

Маркировка пластика: примеры обозначений, расшифровка. Маркировка на пленке
Маркировка пластика: примеры обозначений, расшифровка
Пластики используются в повседневной жизни абсолютно во всех сферах деятельности человека. Это удобный, прочный и качественный материал, который не поддается коррозии, не пропадает и так далее. Однако есть с ним и достаточно серьезная проблема. Так, пластик практически не разлагается и требует особого подхода к переработке, в зависимости от типа. Кроме того, он сам по себе достаточно токсичен (по крайней мере, некоторые его разновидности). То есть он может использоваться эффективно не для всех потребностей.
Зачем нужна маркировка пластика?
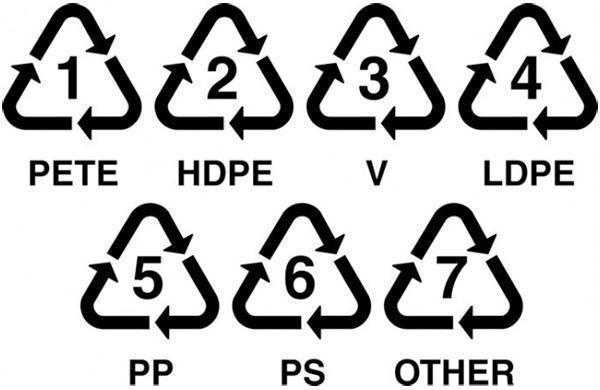
Чтобы разбираться в том, как именно правильно переработать тот или иной вид материала, а также оценивать опасность от его использования, применяется маркировка пластика. Ее ввели ещё в 1988 году, и с тех пор практически ничего не изменилось. Все новые виды пластика, так или иначе, относятся к одной из базовых категорий. Выглядит она как три стрелочки, идущие друг за другом в виде треугольника. Внутри нее находится цифра, являющаяся кодом, а под значком есть буквенное обозначение, указывающее на тип материала. К примеру, маркировка пластиковых бутылок будет выглядеть как треугольник из стрелочек, внутри которого стоят цифры 01, а ниже есть надпись PET. Это верно для большинства подобных емкостей, используемых в качестве тары под пищевую продукцию. У тех бутылок, которые применяются для хранения краски или лака, может быть другая маркировка. Но хуже всего, когда на емкости для еды стоит неправильная пометка. В лучшем случае просто перепутали. Но это редкость. Чаще всего производитель сознательно идет на такой шаг с целью экономии. Приобретать подобную продукцию крайне не рекомендуется, так как возможны отравления или другие проблемы со здоровьем.

PET - маркировка на пластике
Иногда название звучит как РЕТЕ. Расшифровывается оно как Polyethylene Terephthalate Ethylene. Используется для производства бутылок под воду, напитков без алкоголя, различных соков, а также моющих и очищающих типов жидкостей. Считается, что именно эта разновидность материала отличается максимальной чистотой и безопасностью. Тем не менее тут очень многое зависит от того, сколько конкретно жидкость находилась в такой таре. Если срок будет слишком большим, то ядовитые элементы из пластика начнут попадать в воду, что сделает ее непригодной для употребления. Крайне не рекомендуется долго хранить жидкости в подобной емкости, а также использовать их многократно. Пластик такого типа отлично перерабатывается. Это позволяет создавать из него новые товары, не загрязняя окружающую среду. Не всегда созданные после такой обработки материалы обладают теми же качествами и особенностями, что и до нее. Но все равно остается возможность изготовить товар другого типа.

Маркировка HDPE
Это специальный полиэтилен, отличающийся высокой прочностью. Расшифровывается аббревиатура как High Density Polyethylene. Выглядит значок точно так же, как указанный выше, но внутри присутствуют цифры 02, а снизу – надпись HDPE. Это именно то вещество, из которого производят различные емкости для моющих или отбеливающих веществ, всевозможных видов шампуней, и даже для создания определенных групп пакетов. Так же, как и предыдущая разновидность, это тоже пищевой пластик, однако более опасный и редко применяемый. Особенно тогда, когда подразумевается, что продукты будут напрямую с ним соприкасаться. То есть он используется для создания неких контейнеров или чего-то подобного, куда продукты если и будут помещаться, то не в чистом виде, а упакованные в другую тару.

