Коронатор Vetaphone Corona-Plus для экструзии. Устройство коронатора для пленок
Коронатор
 Коронатор представляет собой устройство, осуществляющее активацию пленки коронным зарядом, что необходимо для повышения поверхностного натяжения материала. В процессе активации пленки между поверхностями создает коронный заряд, что повышает адгезивные свойства материала и улучшает сцепление полимера с лаками, красками, клеями и т.д. Таким образом, данное оборудование применимо при нанесении печати, ламинирования и нанесений различных покрытий на материал.
Коронатор представляет собой устройство, осуществляющее активацию пленки коронным зарядом, что необходимо для повышения поверхностного натяжения материала. В процессе активации пленки между поверхностями создает коронный заряд, что повышает адгезивные свойства материала и улучшает сцепление полимера с лаками, красками, клеями и т.д. Таким образом, данное оборудование применимо при нанесении печати, ламинирования и нанесений различных покрытий на материал.
Коронатор для активации пленки
Коронатор для активации пленки активно применяется в различных отраслях промышленности и выполняет ряд важных функций:
- Обеспечивает высокую скорость и равномерность обработки материала.
- Предотвращает возникновение взрывоопасных испарений.
- Позволяет регулировать степень воздействия.
- Способствует сокращению расходов производства (на праймеры и растворители).
 На сегодняшний день ассортимент активаторов пленки включает в себя ряд моделей, имеющий различные габариты (стандартно – 60, 80, 100 см по ширине планки) и мощность (от 1,5 до 20 кВт). В зависимости от характеристик производства, на котором используется активатор, подбираются нужные параметры.
На сегодняшний день ассортимент активаторов пленки включает в себя ряд моделей, имеющий различные габариты (стандартно – 60, 80, 100 см по ширине планки) и мощность (от 1,5 до 20 кВт). В зависимости от характеристик производства, на котором используется активатор, подбираются нужные параметры.
К популярным моделям относятся коронаторы Martignoni (итальянский бренд), осуществляющие двухстороннюю коронную обработку материала.
Модели коронаторов Martignoni
Коронатор Martignoni Coroflex
- Увеличенная скорость прохождения материала.
- Повышенная производительность.
- 14 сегментированных ребристых электродов для повышения стойкости коронного заряда.
- Равномерный и точный воздушный хахор между поверхностью обрабатываемого материала и электродами (благодаря инновационной конструкции коронатора).

Коронатор Martignoni LebelFlex C106
- Предназначен для установки на узкорулонные печатные машины.
- Уникальная технология быстрой замены электродной группы.
- Высококачественные керамические электроды.
- Стандартная комплектация включает в себя 4 электрода, возможна установка 6.

Коронатор Martignoni Plastimetal C109
- Для установки на широкорулонные флексомашины и машины глубокой печати.
- Дизайн "открытые ролики".
- Увеличенная скорость прохода полотна.
- В стандартной комплектации 9 керамических линз
Купить коронатор
Чтобы купить коронатор или получить консультацию по техническим характеристикам устройства и особенностях его работы, обратитесь к специалистам ПроТехно. Кроме того, в каталоге компании вы можете найти запчасти и комплектующие – например, рукава для коронатора (они же силиконовые рукава).
Мы будем рады помочь вам с выбором!pro-tehno.ru
Активатор коронного разряда, корона, коротрон, активаторы
производство
Контакты для заказов активаторов коронного разряда(корона, коротрон):+38 050 4571330 (вабер, ватцап, тел., телеграм)email: [email protected]Возможна поставка по России и СНГМы предлагаем следующие типы активаторов коронного разряда(корона, коротрон):- до 600 мм, 1 кВт - 17000грн- 800 мм, 1,2 кВт - 18000грн- 1000 мм, 1,5 кВт - 20000грн- 1500 мм, 2кВт - 22000грн- 2000 мм, 4кВт - 25000грн- цены даны без механики(только на генераторы), в зависимости от вида полимера(пленка, трубка, панели) цены на механику договорные.
3Д объемный коронатор 2кВт - 40000грн.
