Видео. Печать фотошаблонов на пленке
cool-hacker › Блог › Как я делаю платы с помощью фоторезиста. Часть 2. Травление. Лужение. Фотошаблоны
Привет всем, кого не видел.
Переход к первой части
И так, продолжим.
6. Травление плат. Я пробовал травить разными средствами.
Классическое хлорное железо. Метод действенный, бюджетный, но грязный. Из плюсов — раствор долго храниться.
Персульфат амония. Работать понравилось, раствор прозрачный, все видно. Из минусов: раствор плохо храниться, требует подогрева, большой расход персульфата (замешивать нужно 1 часть порошка по объему к 3-4 частям воды).
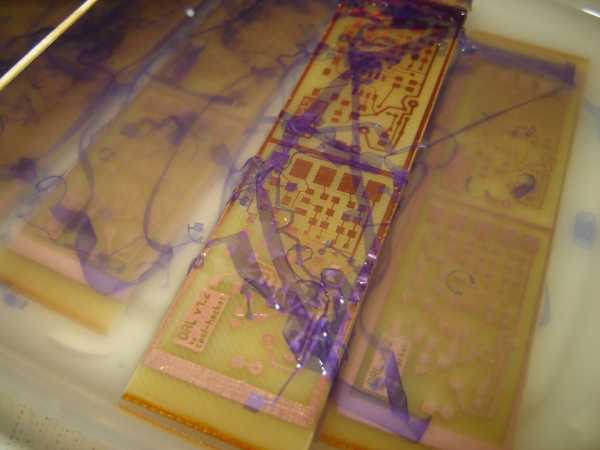
Перекись водорода с лимонной кислотой. Разводится так: 100 мл 3% перекеси + 30 г лимонной кислоты + 5 г соли. В сети пишут, что этого хватает чтобы вытравить 1 кв.дм. меди толщиной 35 мк. Травить понравилось. Раствор прозрачный. Из минусов: периодически нужно сгонять пузыри (пишут, что можно доложить кислоты — мне не помогло), раствор не храниться. Последний раз травил, что-то уж больно долго вышло, возможно, попал советский кусок текстолита 70 мк.

Полный размер
Необходимые ингридиенты
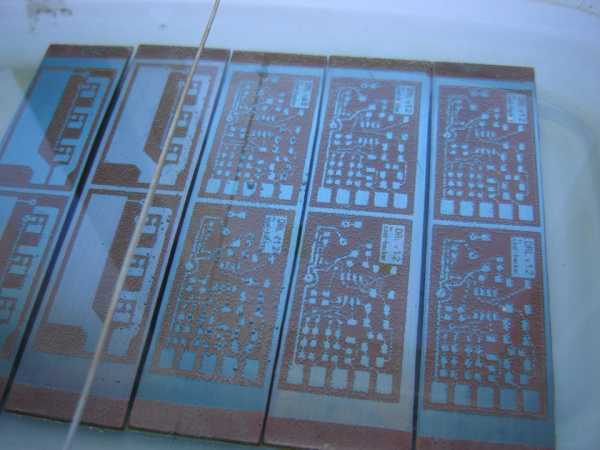