Тип PVC
Эта маркировка пластика расшифровывается как Polyvinyl hloride. Если на русском, то поливинилхлорид. Применяется для создания пленки под пищевые продукты, ряда различных бутылок и так далее. Несмотря на то что ряд производителей действительно позиционирует вещество как безопасное, на самом деле оно весьма токсично. Пластик такого типа может быть очень ядовитым и опасным как для окружающей среды, так и для организма человека. Маркировка пластиковых бутылок из этого материала визуально также идентична предыдущим, но внутри присутствуют цифры 03, а надпись снизу выглядит как PVC или просто V. Ещё один важный момент – при всей своей опасности данное вещество очень сложно в переработке. И даже после того, как тара из него была произведена, выход полученного материала никак не соответствует тому, сколько его использовалось изначально. То есть просто крайне невыгодно с ним работать. Тем не менее этот материал до сих пор активно используется в самых разных сферах деятельности.

Значение LDPE
Под этим определением понимают полиэтилен, отличающийся низкой плотностью. Расшифровывается как Low Density Polyethylene. Условно это вещество тоже может определяться как пищевой пластик. Маркировка ГОСТ указывает на то, что данный материал действительно не слишком ядовит и вполне может применяться при создании пластиковых пакетов. Кроме этого, он используется в производстве многих типов оберток, а также при создании бутылок. В целом, достаточно инертное вещество, которое, тем не менее, при длительном взаимодействии с продуктами вполне способно отдать им часть своих ядовитых компонентов. Значок практически тот же, но внутри присутствует цифра 04, а под ним находится обозначение LDPE или PE-LD. Переработка такого типа материала также достаточно сложна, однако находится уже выше уровня экономической эффективности, так что с ним нет таких проблем, как с предыдущей разновидностью.
Пластик PP
Такой подвид материала применяется в тех случаях, когда необходимо произвести емкость под йогурт, трубочки для напитков, контейнеры для еды и даже бутылочки для детей. Выглядит пометка как тот же треугольник со стрелочками, внутри которого цифры 05, а под обозначением присутствует надпись РР. Считается, что это самый безопасный тип материала из всех возможных аналогов. Называется пластик PP - полипропилен. Тем не менее, как и во всех остальных случаях, длительный контакт с пищевыми продуктами также нежелателен. Особенно когда дело касается детской продукции. К примеру, если налить в бутылочку из этого материала воду для ребенка, нельзя оставлять ее надолго. Следует регулярно обновлять, а ещё лучше не использовать одну и ту же тару несколько раз подряд. То же самое касается и других емкостей, для чего бы они изначально ни предназначались. В идеальном варианте после одноразового использования их сразу следует отправлять на переработку.

Маркировка PS
Такое вещество называется полистирол. Значок выглядит так же, как и в предыдущих случаях, но цифры внутри треугольника из стрелочек – 06, а надпись снизу – PS. Такая маркировка пластика для переработки обозначает, что он используется в процессе производства пищевой упаковки, посуды, приборов, емкостей под CD-диски и так далее. В то же время его применяют при изготовлении теплоизоляционных плит, ручек и тому подобных изделий. В целом, вещество относится к условно опасным, но в основном только потому, что содержит стирол. Этот компонент становится действительно ядовитым только при нагреве, так что в теории как пищевой пластик все же использоваться может. То есть для хранения продуктов в холодильнике такие изделия отлично подходят, но вот в микроволновой печи их разогревать не рекомендуется.

Другие пластики, или пометка «O»
Под этой пометкой фигурируют все остальные разновидности пластика. В подавляющем своем большинстве они достаточно опасны для здоровья и окружающей среды. Маркировка пластика типа «О» используется на тех изделиях, которые не предназначены для прямого взаимодействия с продуктами питания, водой и тому подобными веществами. Из них изготавливаются многочисленные группы товаров, которые используются человеком, но при работе с пищей не применяются. К примеру, из такого пластика может быть изготовлен смартфон или другие подобные типы техники. Если человек обнаружил такую маркировку на упаковке пищевого продукта, не рекомендуется его есть, так как велика вероятность серьезно отравиться. Подобная ситуация может и не произойти, но лучше будет перестраховаться.
