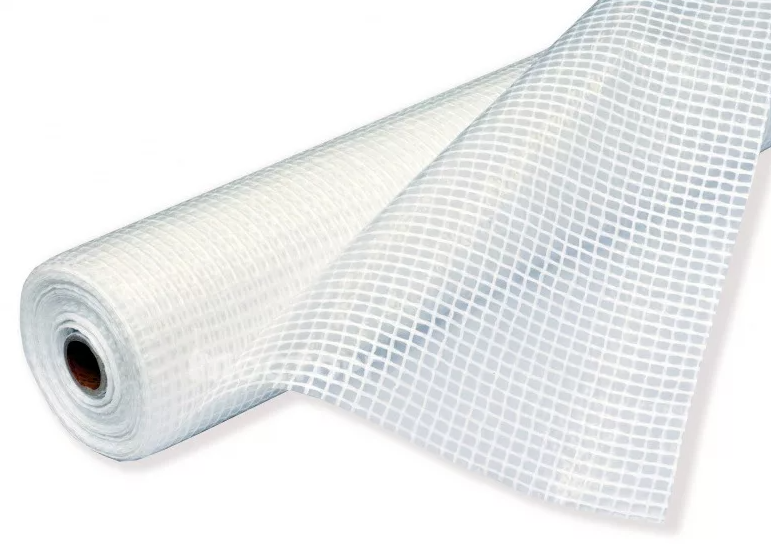 Для каждой пленки использовали четыре образца для определения ореола ингибирования. Зону ингибирования рассчитывали по среднему значению полученных значений ореола.
Для каждой пленки использовали четыре образца для определения ореола ингибирования. Зону ингибирования рассчитывали по среднему значению полученных значений ореола.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Свойства и характеристики нанокомпозитных пленок из желатина кожи тилапии в сочетании с этанольным экстрактом кокосовой шелухи.
Нагараджан М., Бенджакул С., Продпран Т., Сонгтипя П.
Нагараджан М. и соавт.
J Food Sci Technol. 2015 декабрь; 52 (12): 7669-82. doi: 10.1007/s13197-015-1905-1. Epub 2015 13 июня.
J Food Sci Technol. 2015.PMID: 26604342
Бесплатная статья ЧВК.Приготовление и характеристика нанокомпозитных пленок агар/глина: влияние типа глины.
Рим Дж.
 В., Ли С.Б., Хонг С.И.
В., Ли С.Б., Хонг С.И.
Рим Дж. В. и др.
Дж. Пищевая наука. 2011 апр;76(3):N40-8. doi: 10.1111/j.1750-3841.2011.02049.x. Epub 2011 14 марта.
Дж. Пищевая наука. 2011.PMID: 21535851
Влияние вида и содержания модифицированного монтмориллонита на структуру и свойства бионанокомпозитных пленок на основе изолята соевого белка и монтмориллонита.
Кумар П., Сандип К.П., Алави С., Чыонг В.Д., Горга Р.Е.
Кумар П. и др.
Дж. Пищевая наука. 2010 июнь;75(5):N46-56. doi: 10.1111/j.1750-3841.2010.01633.x.
Дж. Пищевая наука. 2010.PMID: 20629893
Влияние экстракта зеленого чая на пленки на основе желатина с добавлением эфирного масла лимона.
Nunes JC, Melo PTS, Lorevice MV, Aouada FA, de Moura MR.
Nunes JC и соавт.
J Food Sci Technol. 2021 янв;58(1):1-8. дои: 10.1007/s13197-020-04469-4. Epub 2020 29 апр.
J Food Sci Technol. 2021.PMID: 33505046
Бесплатная статья ЧВК.Обзор.
Влияние нанонаполнителей на функциональные свойства пленок на основе биополимеров: обзор.
Ямроз Э., Кулавик П., Копель П.
Джамроз Э. и др.
Полимеры (Базель). 2019 12 апреля; 11 (4): 675. doi: 10.3390/polym11040675.
Полимеры (Базель). 2019.PMID: 31013855
Бесплатная статья ЧВК.Обзор.
Посмотреть все похожие статьи
использованная литература
Bendahou D., Bendahou A., Grohens Y., Kaddami H. Новый дизайн нанокомпозита из цеолита и поли(молочной кислоты) Ind. Crops Prod. 2015; 72:107–118. doi: 10.1016/j.
 indcrop.2014.12.055.
indcrop.2014.12.055.—
DOI
Соуза В.Г.Л., Фернандо А.Л. Наночастицы в пищевой упаковке: биоразлагаемость и потенциальная миграция в продукты питания — обзор. Пищевой пакет. Срок годности. 2016; 8: 63–70. doi: 10.1016/j.fpsl.2016.04.001.
—
DOI
Гараванд Ф., Каччиотти И., Вахедикиа Н., Рехман А., Тархан О., Акбари-Алавидже С., Шаддел Р., Рашидинежад А., Неджатян М., Джафарзаде С. и др. Всесторонний обзор нанокомпозитов с наночастицами хитозана для упаковки пищевых продуктов.
 крит. Преподобный Food Sci. Нутр. 2020: 1–34. дои: 10.1080/10408398.2020.1843133.
крит. Преподобный Food Sci. Нутр. 2020: 1–34. дои: 10.1080/10408398.2020.1843133.—
DOI
—
пабмед
Цинь М., Чен С., Сонг Б., Шен М., Цао В., Ян Х., Цзэн Г., Гонг Дж. Обзор биоразлагаемых пластиков и биоразлагаемых микропластиков: еще одна экологическая угроза почвенной среде? Дж. Чистый. Произв. 2021;312:127816. doi: 10.1016/j.jclepro.2021.127816.
—
DOI
Соуза В.