Полный размер
Начало травления
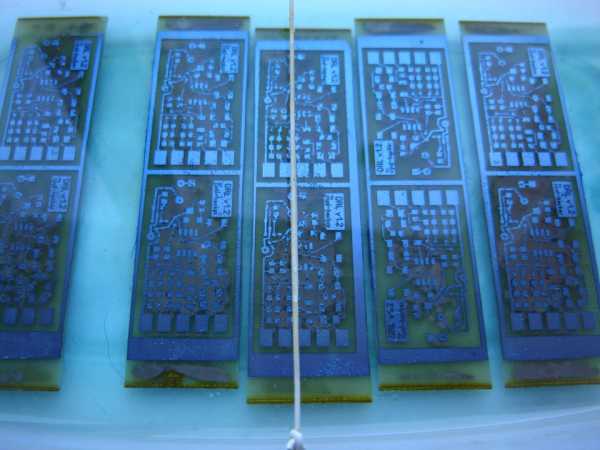
Полный размер
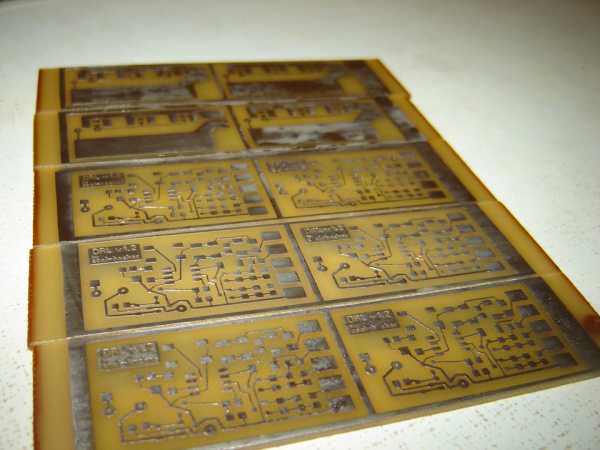
Ближе к концу травления
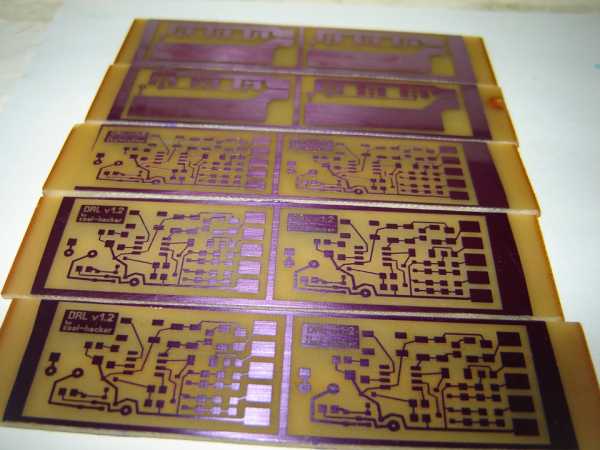
Полный размер
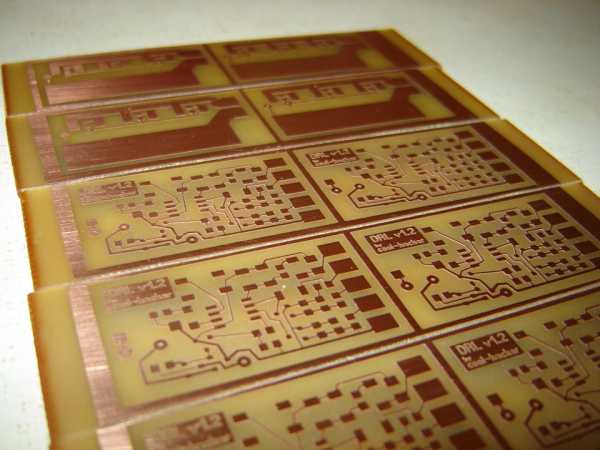
Вытравленные платы
Для себя буду выбирать между персульфатом и перекисью с кислотой, что выйдет дешевле. Пока что прикупил 1 кг лимонки за 185 рублей. Еще есть немного медного купороса, но по отзывам с ним травится очень медленно. Если кто имел положительный опыт с медным купоросом — прошу сообщить.
7. Снятие фоторезиста. Я обычно бросаю платы в тот же самый проявочный раствор кальцинированной соды (можно сделать и покрепче), жду минут 10-15 — фоторезист весь отходит. Еще можно ацетоном фоторезист снять.
Полный размер
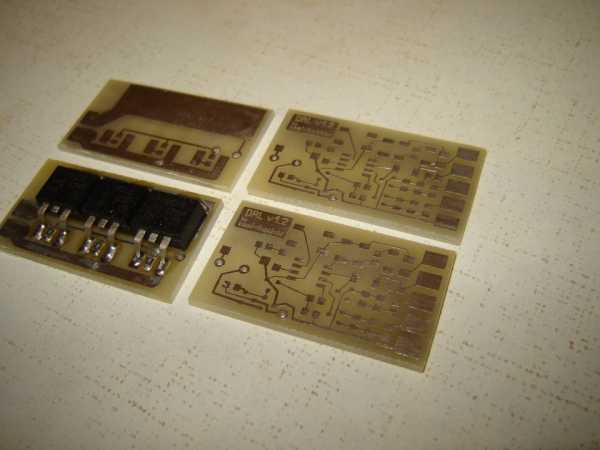
Фоторезист снят
Полный размер
Готовые к лужению платы
8. Лужение плат сплавом РОЗЕ. Здесь тоже есть несколько нюансов. Кладу на плиту старый негодный напильник, чтобы кастрюля стояла под наклоном. Таким образом сплав будет все время собираться у одного края кастрюли, чтобы нам не мешал во время работы. Это особенно актуально при лужении двусторонних плат.