Итог
В целом, маркировка пластика – крайне полезное изобретение человечества. Она дает возможность простым людям понимать степень опасности от использования различных вариаций материалов или товаров. Кроме всего прочего, их переработка до сих пор остается единственным способом более-менее безопасно для экологии справиться с загрязнением окружающей среды. Безусловно, сам процесс обработки назвать самым лучшим методом нельзя, но пока человечество никаких более эффективных вариантов не придумало.
fb.ru
Маркировка сквозь упаковочную пленку лазерным маркиратором Fast Line
Случалось ли так, что на Вашей упаковочной линии недостаточно места для встраивания маркиратора продукции до момента ее упаковки в пленку? Или маркировка до полной упаковки продукции в пленку технологически невозможна? Или Вы – производитель чайной, кофейной и кондитерской продукции и ищете экономичное решение по ее маркировке?
 Уникальная разработка компании «ВА Инструментс» - лазерный диодный маркиратор Fast Line мощностью 30 Вт – позволит Вам решить эти проблемы. Маркиратор создан для удобной и простой инсталляции и обслуживания на конвейерных линиях любой сложности. Это недорогая, экономичная и надежная лазерная система идеально подходит для решения большинства базовых задач таких, как маркировка 1-2 строк текста или логотипов на крашеной бумаге, картоне, этикетке или окрашенном металле при скорости поточной линии до 100 м/минуту.
Уникальная разработка компании «ВА Инструментс» - лазерный диодный маркиратор Fast Line мощностью 30 Вт – позволит Вам решить эти проблемы. Маркиратор создан для удобной и простой инсталляции и обслуживания на конвейерных линиях любой сложности. Это недорогая, экономичная и надежная лазерная система идеально подходит для решения большинства базовых задач таких, как маркировка 1-2 строк текста или логотипов на крашеной бумаге, картоне, этикетке или окрашенном металле при скорости поточной линии до 100 м/минуту.
Длина волны 1µ обеспечивает маркировку практически любого непрозрачного материала, тем самым предоставляя дополнительную возможность нанесения печати на объект, упакованный в прозрачную пленку без повреждения последней.
Комплектация:
Лазерные маркираторы Fast Line состоят из трех основных компонентов: 1. Лазерная маркирующая головка 2. Блок управления 3. Монитор
При создании лазерной системы Fast Line учитывался богатый мировой опыт в области промышленной маркировки, а для сборки системы используются только проверенные и сертифицированные детали известных производителей.
• Простой в использовании выносной пульт управления с сенсорным экраном - меньше ошибок оператора и не требуется специальное обучение • Лазерная система не использует газ - длительный срок службы до 50000 часов и надежная работа • Простая и быстрая инсталляция – компактная печатающая головка легко монтируется в нужном месте линии, тогда как основной блок можно расположить на расстоянии до 3 метров • Пылевлагозащищенность IP54 – высокая надежность в тяжелых производственных условиях • Высоконадежный лазерный источник и система оптических сканаторов - превосходное качество печати и точность на скоростях до 100 м/мин • Полная поддержка графики и логотипов, векторные шрифты и штрихкоды • Длины волн 1µ - высокое качество маркировки на различных «непрозрачных» материалах • Дополнительные скоростные возможности печати – решение задач повышенной сложности
Компания «ВА Инструментс» работает в маркировочном бизнесе с 1996 года и зарекомендовала себя как надежный партнер. Специалисты компании гарантируют индивидуальный подход к каждому проекту, а также имеют возможность доработать программное обеспечение лазеров Fast Line согласно требованиям заказчика.