Возможно изготовление коронаторов-активаторов по заданным параметрамПодробнее о принципе работы коронаторов и обрабатываемых материалах здесь
Паспорт на коронатор 4кВт здесь
Видео обработки короной пленки 150мм на нашем коронаторе:
Видео процесса короны и повышения адгезии на пористом полимере, испытания с клеем ПВА
Схема работы активатор коронного разряда(корона, коротрон коронатора) на примере пористого ПЭ и вопросы и ответы:
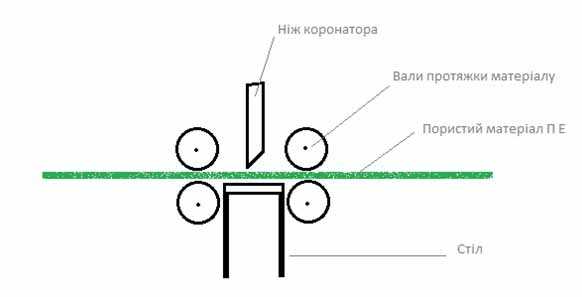
Эскиз коронатора
1. Могут ли валы быть металлическими?- Да, только металлическими и под потенциалом земли.2. Какое расстояние должно быть между ножом коронатора и валами?- Не между ножом и валом, а между ножом и поверхностью материала – 2-3 мм.3. С какого материала должен быть изготовлен нож?- Это не имеет особого значения, но лучше всего нержавейка.4. С какого материала должен быть изготовлен стол?- Металлический.5. Что должно быть заземленным?- Все металлические части станка кроме ножа.6. Если материал будет за ножом коронатора - допускается ли такое?- Допускается.7. Можно ли этим коронатором исполнять коронацию пленочных материалов и с какой толщиной?- Можно, от единиц микрон и до 5 мм.8. Наличие технической документации?- Прилагается принципиальная электрическая схема.9. Наличие инструкций по эксплуатации?- Есть инструкция по эксплуатации.10. Требования по технике безопасности?- Техника безопасности – прежде всего – заземление, и особое значение имеет изоляция высоковольтного провода, а также отвода вытяжной вентиляцией активного озона из зоны активации - это очень опасный газ.11. Какие требования к столу по отношению к ножу (длина, ширина, материал, зазоры и т. п.)?- При нашей мощности коронатора (2 кВт.) материал может быть не шире 800 мм. Зазор 2-3 мм., стол на 50-100 мм. шире материала, длина не имеет значения.12. Как контролировать качество коронации?- Самый лучший безприборный способ - это приклеивание и отрывание скотча на поверхность материала покрытую вашим клеем или краской после их высыхания - если активация слабая, то со скотчем отрывается только клей - если удовлетворительная, то отрывается клей с "мясом как говорят". Конечно, есть специальный маркер для теста на качество активации, но мы не имели возможности работы с ним.
Эксперименты проводились без автоматической механики. Результаты показали что корона повышает адгезию к полимеру для вододисперсионных красок - в результате обычной проверки "коронации скотчем" активированная поверхность вместе с ПВА(краской) и поверхностью материала прилипла к скотчу...
Коронатор (активатор), активатор коронного разряда, корона, коротрон - это устройство для обработки материалов коронным разрядом.Обработка коронным разрядом это самый эффективный способ увеличить поверхностное натяжение любого материала. Результат обработки коронным разрядом незаметен невооруженным глазом, но в действительности, материалы после коронации лучше воспринимают окраску, покрытия и клей.После обработки эффект постепенно уменьшается, если на материал не нанесена краска или покрытие. Степень деградации зависит от молекулярной структуры материала и условий хранения.Самый лучший вариант установки коронатора – в линию с экструдером, печатной машиной или ламинатором. Свежий материал после экструзии более восприимчив к обработке. Удобнее обрабатывать рулонные материалы.Выбор активатора зависит от технологического процесса, в котором устройство должно применяться, типа обрабатываемого материала, его ширины, толщины, температурного состояния и скорости движения обрабатываемого материала. Стоимость коронатора (активатора) напрямую зависит от мощности.Процитировано из источника: http://coronator.ru/publ/1-1-0-8http://coronator.ru/publ/1-1-0-8
Коронирование (обработка коронным разрядом)
Активатор пленки коронным разрядом (корона) предназначен для создания коронного разряда в пространстве между активируемой поверхностью (полиэтиленовой, полипропиленовой, полифановой пленкой и т.д.) и электродом - нагрузкой активатора‚ в результате коронного разряда изменяется молекулярный наружный слой материала для улучшения адгезии с полиграфическими красками.
Принцип работы
Работа генератора, основана на преобразовании низкочастотного сетевого выпрямленного напряжения в импульсы высокого напряжения и повышенной частоты. Оснащен защитой от превышения тока нагрузки, а также обеспечивает плавный выход на заданный режим работы.
Процесс коронирования
Пленочные материалы имеют в своей структуре длинные гомогенные молекулярные цепи, которые образуют прочный и однородный продукт. Для того чтобы обеспечить печать, нанести покрытие или произвести ламинирование, поверхностная энергия пленки должна быть существенно выше энергии, которой обладают печатная краска или клей. Коронный разряд является самым подходящим способом обработки пленочных материалов. Коронный разряд (свечение ионизированного газа) легко контролировать, система создающая коронный разряд является удобной в обслуживании и недорогой в эксплуатации. Во время обработки коронным разрядом электроны вызывают разрушение длинных цепей, приводящее к увеличению свободных связей. Свободные связи образуют карбонильные группы с высокой поверхностной энергией благодаря взаимодействию атомов озона, создаваемых электрическим разрядом. Благодаря разработанному резонансному контуру с системой обратной связи сохраняются важные свойства материала, т.к. электроны воздействуют на слой, толщина которого менее 0,1 мкм. Требуемая мощность генератора зависит от типа материала, обрабатываемой площади пленки. Сейчас накоплены данные почти для любого пленочного материала в широком спектре применения коронного разряда.
Обращаться по тел.:+38 050 [email protected]Применение в флексопечати и флексографии
Открытие собственного шиномонтажа – уверенный шаг к созданию собственного, небольшого, но приносящего стабильную прибыль предприятия. Во-первых, шиномонтажная мастерская не требует больших капиталовложений. Во-вторых, очень легко найти место для размещения данного …
Какие технологии применяются на современных асфальтобетонных заводах, и что требуется для запуска установки — читайте в нашем материале.
Мороженое – это сладкое замороженное лакомство, производимое на основе молочных продуктов (или же жиров и белков), с внесением различных добавок. Производят мороженое закаленное и мягкое. Как правило, первое продается в …
msd.com.ua
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ О КОРОНАТОРЕ - Это полезно - Ссылки и статьи
Коронатор FAQ
Что такое КОРОНАТОР?