Полный размер
Напильник на газ-плите
Затем ставлю нержавеющую кастрюлю. Алюминиевую раствор будет понемногу съедать, но разово можно использовать и её. Для лужения нам снова понадобиться лимонная кислота, буквально пару щепоток. Немного сплава РОЗЕ, он расходуется мало при правильном лужении. Деревянная лопатка для удерживания платы на дне. И силиконовая лопатка для удаления излишек сплава с поверхности меди. Вместо последней можно использовать кусок хлопчатобумажной ткани, намотанный на подходящий предмет — лично мне этот вариант в работе понравился больше силиконовой лопатки.
Ну и теперь главный секрет качественного лужения. Как показала практика, сплав РОЗЕ попадается разного качества, температура плавления тоже разная. Мне попадал такой, который в обычной воде прекрасно лудил. А попадал и такой который в кипящей воде вообще плавиться не особо хотел. Отсюда трудности и разный результат у разных людей. Вообщем, в зависимости от качества сплава я добавляю глицерин, купленный в аптеке — температура кипения растет и сплав плавится. Кто-то вообще лудит в чистом глицерине. Кто-то добавляет сахар для повышения плотности и температуры кипения, мне он что-то не сильно помог. Раствор я использую два-три раза, храню отдельно от сплава в герметичной таре. Сейчас у меня отвратного качества сплав, где-то 1 к 1 с водой глицерина добавляю.

Полный размер
Ингредиенты

Полный размер
Лудим

Полный размер
Почти готово
Полный размер
Залуженные платы. Результат не самый лучший
9. Обработка контура плат. Остается вырезать наши платки и они готовы к пайке. Я делаю это в тисках ножовкой по металлу и напильником.
Полный размер
Готовые к пайке платы
Фотошаблоны
Осталось нам поговорить о фотошаблонах. Как я и говорил, фоторезист я использую негативный. Это значит, что и фотошаблон должен быть негативный, т.е. печатаются не дорожки, а те места где их нет. С позитивным все наоборот. Фотошаблон будет прижиматься отпечатанной стороной к плате, т.е. макет нужно еще отзеркалить перед печатью.
В идеале фотошаблон должен получиться абсолютно не прозрачным на просвет (в тех местах где ляжет тонер или чернила). Фотошаблоны напечатанные на струйном принтере, как правило, просвечивают. Мы будем говорить о печати на лазерном принтере.
Однако, не все зависит от качественного принтера. Нужна специальная пленка.Сначала я делал фотошаблоны на японской пленке KIMOTO. Отличная пленка, но недешевая. Достать трудно. Зато результат практически идеальный. После печати еще делают так называемое чернение специальными средствами. Средства эти недешевы, порядка 800 руб. за баллончик. Также вместо этого используют очиститель карбюратора или инжектора — говорят результат очень схож. Я использую бюджетный метод. Сравнить с вышеописанными не могу. Вообщем, беру немного ацетона, наливаю его немного на дно банки. К крышке скотчем креплю шаблон закрываю банку этой крышкой. Ставлю на водяную баню в горячую воду из под крана на 2-3 минуты. Тонер заметно чернеет в парах ацетона.
Черненый в парах ацетона фотошаблон и не черненый. Пленка KIMOTO. На заднем фоне лист бумаги А4, позади него настольная лампа
Полный размер
Идеальный фотошаблон. Пленка KIMOTO. Чернение в парах ацетона
Самая популярная и доступная это пленка Lomond для печати на лазерном принтере.