www.equipnet.ru
Невидимая печатная маркировка
Изобретение относится к устройству для формирования пленочной тубы, которую можно наполнять жидким, вязким или гранулированным наполнителем, из пленочной ленты и к системе формирования пленочной тубы. Устройство для формирования пленочной тубы из пленочной ленты включает наполняющую трубку, соединяемую с наполняющей машиной, для наполнения материала, формующее устройство, окружающее наполняющую трубку, для формования пленочной ленты в пленочную тубу, герметизирующее устройство, размещенное ниже по потоку от формующего устройства относительно направления выдачи наполнения, для герметизации продольных краев пленочной ленты. Продольные края пленочной ленты находятся рядом после операции формования для образования пленочной тубы. Устройство также содержит продвигающий привод для пленочной тубы, пишущее устройство, размещенное выше по потоку от формующего устройства относительно направления выдачи наполнения, для нанесения печатной маркировки на пленочную ленту, первое считывающее устройство, размещенное ниже по потоку от формующего устройства относительно направления выдачи наполнения, и второе считывающее устройство, размещенное выше по потоку от формующего устройства относительно направления выдачи наполнения, для считывания печатной маркировки, нанесенной на пленочную ленту. Пишущее устройство выполнено с возможностью наносить на пленочную ленту печатный маркировочный знак, электромагнитный спектр которого находится вне видимого света. Первое и второе считывающие устройства выполнены с возможностью обнаруживать упомянутые печатные маркировочные знаки. Обеспечивается возможность нанесения печатной маркировки в любых местах пленочной ленты. 2 н. и 14 з.п. ф-лы, 2 ил.
Изобретение относится к устройству для формирования пленочной тубы, которую можно наполнять жидким, вязким или гранулированным наполнителем, из пленочной ленты, как изложено в отличительной части п.1 формулы изобретения, и к пленочной ленте для этой цели, как изложено в отличительной части п.5 формулы изобретения.
В частности, изобретение относится к устройству для формирования пленочной тубы, которую можно наполнять жидким, вязким или гранулированным наполнителем, выполненной из пленочной ленты, причем устройство включает в себя: наполняющую трубку, соединяемую с наполняющей машиной, для наполнения материала; формующее устройство, окружающее наполняющую трубку, для формования пленочной ленты в пленочную тубу, герметизирующее устройство, размещенное ниже по потоку от формующего устройства относительно направления выдачи наполнения, для герметизации продольных краев пленочной ленты, которые находятся рядом после операции формования для образования пленочной тубы; продвигающий привод для пленочной тубы; пишущее устройство, размещенное выше по потоку от формующего устройства относительно направления выдачи наполнения, для наложения печатных маркировок на пленочную ленту; первое считывающее устройство, размещенное ниже по потоку от формующего устройства относительно направления выдачи наполнения; и второе считывающее устройство, размещенное выше по потоку от формующего устройства относительно направления выдачи наполнения; причем оба считывающих устройства предназначены для считывания печатных маркировок, нанесенных на пленочную ленту.
Известно, что трубчатая оболочка требуется для производства сосисок или аналогичных порционных упаковок, которые должны производиться непрерывно или прерывисто посредством такого устройства на месте путем герметизации продольного шва на пленочной ленте, которой придана форма тубы. В этом отношении термин «герметизация» используется для обозначения любого вида (неразъемного) соединения двух продольных краев и включает в себя также сварку как предпочтительную процедуру герметизации, но также использование клея или тому подобного. В устройстве изложенного общего вида, которое известно из заявки на европейский патент №0908103, пленочная лента протягивается поверх формующего устройства (формующего выступа) и через герметизирующее или сварочное устройство посредством продвигающего привода, который размещен ниже по потоку от герметизирующего устройства относительно области или механизма протяжки или относительно направления выдачи наполнения. Формующий выступ окружает наполняющую трубку и формует пленочную ленту вокруг наполняющей трубки для придания ей такой конфигурации, чтобы ее продольные края соединились друг с другом либо путем стыковки, либо путем перекрытия. Эти продольные края соединяют вместе в последующем сварочном или герметизирующем устройстве непосредственно или с помощью герметизирующей полоски, которая соединяет края.
Пленочная туба при этом переносится дальше продвигающим приводом в направлении выдачи наполнения в буферный участок наполняющей трубки, в котором она складывается гармошкой для обеспечения ее запаса. Запас необходим, так как операция наполнения по введению наполнителя в пленочную тубу происходит периодически, а операция герметизации в большинстве случаев производится непрерывно, в некоторых случаях также периодически, но в любом случае более медленно, чем снятие пленочной тубы с наполняющей трубки, что регулируется выдачей наполнителя во время операции наполнения. С другой стороны, после операции наполнения имеются паузы, когда концы наполненной пленочной тубы закрываются посредством того, что называется зажимающей машиной. Поэтому пленочная туба продолжает производиться во время зажимающих пауз (остановок наполнителя), в которых операция наполнения останавливается. В этой ситуации запас пленочной тубы накапливается перед удерживающим средством.