КОРОНАТОР® это название устройств для обработки материалов коронным разрядом.
Что такое обработка коронным разрядом?
Обработка коронным разрядом это один и самых эффективных способов увеличить поверхностное натяжение любого материала. Результат обработки коронным разрядом незаметен невооруженным глазом, но в действительности, материалы после Коронатора лучше воспринимают окраску, покрытия и клей.
Как КОРОНАТОР® работает?
Материал подвергается облучению коронным разрядом в результате поверхность активируется. Более подробная информация в разделе http://coronator.ru/publ/1-1-0-6
Сколько стоит мой КОРОНАТОР®?
Стоимость оборудования напрямую зависит от мощности. Определяющими факторами являются: скорость движения материала, ширина обработки, количество сторон обработки и восприимчивость материала к обработке Коронатором.
Как долго сохраняется эффект обработки?
После обработки эффект уменьшается постоянно, если на материал не нанесена краска, клей или покрытие. Степень деградации зависит от молекулярной структуры материала и условий хранения.
Где установить КОРОНАТОР® для пленок?
Самый лучший вариант установки – в линию с экструдером, печатной машиной или ламинатором. Свежий материал после экструзии более восприимчив к обработке. Удобнее обрабатывать рулонные материалы.
Какие типы материалов могут быть обработаны?
Чаще всего обрабатываются полиэтилен, полипропилен, нейлон, винил, поливинилхлорид, ПЭТ, металлизированные поверхности, фольга, бумага, картон.
Поможет ли КОРОНАТОР® мне?
Сообщите нам о своей проблеме с адгезией - постараемся предложить эффективное и недорогое решение. Тестирование образцов для клиентов – бесплатно. Позвоните нам сегодня +7 3812 595-101 или отправьте запрос через форму обратной связи.
coronator.ru
AFScorona - Практические советы
Содержание.
Определения
Энергия
Это величина или порция коронного разряда для определенной пленки. Здесь учитываются рабочая скорость, ширина полотна и приложенная мощность.
Мощность
Характеризует мощность на сантиметр линии коронного разряда. Эта информация крайне важна для оценки плотности разряда и как оценочный критерий температуры корнного разряда, приложенного к пленке.
Что означает доза коронного разряда?
Это определнное количество электрической энергии приложенной к ролевому материалу. Используя этот параметр, можно рассчитать повышение поверхностной энергии или размеры системы коронной обработки для определенной задачи.
Например:
Система и технические данные:
| Ширина обработки, мм | 1600 |
| Количество сторон обработки | 2 |
| Максимальная скорость пленки, м/мин | 100 |
| Макс. мощность генератора, Вт | 4000 |
| Тип электродов, количество | Сегментные, 3-линейные |
| Макс. мощность генератора | 4000 | |||||
| Доза коронного разряда | = | = | = | 12.5 Вт*мин/м2 | ||
| Макс. Скорость*Макс. Ширина*Количество сторон | 100*1.6*2 |
Обработка
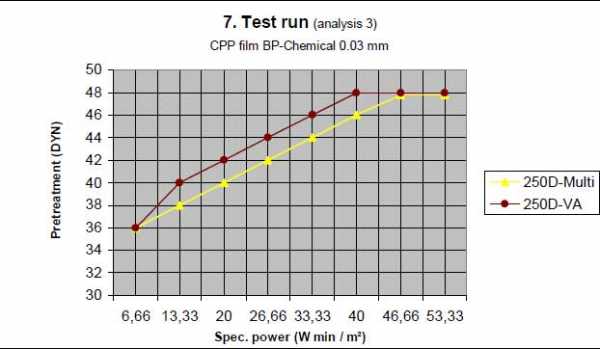
Для каждого типа пленки требуются свои условия активации. Следующая диаграмма иллюстрирует особенности обработки различных материалов.
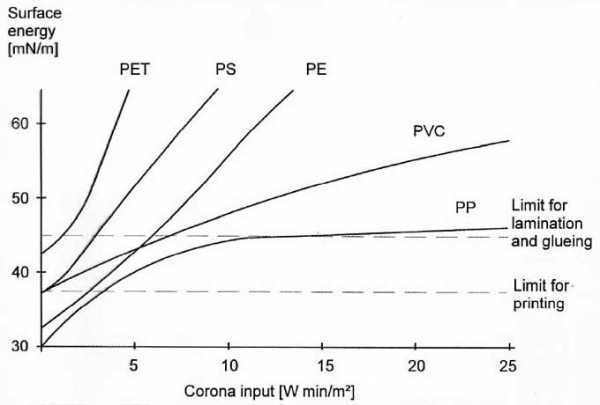
Также необходимо иметь в виду, что PET, например, обычно не нуждается в обработке для последующей печати на ней, так как уровень поверхностного натяжения необработанной PET пленки выше необходимого уровня для печати.
Что происходит в процессе обработки коронным разрядомом?
Рассматривая ATR спектр необработанной машина для обработки коронным разрядомом пленки, можно распознать в дифференциальном спектре, что где-то около значения 1700 возникает новый пик, который типичен для двойных связей углеродистого кислорода.Это ведет к предположению, что существующая C=O группа (именуемая карбонильной или карбоксной группой) ответственна за адгезивные свойства.