Полный размер
Более доступная пленка Lomond
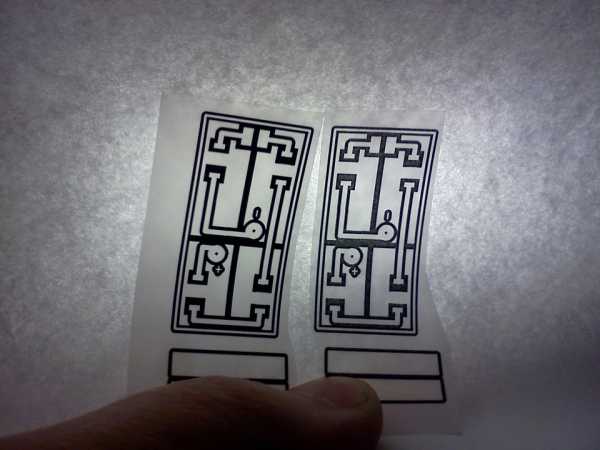
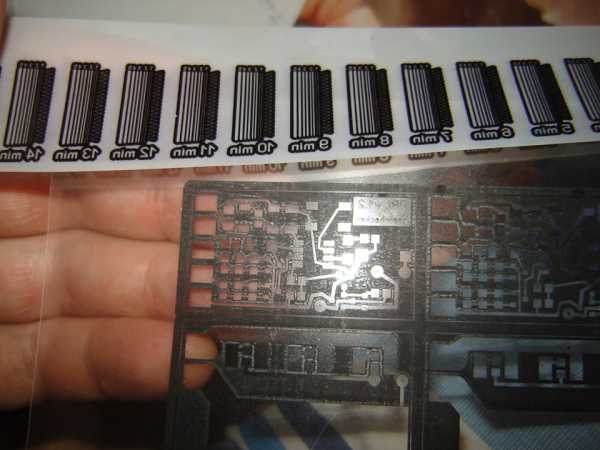
Однако, на тех же принтерах результат печати был совсем иным. На фотошаблоне виднеются островки просветов. Причем чернение в парах ацетона не дает ощутимого результата. Возможно, с другими чернителями будет достигнут более существенный результат. Кто имел с ними опыт — прошу сообщить.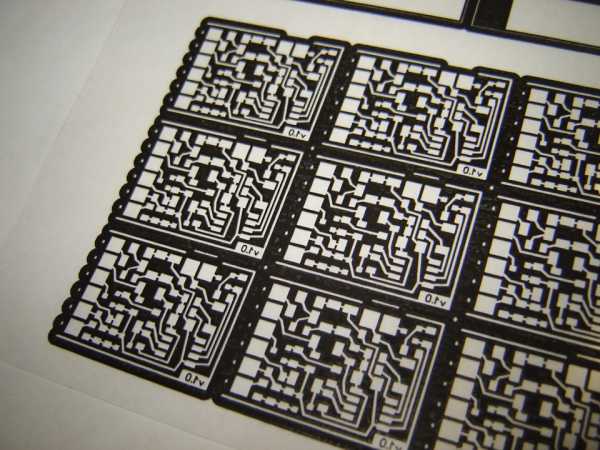
Полный размер
Фотошаблон на пленке Lomond. Видны просветы. Без чернения
Полный размер
Сравнение качества фотошаблонов на пленках KIMOTO и Lomond после чернения в парах ацетона
Есть совсем мегабюджетный вариант изготовления фотошаблона. Печатаем на простой бумаге А4 80 г/м.кв. Затем капаем растительного масла на плату и кладем фотошаблон, он пропитывается и между платой и шаблоном не должно быть пузырей — все это заполнит масло. Время экспонирования увеличится раз в 7-8.
Изображение взято с сайта www.komus.ru
Да — перемажетесь маслом, но иногда, когда очень нужно, данный метод имеет право на жизнь. Я его пробовал. Плата была довольно большой, дорожки и просветы широкие. Качество получилось вполне себе хорошее. Но как этот метод поведет себя на мелких дорожках и просветах — сказать не могу.P.S. Дополняйте статью своим опытом в комментариях.
Качественных вам плат и ровных дорожек к вашей цели!
Ссылки по теме:Как я делаю платы с помощью фоторезиста. Часть 1Как я делаю платы методом ЛУТ
www.drive2.ru
печать фотошаблона - Видео
...
Опубликовано: 7 месяцев назад
Мы начинаем самостоятельное изготовление плат. И в этом видео речь пойдет о панелизации (расположении неск...
...
Опубликовано: 4 года назад
изготовление фотошаблона для печатных плат.
...
Опубликовано: 2 года назад
...
Опубликовано: 5 лет назад
Вот таким вот образом я значительно увеличиваю контрастность фотошаблона после печати на лазерном принтере.
...
Опубликовано: 5 лет назад
В первой части видеоурока о производстве печатных плат в домашних условиях вы увидите, как правильно подго...
...
Опубликовано: 3 года назад
доступный способ увеличить контрастность фотошаблона.
...
Опубликовано: 2 года назад
Altium#9 Cоздание фотошаблона печатной платы.
...
Опубликовано: 2 года назад
Пример использования фоторезиста с обычной бумагой, напечатанной на струйном принтере. В данном примере...
...
Опубликовано: 2 года назад
Делаем двустороннюю печатную плату дома методом фотолитографии. How to make a PCB. Видеоурок. Лужение сплавом...
...
Опубликовано: 4 года назад
Помощь каналу.. http://www.donationalerts.ru/r/ruzik503 Думаю как приспособить данную возможность принтера для печати фотоша...
...
Опубликовано: 4 года назад
...
Опубликовано: 2 года назад
Разработка печатной платы на примере мультивибратора на логической микросхеме.
...
Опубликовано: 5 лет назад
Блог о шелкографии - http://shelkograf-print.ru/ Видео курсы по шелкографии - http://shelkograf-print.ru/index.php/kursy-po-shelkografii Форум о...