Известно, что изготовление пленочной тубы должно регулироваться, чтобы достичь синхронизации между формированием пленочной тубы и операцией наполнения. Эта цель достигается использованием измерительного устройства для определения количества запаса пленочной тубы, причем это устройство, как правило, содержит чувствительный элемент, который имеет возможность перемещаться по отношению к наполняющей трубке, и стационарный чувствительный элемент. Подвижный чувствительный элемент соединен с захватывающим элементом, который зацепляется в поперечное сечение сложенной или собранной пленочной тубы и который в то же самое время образует удерживающее средство для запаса пленочной тубы. Когда запас пленочной тубы увеличивается в размере, это смещает захватывающий элемент и подвижный чувствительный элемент в направлении доставки продвигающих приводов против возвратной силы, которая приложена, например, пружиной (усилие пружины) или пневматическим элементом (усилие давления). Когда пленочная туба выходит из ее запаса и запас уменьшается в размере, возвратная сила переводит захватывающий элемент с подвижным чувствительным элементом назад, в противоположном направлении к направлению перемещения.
В простейшей конструктивной конфигурации измерительного устройства фиксированный чувствительный элемент имеет, например, два разнесенных механических или магнитных выключателя или генератора сигналов, которые соответственно приводятся в действие при приближении подвижного чувствительного элемента (механической или бесконтактной контактной поверхности). В этой ситуации выключатели заставляют устройство выключаться или включаться соответственно при заранее установленном максимальном или минимальной величине запаса соответственно, который выбирается подходящим относительным размещением выключателей/генераторов сигналов и контактных поверхностей.
Дальнейшая разработка измерительного устройства предусматривает измерение перемещения между подвижным и стационарным чувствительными элементами, причем его результат обеспечивает дифференциальную адаптацию скорости герметизации и транспортера для количества запаса.
В любом случае, однако, подвижный чувствительный элемент перемещается захватывающим элементом, который зацепляется в поперечное сечение собранной пленочной тубы. Это предполагает в каждом случае достаточное сгибание запаса пленочной тубы, при котором захватывающий элемент зацепляет его. Теперь, однако, имеются пленки с покрытиями, которые получают повреждения из-за сильного складывания. Например, пленки с алюминиевым покрытием чувствительны к резким изгибам, т.к. относительно хрупкий алюминиевый слой может истираться в таких местах, за счет чего как функциональные, так и эстетические свойства пленки ухудшаются. То же самое применимо к жестким пленочным материалам, которые не могут полностью разглаживаться вновь после того, как из них образована острая форма, и тем самым сохраняют нежелательную волнообразную структуру. Проблема, которая также возникает, состоит в том, что складки пленки, которые еще остаются горячими после операции герметизации, слипаются друг с другом в случае чрезмерно высокого давления накопления во время образования запаса пленочной тубы.
Дальнейший возможный путь определения и управления запасом пленочной тубы состоит в нанесении маркировки (маркировочных знаков) на пленочную ленту или пленочную тубу. В этом случае пишущее устройство, такое, например, как принтер, наносит подходящую маркировку, например, на пленочную ленту с заданными интервалами. Считывающее устройство обнаруживает эти маркировки и тем самым находит длину пленочной ленты, вытянутой из запаса пленочной ленты. В герметизирующем устройстве пленочная лента обрабатывается для получения пленочной тубы и образует запас пленочной тубы, как описано выше. Далее считывающее устройство, размещенное вблизи от переднего конца наполняющей трубки относительно направления выдачи наполнения, обнаруживает длину пленочной тубы, вытянутой из ее запаса. Имеющаяся текущая длина запаса пленочной тубы находится из разности длины пленочной ленты, вытянутой из запаса пленочной ленты, и пленочной тубы, вытянутой из запаса пленочной тубы. Далее, на скорость формирования пленочной тубы можно влиять на основе соответствующей текущей длины запаса пленочной тубы таким образом, чтобы запас пленочной тубы оставался приблизительно постоянным в заданной области.