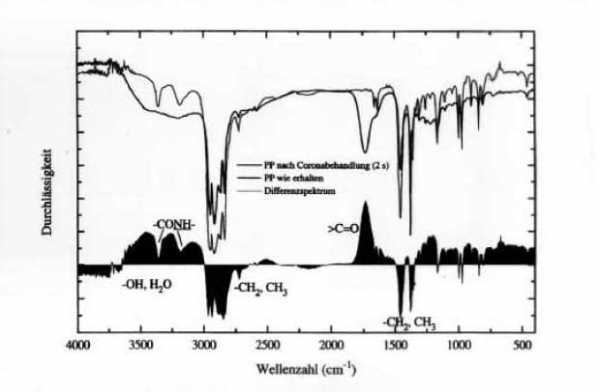
ATR спектр PP до и после обработки машина для обработки коронным разрядомом, включая дифференциальный спектр.
Для того, что бы подтвердить это предположение, концентрация кислорода в пропорции к углероду была измерена в соответствии с приложенной дозой коронного разряда. И получается, что поверхностное натяжение и концентрация C/O кореллируют в значительной степени.
Однако, окисление - не единственная часть очень сложного и большого процесса. Обработка материала машина для обработки коронным разрядомом в азотной атмосфере, где окисление в значительной степени отсутствует, также приводит к повышению поверхностной энергии, которая показывает, что происходят и другие рективные процессы.
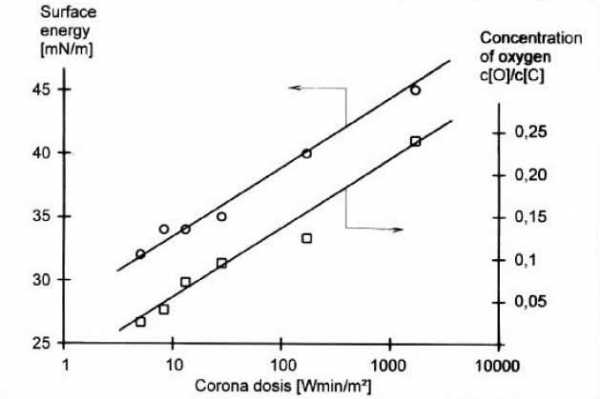
Повышение концентрации кислорода и адгезивных свойств после обработки машина для обработки коронным разрядомом.
Эффект обратной обработки, проблемы и решения.
Ионизированный воздух между пленкой и валом снижает эффект обработки машина для обработки коронным разрядомом. Этот воздух ионизирован коронным разрядом в ту же самую сторону, как и воздух с внешней стороны. В местах, в которых воздух попадает между валом и пленкой происходит обратная коронация. Термин «сквозная обработка» не совсем точен, хотя и широко используется. Причины появления этого воздуха под пленкой различны:
Эффект Вентури
Быстро движущееся полотно переносит массы воздуха вдоль движения полотна с обеих сторон. Этот процесс усиливается в каждом из мест соприкосновения пленки и валов и тоже самое происходит с коронационным валом. Прижимной вал, который выдавливает воздух, позволяет устранить этот эффект. Однако следует придерживаться рекомендация – в каждом индивидуальном случае необходимо тщательно исследовать проблему, что бы не возникло каких-либо других побочных эффектов.
Износ поверхности вала
Как правило коронационный вал покрыт специальным силиконовым рукавом. Это силиконовое покрытие имеет относительно низкую эластичность. Это довольно легко ведет к повреждению вала вследствие недостаточного ухода за ним. Наличие прижимного вала особенно важно в случае, если коронационный и прижимной валы недостаточно чистые. Если вмятины и насечки на ролях видны или чуствуются наощупь, тогда пленка не прилегает к валу достаточно плотно и воздух начинает попадать между валом и пленкой, что ведет к эффекту, описанному выше. Единственный способ это исправить это – замена покрытия. В редких случаях, можно обойтись шлифовкой, но не более 0.2 мм от диаметра вала.
Локальный перегрев
Неориентированная PP пленка имеет тенденцию к скручиванию из-за высокой температуры в месте коронного разряда. Возникающие дефекты имеют следующий вид – полосы шириной 5-10 мм идущие вдоль протяжки по машине, иногда несколько скошенные. Расстояние между полосами – 10-30 мм. Эти полосы могут быть невидимы сразу, но их можно обнаружить под определенным углом к свету. Эта волнистость ведет опять же к плохому прилеганию пленки к валу и к эффекту, описанному в начале. Охлаждение обрабатывающего вала и/или распределение мощности по большей длине для предотвращения перегрева улучшают ситуацию. Правильная ориентация электродов, их параллельность относительно вала, также влияет на ситуацию.
Факторы, указывающие на проблемы:
Наблюдаем: обратный эффет появляется даже при небольшой мощности Причина: Эффект Вентури – воздух попадает между валом и пленкой
Наблюдаем: обратный эффект появляется на высоких мощностях Причина: локальный перегрев пленки, видны постоянные каплевидные деформации на пленке. Практический совет – для обычной рабочей скорости и тонкой пленки использовать примерно 1 Вт/см max. для обычных мульти-электродов и примерно 4 Вт/см max. для 12 мм круглых электродов из нержавеющей стали.