...
Опубликовано: 2 года назад
Способ дешевого и быстрого увеличения оптической плотности фотошаблона напечатанного на лазерном принтер...
...
Опубликовано: 6 лет назад
Зачернение фотошаблона для изготовления печатных плат с применением фоторезиста. Шаблон напечатан на...
...
Опубликовано: 2 года назад
Подписываемся на мой видеоканал ссылка на фоторезист https://goo.gl/GYCWmU ещё фоторезист https://goo.gl/05FkGb плёнка для...
...
Опубликовано: 2 года назад
Проектирование платы в программе проектирования плат EasyEDA. Проект который я создал в EasyEDA можно пощупать...
...
Опубликовано: 9 месяцев назад
Фотовывод. Принтер 7110, пленка ломонд.
...
Опубликовано: 11 месяцев назад
Лучший способ перевода рисунка, напечатанного на струйном принтере, с использованием прозрачной пленки....
...
Опубликовано: 3 года назад
В данном ролике показан процесс изготовления печатающего элемента флэш печати, процесс засветки в флеш...
...
Опубликовано: 2 года назад
Телефон: 8(495) 220-2564 Сайт: http://fkub.ru/ Подписаться на канал: https://www.youtube.com/channel/UCtNmEEutNAZJT7wPLXbZF2g.
vegetarianbook.ru
Статья "Уверенная поступь «УБИЙЦЫ ФОТОНАБОРА»" из журнала CADmaster №4(4) 2000 (октябрь-декабрь)
Основные проблемы традиционных формных производств
Исполнение табличек по трафарету Остап возложил на Воробьянинова… Ежедневно, подчищая старой зазубренной бритвой высохшие буквы, Ипполит Матвеевич томился. И. Ильф, Е. Петров. «Двенадцать стульев»В традиционной полиграфической печати самый распространенный метод изготовления фотоформ — их вывод на фотонаборных автоматах. К достоинствам этой технологии надо отнести возможность печати высоколиниатурных форм (до 200 линий на дюйм). К недостаткам — очень высокую стоимость оборудования, которая экспоненциально возрастает при увеличении формата. Так, фотонаборный автомат формата А0 (900×1200 мм) стоит дороже 100 000 долларов. Работать на таком оборудовании могут лишь специально обученные люди, да и окупается оно даже при круглосуточной работе не слишком быстро. Изготовить цельные фотоформы большего, чем А0, формата традиционная технология вообще не позволяет.
При отсутствии собственного формного участка вывод пленок «на стороне» может оказаться весьма накладным, ведь стоимость комплекта пленок формата А4 для полноцветной печати составляет 6−8 долларов. Отсюда главная проблема малотиражной полиграфии: либо высокое качество, но за большие деньги, либо дешево, но с низким качеством.
При мелкотиражном производстве спортивной и клубной одежды затраты на традиционные фотоформы просто зашкаливают за все разумные пределы. Кроме того, заказные фотоформы зачастую не обеспечивают правильной цветопередачи, поскольку в специализированных репроцентрах вывод фотоформ «заточен» под стандартный полиграфический процесс и не учитывает параметров растискивания трафаретной печати.
При производстве продукции большого формата — например, при ротационной отделке ткани — основная проблема заключается в НЕВОЗМОЖНОСТИ изготовления традиционными методами цельных пленок необходимого формата (обычно шириной от 640 мм при длине от 1500 мм).
Где выход из тупика?
Он — в переходе на струйную печать фотоформ!
 Изготовление фотоформ вполне по силам плоттеру
Изготовление фотоформ вполне по силам плоттеру В рекламных технологиях широкоформатные струйные принтеры давно уже не имеют альтернативы. Разрешение струйных печатных систем наконец-то достигло такой величины, что стало возможным просто печатать фотоформы для трафаретной, офсетной и флексопечати, причем на стандартных принтерах.
Среди достоинств технологии печати фотоформ — компактность оборудования, его доступность по цене, низкая себестоимость, безвредность и стабильность процесса изготовления фотоформ.
| Образец негативной фотоформы | Образец негативной фотоформы |
В процессе печати фотоформ не применяется никакой «химии», не образуется вредных отходов. Не нужны ни специально обученный оператор, ни курьер для отправки заказов и доставки готовых пленок.
Процесс легко настраивается и калибруется, что обеспечивает заданную цветопередачу даже при многокрасочной печати по текстильным изделиям. К тому же максимальный формат отпечатанных фотоформ (до 1500 мм в ширину при неограниченной длине) и высокая повторяемость (не хуже 0,2 мм на 1500 мм длины) удовлетворяют требованиям практически всех видов тиражной печати, в том числе и широкоформатной.