Такая маркировка, однако, может отрицательно влиять на зрительное впечатление от конечного продукта. В зависимости от соответствующего размера, формы и цвета маркировки она скрывает, например, изображения и надписи, которые обычно уже нанесены на пленочную ленту при ее производстве. Управление наносимой печатью таким образом, чтобы печать на существующей пленочной ленте не сказывалась отрицательно, является либо в высшей степени сложным и дорогостоящим, либо невозможным в зависимости от соответствующего размера печати.
Цель настоящего изобретения состоит в обеспечении устройства и пленочной ленты для производства пленочной тубы из упомянутой пленочной ленты, которые преодолевают эти недостатки. Еще одна цель изобретения состоит в том, чтобы позволить наносить печатную маркировку в любых местах пленочной ленты.
Вышеуказанная цель достигается в отношении устройства с помощью признаков п.1 формулы изобретения. Преимущественные конфигурации в отношении него изложены в зависимых пл. 2-5.
В частности, вышеуказанная цель достигается с помощью устройства такого вида, который изложен в начальной части данного описания, в котором пишущее устройство способно наносить на пленочную ленту, по меньшей мере, одну печатную маркировку, электромагнитный спектр которой находится вне видимого света, и при этом первое и второе считывающие устройства способны считывать упомянутую печатную маркировку. Такие печатные маркировки могут наноситься в любом желательном месте на пленочной ленте или пленочной тубе, т.к. они не видны потребителю и тем самым не оказывают отрицательного влияния на внешний вид конечного продукта.
В простейшем случае эта маркировка видна под УФ-светом, т.к. отработанная технология доступна для таких применений. В общем, электромагнитный спектр напечатанных маркировок должен, однако, быть в диапазоне длин волн, которые меньше, чем 380 нм, и больше, чем 780 нм. Этот широкий диапазон означает, например, что возможно также использовать инфракрасное излучение. Дальнейший предпочтительный диапазон является таким, который меньше, чем 350 нм, и больше, чем 800 нм, за счет чего возможно гарантировать, что маркировка действительно видна только с помощью технических средств.
В отношении пленочной ленты вышеуказанная цель достигается с помощью признаков п.5 формулы изобретения. Преимущественные конфигурации в этом отношении изложены в зависимых пп.6-11.
В частности, цель достигается в отношении пленочной ленты тем, что пленочная лента снабжается, по меньшей мере, одной печатной маркировкой, электромагнитный спектр которой находится вне диапазона видимого света. Если печатная маркировка, например, уже находится на пленочной ленте, когда пленочная лента вставляется в устройство согласно изобретению, можно отказаться от соответствующего пишущего блока.
Понятно, что считывающие устройства и пишущее устройство для печатной маркировки должны быть согласованы друг с другом. Поэтому предпочтительно, если печатная маркировка на пленочной ленте может считываться первым и вторым считывающими устройствами.
Предпочтительно, электромагнитный спектр печатных маркировок пленочной ленты должен быть в диапазоне длин волн, которые меньше, чем 380 нм, и больше, чем 780 нм. В этом отношении особенно предпочтительно, если электромагнитный спектр ниже, чем 350 нм, и выше, чем 800 нм.
Печатные маркировки на пленочной ленте могут быть распределены по желанию. В предпочтительном варианте осуществления это распределение равномерное. При этом заданную длину пленочной ленты всегда можно связать с заданным числом маркировок.
Распределение печатных маркировок на пленочной ленте может также быть нерегулярным. Такое распределение может быть выгодным, если, например, при использовании одной и той же пленочной ленты, т.е. при поддержании диаметра, длина продукта должна быть изменена.
Обычно сосисочные продукты снабжаются специфичными для продукта или специфичными для изготовителя данными, например посредством наклеек, которые наносятся на продукт после изготовления. Если такие данные или также изображения уже размещены на пленочной ленте при ее производстве, этот рабочий этап можно опустить при производстве пленочной тубы или перед ним, либо после того, как сосисочный продукт изготовлен.