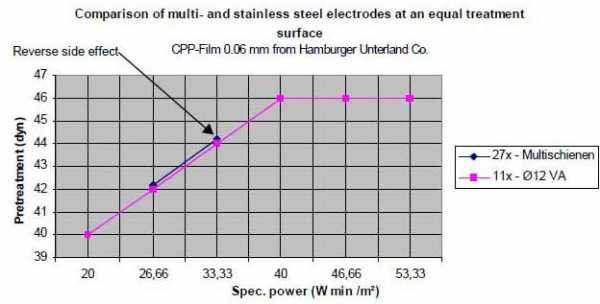
Влияние материала электродов устройства для обработки коронным разрядом
Круглые электроды из нержавеющей стали в сравнении с с алюминиевыми мульти-электродами, имеют преимущества при обработке PP – отсутствует обратный эффект на высоких мощностях обработки, более высокая эффективность. Это хорошо видно в следующей диаграмме, где обычные электроды и электроды из нержавеющей стали сравниваются напрямую.
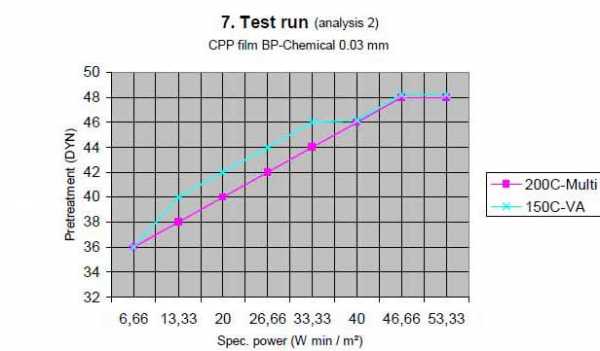
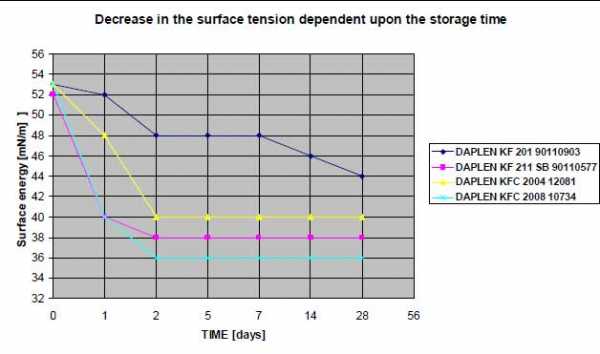
Стабильность результатов обработки машина для обработки коронным разрядомом во времени
В данном случае машина для обработки коронным разрядом почти не влияет на процесс. В-основном на эту стабильность влияет фактор материала пленки. На это указывает, например, исследование фирмы Borealis, результаты которого приведены ниже.
Однако, надо заметить, что и излишне широкое распределение мощности разряда также является недостатком, т.к. в этом случае материал будет лишь немного «пощекочен» за самую верхнюю поверхность и это факт, что хороший результат обработки, измеренный непосредственно сразу после коронации, спустя несколько дней почти исчезает при использовании определнных материалов.
Устранение проблемы озона и электростатики
Как было ранее упомянуто, быстро движущаяся пленка перемещает вместе с собой и воздушные массы. Этот воздух содержит большое количество озона возникшего в результате коронного разряда. Специальная геометрия выводных каналов позволяет выводить возникающие потоки воздуха вместе с озоном. Однако, что в некоторых системах озон не устраняется полностью, несмотря на значительные усилия по его выводу с пленки при ее слабом натяжении. Несмотря на то, что окружающий воздух в системе не содержит озона, на частях машины может возникнуть коррозия, особенно в области валов. Озон так прочно держится на пленке, что сразу убрать его полностью нельзя, однако, в дальнейшем, проходя по валам и контактируя с ними, озон освобождается.
Неоспоримый факт, что коронный разряд несет сильный электрический заряд на PP полимерную пленку. И это не простой заряд, полученный, к примеру, вследствие трения. Здесь это более «замороженный» заряд. Если измерить потенциал электродов с помощью осциллоскопа, можно заметить небольшой сигнал, что означает наличие однополярного статического заряда. Это объясняет высокую силу притяжения молекул озона к поверхности пленки. Эти заряженные частицы так сильно прикреплены к пленке, что могут быть убраны или нейтрализованы только очень большими усилиями. Этот статический заряд также снижает возможности к наматыванию cast PP пленок.
Устранению этой проблемы способствует новое устройство электродов устройства для обработки коронным разрядом. Коронный разряд производится внутри устройства с одновременно проходящим сквозь устройство воздухом или другим газом. Этот газ выводится из разрядного отверстия в виде так называемой плазмы. Лабораторные опыты с этим устройством (Plasma-Jet или Corona-Jet) показали, что даже сильный заряд на пленке может быть снят таким образом. Для широких поверхностей может использоваться линейка их таких устройств.

afscorona.ru
Коронаторы - обработка короной различных материалов
Коронаторы
По материалам журнала «Флексо Плюс» №3 (27), июнь 2002 г., автор статьи: Ю. Лукин, «Лесбуммаш» (С.-Петербург)
Обработка поверхности материалов коронным разрядом
Как правило, пластики имеют химически инертную и непористую поверхность с низким поверхностным натяжением, что затрудняет образование связей с подложками, печатными красками, покрытиями и клеями. В семействе пластиков самую низкую поверхностную энергию имеют полиэтилен и полипропилен. Именно они чаще всего подвергаются обработке для улучшения их адгезионных свойств.
Однако в поверхностной обработке нуждаются не только два эти материала. Она может использоваться для повышения адгезионных свойств практически всех пластиков, а также некоторых других материалов. Два неполимерных материала, которые чаще всего подвергают поверхностной обработке — это фольга и некоторые виды бумаги. Адгезионные свойства всех субстратов — пластиков, пленок, бумаги и фольги улучшаются, если в процессе изготовления их обработать.