Варианты новой технологии
Печать позитивных форм специальными черными чернилами
В этой технологии используются принтеры и плоттеры с пьезоструйной печатающей системой. Специальные черные чернила обеспечивают оптическую плотность черных плашек не ниже 3,5 D в ультрафиолете, а прозрачная пленка-носитель имеет оптическую плотность не выше 0,16 D.
Печатающая система имеет физическое разрешение 720 dpi, а принтер обеспечивает возможность ее позиционирования с шагом 1440 dpi. Точность и повторяемость пленок достигает 0,2 мм на длине 1500 мм, что позволяет печатать плашковые цвета «в стык» и строить растры с линиатурой до 85 lpi для полутоновых рисунков.
При линиатурах до 69 lpi можно использовать недорогие широкоформатные принтеры для САПР (чертежно-графические) — например, Mutoh RJ-800 Falcon.
Для достижения линиатуры 85 lpi или при построении стохастических растров с разрешением 720 dpi необходимы принтеры для печати рекламной продукции, к примеру, Mutoh RJ-4100. Фотоформы получаются отличного качества, на них практически отсутствует полошение.
Для изготовления фотоформ небольшого формата (до А2 включительно) подойдут принтеры Epson Stylus Color 3000.
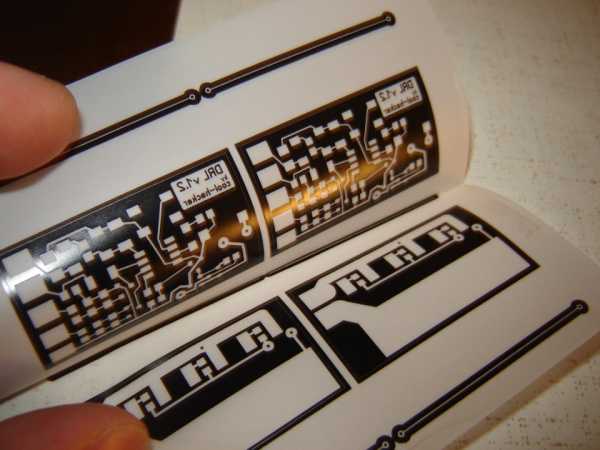
Печать негативных форм пробеливающими чернилами на черной пленке
В этой технологии так же, как в предыдущей, используются принтеры и плоттеры с пьезоструйной печатающей системой. Применяется специальная пленка-носитель с черным покрытием, плотность которого превышает 4,5 D в ультрафиолете, сам носитель имеет матированную поверхность и оптическую плотность не более 0,2 D после удаления черного покрытия.
При печати специальные пробеливающие чернила производят деструкцию черного покрытия на носителе. После струйной печати на принтере пленки протираются влажной тряпкой или промываются водой, при этом черное покрытие с запечатанных областей удаляется.
На иллюстрациях представлены фрагменты негативных форм. Печатные элементы на одной из них специально смыты не полностью.
Получаемые в обоих вариантах фотоформы могут с успехом использоваться для изготовления офсетных пластин, трафаретных и флексографических форм.
Примеры применения новой технологии
Традиционная трафаретная печать. Первым предприятием, внедрившим у себя технологию печати фотоформ с использованием принтера ENCAD NovaJet Pro 600e 60, стало рекламное «Агентство плюс-минус Медиа». Образцы его продукции — самоклеящиеся этикетки и полиэтиленовые пакеты — представлены на фотографиях.
Трафаретная печать в легкой промышленности используется для нанесения рисунка на ткань и готовые изделия. Так, фирма «Арктур Принт» (Москва) применяет в производстве спортивной и клубной одежды технологию печати позитивных форм на принтере Epson 3000. Дизайн разрабатывается на стандартных рабочих станциях MAC и PC, цветоделение производится программой FAST FILMS института трафаретной печати США. При печати используются ручное оборудование RANAR и краски UNION INC.
Образцы продукции — на фотографиях.
Ротационная отделка ткани. Озерская ткацкая фабрика (Московская область) внедрила у себя технологию печати полноформатных пленок на принтере ENCAD NovaJet Pro 50. Информация для изготовления пленок полностью готовится с помощью компьютерных технологий — от оптического сканирования кроков до их цветоделения.
Трафаретная печать в производстве облицовочной керамической плитки. Для холдинга «СОКОЛ» (г. Дедовск Московской области), производящего керамическую плитку, автор изготовил несколько комплектов фотоформ для полноцветной трафаретной печати.
На фотографиях представлены полученные в результате эксперимента промышленные изделия: панно размером 60×60 см, выполненное трафаретной печатью в восемь красок, и выполненная печатью в три краски плитка размером 30×30 см.
По сравнению с технологией изготовления фотоформ, которая использовалась на производстве раньше (а это была печать фотоформ на лазерном принтере), получено гораздо более высокое качество изображения и отличная цветопередача.
Трафаретная печать в производстве автомобильных стекол. Для автора стала полной неожиданностью возможность применения технологии печати фотоформ в… автомобилестроении.
Выяснилось, что при производстве тонированных стекол может использоваться прозрачное стекло, на которое с помощью трафаретной печати одновременно с маской, наносимой по периметру, наносится тонкая растровая сетка с линиатурой не менее 25 lpi и средней плотностью 20−30%. С расстояния в несколько десятков сантиметров такая сетка воспринимается глазом как равномерное тонирование.
В Италии для производства фотоформ в этом процессе широко используется струйная печать, поскольку изготовить цельные фотоформы трафаретов для автомобильных стекол необходимого размера и исключить погрешности ручного монтажа другим способом, кроме их ПЕЧАТИ на струйном плоттере, — невозможно.
На фотографии представлены фрагменты фотоформ для тонирования стекол автомобиля ВАЗ, изготовленные автором на плоттере Mutoh RJ-800 Falcon.
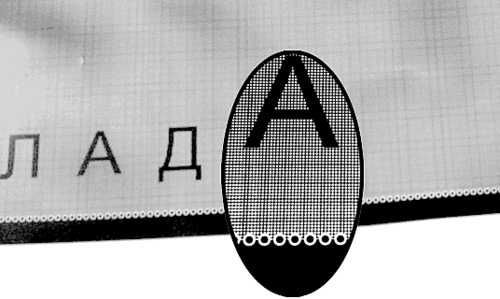 Фотография фрагмента фотоформы
Фотография фрагмента фотоформы Традиционная офсетная печать. Для подтверждения возможности использования печати фотоформ для офсетной печати известный полиграфический журнал «Курсив» провел технологический эксперимент. Редакция журнала подготовила в апрельский номер серию тестовых монохромных и полноцветных изображений, автор напечатал фотоформы, а специалисты компании «Апостроф» напечатали вкладку для журнала (см. фото).
Результат эксперимента показал, что эта технология применима при печати газет, книг и многих видов рядовой полноцветной продукции.
Технология струйной печати фотоформ рекомендована Межрегиональной ассоциацией полиграфистов для использования в типографиях районных газет.
Производство печатных плат. В этом производстве необходимо изготовление комплекта послойных фотошаблонов. Разрешение печатающей системы принтеров, достижимая оптическая плотность и геометрическая повторяемость фотошаблонов с запасом перекрывают требования самых взыскательных заказчиков.
Изготовление фотополимерных штампов и маркировка изделий. Здесь небольшие по формату фотошаблоны используются при засветке фотополимерных заготовок или трафаретных сеток. Фотошаблоны, полученные струйной печатью, по своим параметрам полностью отвечают предъявляемым к ним требованиям.
Перспективы новой технологии
Благодаря низкой себестоимости технология печати фотоформ отлично вписывается в процесс изготовления малотиражной продукции, поскольку стоимость расходных материалов (пленки и чернил) не превышает 0,5 USD на пленку формата А4.
 Образцы трафаретной печати в легкой промышленности
Образцы трафаретной печати в легкой промышленности В производстве высокотиражной продукции ее достоинства — простота, оперативность и низкий уровень инвестиций при развертывании формного участка на своем производстве, ведь стоимость широкоформатного принтера лежит в пределах от 1800 до 9500 долларов при ширине печати от 420 до 950 мм.
Большой максимальный формат отпечатанных на принтере фотоформ дает им беспрецедентную перспективу для использования во всех видах широкоформатной трафаретной печати: при изготовлении плакатов, в производстве автомобильных стекол, при ротационной отделке ткани.
www.cadmaster.ru
co-palko: Фотошаблоны для печатных плат
- Во первых, как всем известно, фотошаблоны нужны только при производстве печатных плат методом фотолитографии. Причем они нужны что для домашнего производства, что для промышленного.
- Во вторых есть два варианта изготовления защитной маски для травления печатных плат:
- методом травления через проявленный фоторезист, нанесенный непосредственно на медную фольгу платы;
- и методом травления через маску изготовленную путем шелкографии.
Для качественной проявки фоторезиста на поверхности платы необходим качественный фото шаблон (ну конечно пойдет и не качественный, но тогда Вы получите также и не качественный результат).