Рис. 1. Поверхностное натяжение
Цель поверхностной обработки — увеличить смачиваемость поверхности, улучшая таким образом ее способность к образованию связей с растворителями, клеями, красками, лаками и материалами для экструзионного покрытия. Чтобы поверхность хорошо смачивалась жидкостью, поверхностная энергия пластика должна быть выше поверхностного натяжения этой жидкости. Поверхностная энергия измеряется в динах на сантиметр. В идеале поверхностная энергия пластика должна быть на 7–10 дин/см выше, чем поверхностное натяжение растворителя или жидкости. Например, печатная краска с поверхностным натяжением 30 дин/см не может в достаточной мере соединиться с материалом, поверхностная энергия которого меньше 37–40 дин/см (рис. 1).
Согласно традиционному взгляду, предварительно обработанный материал не требует дополнительной встроенной системы обработки при использовании печатной краски на растворителях. Однако многие полиграфические компании пришли к выводу, что включение поверхностной обработки в технологический процесс имеет несколько преимуществ. Обработка поверхности в потоке с печатью позволяет, благодаря более сильной адгезии и смачиванию краской, добиваться устранения белых точек на плашках и цветовых переходах и получать лучшее качество печати в целом. Материалы с более высокой поверхностной энергией могут потребовать повторной обработки коронным разрядом, чтобы получить необходимую адгезию.
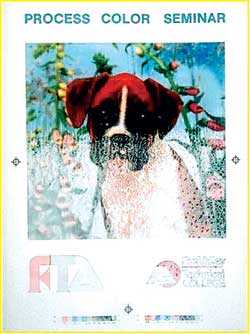
Рис. 2. Этот мотив напечатан на основе, обработаннойтолько в верхней части
Способы увеличения поверхностного натяженияСуществуют четыре метода обработки поверхности с этой целью:
коронный разряд;
кислотное или плазменное травление;
огневая обработка;
грунтовка.
Грунтовка все еще часто используется в отдельности или в сочетании с обработкой коронным разрядом. Другой метод, применяемый почти исключительно при нанесении экструзионных покрытий — обработка озоном.
Огневая обработка и травление часто используются для литых или выдутых деталей. Огневую обработку пленок и бумаги почти полностью вытеснила обработка коронным разрядом.
Что такое обработка коронным разрядом?Система обработки коронным разрядом, как уже говорилось, предназначена для повышения поверхностной энергии полимерных пленок, фольги и бумаги с целью увеличения смачиваемости и адгезии к печатным краскам, покрытиям и клеям. Проходя сквозь корону, поверхность пленки окисляется, а поверхностная энергия возрастает. В результате обработанный материал демонстрирует более высокие печатные и адгезионные свойства, а также более высокую прочность ламинирования.
Система состоит из двух основных элементов:
блок питания,
установка для обработки.
Систему обработки коронным разрядом в самой простой форме можно сравнить с конденсатором (рис. 3). Напряжение подается на верхнюю обкладку, в роли которой выступает электрод. Диэлектрическая часть конденсатора в системе обработки коронным разрядом состоит из покрытия валика, воздуха и субстрата. Роль последнего компонента — нижней обкладки — здесь играет заземленный валик. При работе системы нарастающее напряжение ионизирует воздух в воздушной прослойке, создавая коронный разряд на поверхности субстрата, проходящего по заземленному валику.
Рис. 3. Схема системы коронной обработки
Блок питания установки генерирует электроэнергию высокого напряжения и высокой частоты, которая проходит через электродный узел в воздушную прослойку и создает ионизированное поле, или коронный разряд. Блок питания работает на стандартном бытовом электрическом токе (50/60Гц), преобразуя его в одно-фазный ток более высокой частоты (10–30 кГц), который через трансформатор высокого напряжения подается на установку для обработки коронным разрядом. Одна из важных характеристик, о которых сообщают производители установок, это показатель стабильности, то есть способность блока питания работать при падении напряжения в сети, по-прежнему создавая ровную корону. Это свойство может быть полезно при обработке самых разных материалов. Дополнительная характеристика — «соответствие нагрузке», то есть способность блока питания автоматически приспосабливаться к нагрузке. Это важно, если планируется замена старого блока питания на новый.
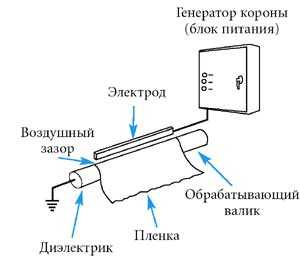
Рис. 4. Система коронной обработки с цельнымпластинчатым электродом
Обрабатывающая установка воздействует на материал электрической энергией, генерированной блоком питания, в виде короны через воздушную прослойку. Электроды и заземленный валик — самые важные элементы установки. Ее конструкция позволяет разместить практически в любом месте печатной машины. Современные блоки питания эффективны и компактны. Электроды в виде керамической трубки предоставляют большие возможности: на сегодня это лучший выбор при печати красками на растворителях.
Конструкции электродовОдной из самых ранних конструкций электрода была простая проволока, протянутая параллельно заземленному валику, который был покрыт диэлектриком — например, оболочкой из полиэстера. Проволочный электрод отвечал своему назначению, но создавал такую узкую корону, что время выдержки, то есть время, в течение которого субстрат фактически находился в зоне действия короны, было чрезвычайно коротким. Кроме того, уровень приложенной мощности существенно ограничивался диаметром поперечного сечения проволоки и ее способностью рассеивать тепло, выделяющееся во время обработки. Озон, который всегда образуется в воздушной прослойке, необходимо было удалять из рабочей зоны.
Другая ранняя форма электрода — стержень с резьбой. Он обеспечивал более длительное время выдержки, но из-за неровности поверхности обработка субстрата была неравномерной в поперечном направлении. Корона была более интенсивной в острых точках электрода, поэтому в тех местах, где резьба находилась ближе к субстрату, степень обработки была выше.
Электроды в виде прямой металлической пластины используются по сей день (рис. 4). Эта конструкция обеспечивает равномерную обработку субстрата в поперечном направлении, но каждый раз при замене полотна новую пластину приходится обрезать по длине, чтобы она соответствовала ширине полотна. Это неудобно для оператора и требует запаса электродов разной длины.
Чтобы устранить необходимость обрезать электрод, пластины разрезают на сегменты и монтируют на стержень так, чтобы можно было отодвинуть сегменты от заземленного валика, приведя длину электрода в соответствие с шириной полотна. Сегодня используется множество таких электродов.
Такая конфигурация имеет несколько достоинств и недостатков. Если сегментированный электрод (рис. 5) закреплен прямо над валиком, его сегменты сдвигают, когда по валику проходит складка или место склейки, толщина которых больше, чем воздушная прослойка, и возвращают на место после их прохождения. В более ранних конфигурациях толстое место склейки могло повредить электрод при соприкосновении с ним.

Рис. 5. Система с сегментированным электродом
Другое преимущество — центральные сегменты можно поднимать, что позволяет обрабатывать узкие полосы пленки. Однако с этим преимуществом связан и недостаток. Он заключается в том, что озон, образующийся в зоне короны, быстро образует отложения оксида алюминия между сегментами, приводя к тому, что они остаются в нерабочем положении. Эту проблему можно в какой-то мере решить путем нанесения на электрод твердого покрытия или анодированием сегментов. Другое усовершенствование — использование нержавеющей стали в качестве материала электрода, что практически исключает застревание сегментов или деформацию электрода.
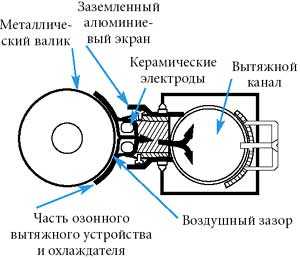
Рис. 6-1. Системы с электродами в виде керамической трубки
Последний недостаток этой конфигурации — вероятность неравномерной обработки в поперечном направлении. Неравномерная обработка субстрата в поперечном направлении может вызвать проблемы с адгезией или термосвариванием при печати, нанесении покрытий экструзионным или иными методами и ламинировании. Проблема неравномерной обработки в значительной степени решена разрезанием сегментов под углом.
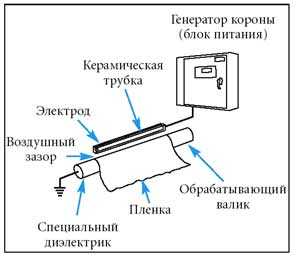
Рис. 6-2. Системы с электродами в виде керамической трубки
В настоящее время широкое распространение получили электроды в виде керамической трубки (рис. 6). Они обладают большими технологическими возможностями, чем системы из металлических электродов, поскольку могут обрабатывать любой материал, в том числе металлизированную пленку и фольгу. Они используются главным образом при печати, нанесении покрытий и ламинировании.
Контакты для заказов активаторов коронного разряда(корона, коротрон):+38 050 4571330email: [email protected]Возможна поставка по России и СНГМы предлагаем следующие типы активаторов коронного разряда(корона, коротрон):- 600 мм, 1 кВт - 13000грн- 800 мм, 1,2 кВт - 15000грн- 1000 мм, 1,5 кВт - 18000грн- 1500 мм, 2кВт - 22000грн- 2000 мм, 4кВт - 25000грн3Д объемный коронатор 2кВт - 40000грн.Возможно изготовление коронаторов-активаторов по заданным параметрам
ТЕХНИЧЕСКИЕ ДАННЫЕ И ОПИСАНИЕ РАБОТЫ БЛОКА ДЛЯ КОРОНИРОВАНИЯ ПОВЕРХНОСТИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ ТЕХНИЧЕСКИЕ ДАННЫЕ 1.Входное напряжение - ~220 в. 2.Ток, потребляемый блоком - не более 20 ампер 3.Выходная мощность - не …
msd.com.ua
Коронаторы Vetaphone - станция коронной обработки Vetaphone Corona-Plus для экструзии пленок
Компания "Юман" является официальным представителем Vetaphone в России.
Станции коронной обработки Vetaphone Corona для экструзии
Добавление системы обработки коронным разрядом на линию производства пленки является критически важным для обеспечения безупречного поверхностного натяжения. Без предварительной обработки подложки не будут пригодны для последующих процессов конвертирования в виду низкого поверхностного натяжения.
Оборудование для коронной обработки производства Vetaphone разрабатывалось для наших клиентов с учетом всех их потребностей. Мы сконцентрировали наши усилия на разработке оборудования, которое позволяет обеспечить непрерывность производственного процесса с одинаковым уровнем поверхностного натяжения без каких-либо незапланированных остановок.