Качество фотошаблона в нашем случае будет определяться:- геометрической точностью выведенного на шаблон изображения;- плотностью (не прозрачностью) заливок;- наличием дефектов на полигонах шаблона;- прозрачностью подложки для УФ.
Пойдем по порядку - геометрическая точность определяется вами самими и требованиями к изделию, например если плата с крупными элементами, даже если SMD, но не большая по размеру.. высокая точность в данном случае не требуется, погрешность порядка 0,2-0,5мм на 50 мм платы сильно картину не испортит. Но если у вас в устройстве применяются TQFP или TSOP корпуса, то тут искажения могут привести к фатальному браку. Для того чтобы максимально избавиться от этих погрешностей, нужно во первых на этапе разработки контролировать правильность размеров, а во вторых их же контролировать после вывода.
плотность заливки у нас зависит от того чем и на чем мы печатаем шаблон. Плотность можно измерить, но проверить, подходит нам или нет вариант вывода можно визуально и опытным путем. Идеальный вариант - заказать фотовывод шаблона в организации, что делает это для типографии. Но не всегда это возможно и дешево. Печатая шаблон на струйном принтере по опыту в настройках лучше выбрать печать черным путем смешения цветных красок. Это даст максимальную не прозрачность для УФ засветки. При печати на лазерном принтере, как всем уже наверное известно следует отключить экономию тонера в настройках. Также известно что лазерник не любит больших залитых полигонов. В центре таких площадей мало тонера и они почти прозрачны. Если есть возможность делайте заливку землей всей свободной поверхности (если не будет мешать работе проектируемой схемы, ибо есть ВЧ и всякие другие критичные до этого варианты).
Для увеличения плотности шаблона можно использовать различные варианты химических помощников - аэрозоль DENSITY TONER (опять ни разу не пробовал :)), пары различных растворителей (не надо ими дышать, подразумевается частичное разжижение рисунка и само затягивание дефектов- микроотверстий). Хороший результат на не больших шаблонах по моему опыту дает легкая! протирка ваткой смоченной 646 растворителем на один раз. Гораздо лучший вариант увеличения плотности дает повторная печать шаблона поверх уже отпечатанного. НО! точность совмещения должна быть очень хорошей, иначе шаблон будет испорчен. Некоторые совсем экономные в этих случаях ацетоном оттирают все напечатанное и печатают заново, достигая путем проб и ошибок приемлемого результата. В случае когда необходимую плотность изображения вышеописанными способами получить не удается, (при печати на пленке) можно сделать "сэндвич" из нескольких сложенных и совмещенных.
По собственному опыту, долго не мог напечатать на новом своем бюджетном принтере XEROX 3010, шаблон на пленке. При печати, даже на не больших полигонах появлялись дефекты в виде коронного разряда, тонера на них не было. Видимо из за сильного накопления статического заряда на пленке. После долгих мучений пришло решение, печать на пленке, с приклеенным сзади к ней бумажным листом. Заливка хорошая, повторная печать поверх позволила сделать хороший шаблон.
наличие дефектов на полигонах/дорожках контролируется визуально или с помощью лупы, корректируется либо краской либо перманентным маркером.
прозрачность подложки шаблона для УФ определяется материалом той самой подложки) Материалы - подложка, это может быть бумага (всякой плотности, чем тоньше тем лучше) для лучшей прозрачности пропитанная специальным аэрозолем TRANSPARENT (ни разу не пробовал), кроме того возможна пропитка всяческими составами - WD40, растительное масло, машинное масло, глицерин, парафин итд что душа пожелает. Лично мной проверены пропитки - WD40, растительное и машинное масла, глицерин. Лучше всего себя показало машинное масло (которое продавалось для швейных машинок и подобного).пленка в случае вывода шаблона на струйном принтере от пленка должна быть рассчитана для печати на таком принтере. Такие пленки бывают односторонние и для печати на любой стороне, сторона печати обычно с чуть матовой поверхностью.В случае вывода шаблона на пленку посредством лазерного принтера, пленка должна быть соответствующая. Также бывают одно- и двухсторонние. Нужно помнить что при выводе изображения на лазерном принтере, бумажный лист или пленка подвергаются в печке принтера хорошему прогреву, что способствует изменению геометрических параметров листа после остывания. Геометрия может поплыть. Для минимизации искажений рекомендуется прогнать лист через принтер несколько раз, печатая "чистый лист", а потом уже печатать шаблон.
Позже добавлю картинок, дополню информацией.С Уважением.
copalko.blogspot.com