Системы коронной обработки Vetaphone для экструзии обеспечивают более высокий уровень поверхностного натяжения благодаря комбинированию ультра-эффективных генераторов и продвинутого исполнения обрабатывающих станций. Современное исполнение электродов позволяет исключить вероятность изменения поверхностного натяжения полотна по всей его ширине, что гарантирует полное отсутствие нежелательного воздействия на нижнюю сторону материала.
Все станции коронной обработки Vetaphone включают уникальную систему быстрой замены катриджей, которая позволяет операторам проводить настройку и обслуживание всего за несколько минут – что позволяет максимизировать время эффективной работы экструзионной линии.
Преимущества коронатора Vetaphone Corona для производителей пленки:
Сенсорная панель управленияНа удобные в использовании 7 или 10-дюймовые ЖК-панели с сенсорным управлением выводится графическое представление всей системы Corona. Интуитивно понятный дисплей используется для вывода целого ряда автоматических интеллектуальных средств управления типа подгонки подложки, журнала производства, средств контроля пропорций, графиков обслуживания и цифровой документации.
Журнал производстваНаши генераторы iCorona постоянно контролируют производство с регистрацией коэффициента запаса прочности материалов, данных о скорости и остановках. Все данные автоматически сохраняются в пульте управления iCorona и могут быть выгружены на USB-флешку для последующего анализа. Вы легко можете создать отчет о производительности системы Corona во время обработки каждой партии продукции.
Подгонка подложкиБлагодаря запатентованной системе обратной связи электроды обладают самой высокой возможной электрической мощностью, что позволяет обеспечить итоговую эффективность работы оборудования не ниже 95% даже во время смены подложек и присадок.
Контроль пропорцийВсе генераторы iCorona оснащаются средствами контроля пропорций для регулирования мощности и скорости подачи с целью обеспечения постоянной плотности в Ваттах. Как вариант, панель управления может отображать либо фактическую выходную мощность генератора в кВт, либо энергию, которая передаются на подложку, в Вт*мин/м² или Вт*мин/дюйм².
ИнтерфейсИнтерфейсы используются для интеграции системы Corona в общий процесс, упрощая для операторов задачи по контролю и пониманию всего процесса производства. Как правило, все важные параметры обработки коронным разрядом и производственные данные можно просмотреть в графическом представлении на главном пульте оператора.
МодульностьСистема iCorona разрабатывалась с целью обеспечить оптимальную эффективность производства. Все важные электронные компоненты встроены в один легкодоступный модуль. Поэтому обслуживание генератора представляет собой лишь установку новой детали, нового модуля. Замена всего модуля занимает мало времени, и генератор может работать более равномерно и с увеличенным сроком службы, так как все критические элементы обновляются до уровня новейших технологий.
www.yuman.ru
Активатор поверхности пленки | Полимерсервис
Активатор поверхности пленки предназначен для обработки различных материалов коронным зарядом. Такая обработка является одной из самых эффективных. С помощью нее можно повысить поверхностное натяжение материала, которое после благоприятно скажется на покраске изделия. Процесс обработки происходит таким образом, что его результат нельзя наблюдать невооруженным глазом. Коронатор устанавливают на экструдере либо печатной машине. Ценовая политика коронатора различна и зависит от мощности, скорости движения обрабатываемого материала, количества обрабатываемых сторон, ширины обработки. Максимальная польза достигается сразу после процесса обработки, а со временем ее эффективность падает. Чаще всего обработке активатором (коронатором) подвергаются пленки, фольга, картон, полипропилен.
..
Активатор поверхности пленки (600мм 1000 Вт) ..
..
Активатор (коронатор) поверхности пленки (800 мм 1200 Вт) ..
..
Активатор поверхности пленки (1000 мм 1500 Вт) ..
..
Силиконовый рукав для коронатора (50*56мм) ..
..
Силиконовый рукав для коронатора (60*66мм) ..
..
Силиконовый рукав для коронатора (70*76мм) ..
На сегодняшний день купить активатор поверхности пленки по выгодной цене вы можете у нас в компании Полимерсервис. Рассмотрим принцип работы этого агрегата. Пленка это однородная и прочная структура, которая образуется молекулярными гомогенными цепями. Для того, чтоб наносить печать на пленку, необходимо снять с нее заряд, который она получает в процессе изготовления. В активном состоянии гомогенные цепи рушатся, не меняя свойств самого материала. Это связано с тем, что заряд действует на поверхность пленки, глубиной менее 0,1мкм. В Полимерсервис купить активатор поверхности пленки можно с шириной рабочей части 600мм, 800мм, 1000мм или мы изготовим ваш заказ индивидуально.
Области применения активатора
Активатор пленки - это незаменимое устройство на производстве полимерных изделий, ведь его применение значительно улучшает поверхностные характеристики изделия. Более того, коронатор улучшает способность к сцеплению материала, особенно бумаги и фольги. Активатор поверхности пленки цена его зависит от производителя, ширины рабочей части и мощности. Различают активаторы одностороннего и двустороннего действия. Перед тем как купить активатор поверхности пленки нужно понимать, в каком технологическом процессе он будет применяться, учитывать тип обрабатываемого материала, его толщину, ширину, температурные величины. Активатор поверхности пленки цена его в нашей компании доступна большим и малым производствам, а наши менеджеры помогут вам подобрать коронатор, учитывая особенности и характеристики вашего оборудования.
polymerservice.com.ru