В преимущественной конфигурации пленочной ленты печатные маркировки, нанесенные на пленочную ленту пишущим устройством, наносятся независимо от положения специфичных для продукта или специфичных для изготовителя обозначений. В результате устройства и рабочие этапы для координирования печатных маркировок и специфичных для продукта или специфичных для изготовителя обозначений опускаются.
Дальнейшие цели, признаки и преимущества настоящего изобретения будут описаны посредством вариантов осуществления, описанных посредством нижеследующего примера со ссылкой на чертежи, на которых:
Фиг.1 - условный вид варианта осуществления устройства по изобретению для производства пленочной тубы, вид сбоку, и
Фиг.2 - вид сверху варианта осуществления по фиг.1.
Устройство, показанное на фиг.1, имеет подающий валик 10 пленочной ленты 12, которая ожидает своей обработки. Пленочная лента 12 проходит по множеству изменяющих направление валиков 14, 16, 18, 20, 22 и 24 к формующему выступу 26. Пишущее устройство 27 размещено в области изменяющего направление валика 14. В области изменяющего направление валика 18 размещено первое считывающее устройство 28 измерительного устройства на поверхности пленочной ленты 12 напротив изменяющего направление валика 18.
Пленочная лента 12 формуется в пленочную тубу 30 вокруг наполняющей трубки 32 в формующем выступе 26. В этом случае пленочная туба 30 практически коаксиально окружает наполняющую трубку 32. После операции формования пленочная туба 30 имеет два смежных продольных края, которые обращены вверх на фиг.1, но которые не проиллюстрированы и которые герметизируются или свариваются в герметизирующем блоке 24, размещенном ниже по потоку от формующего выступа 26 относительно направления выдачи наполнения (см. стрелку 36). На том же самом уровне, что и герметизирующий блок 34 на обеих сторонах наполняющей трубки 32 размещен соответствующий приводной ремень 38, 39, плотно прилегающий к наружной части пленочной тубы 30, продвигающего привода 40, который тянет пленочную ленту 12 вперед и под герметизирующим блоком 34 и в то же самое время толкает готовую пленочную тубу 30 в направлении 36 выдачи наполнения. Кольцо 42 размещено в области герметизирующего блока 34 и продвигающего привода 40 коаксиально к наполняющей трубке 32. Наружный диаметр кольца 42 приблизительно соответствует диаметру законченной пленочной тубы 30. Оба приводных ремня 38, 39, а также герметизирующий блок 34 (точнее, герметизирующий стержень, герметизирующая лента или поток горячего воздуха герметизирующего блока) действуют под давление на это кольцо 42.
Удерживающее кольцо 44 размещено коаксиально на наполняющей трубке 32 ниже по потоку от герметизирующего блока 34. Так как продвигающий привод 40 действует в направлении вперед выше по потоку от удерживающего кольца 44 и так как пленочная туба 30 не имеет достаточной собственной стабильности, запас 46 пленочной тубы, который складывается гармошкой, образуется на буферной секции 45 между удерживающим кольцом 44 и продвигающим приводом 40. Поскольку, однако, опасность складывания не важна в устройстве по изобретению, это складывание можно уменьшить, например, для параметра хрупкости пленочного материала, благодаря подходящему выбору длины буферной секции 45 с той же самой емкостью запаса или, при заданной длине буферной секции 45, за счет снижения величины запаса.
Пленочная туба 30 стягивается затем с буферного запаса по удерживающему кольцу в операции наполнения в направлении выдачи наполнения. Второе считывающее устройство 48 измерительного устройства размещено на уровне удерживающего кольца 44 или ниже него по потоку относительно направления 36 выдачи наполнения, т.е. в месте, в котором пленка снова распрямляется за счет стягивания с запаса 46.
Как можно видеть дальше из фиг.1, пишущее устройство 27 для нанесения печатных маркировок на пленочную ленту 12 размещено сразу ниже по потоку от подающего валика 10 относительно направления 36 выдачи наполнения. Первое считывающее устройство 28 регистрирует маркировку, нанесенную на пленочную ленту 12 пишущим устройством 27, и определяет, исходя из нее, длину пленочной ленты 12, стянутой с подающего валика 10, по известному шагу маркировок.
Поскольку пленочная лента 12 ни опрокидывается, ни растягивается в продольном размере до герметизирующего блока 34, длина пленочной ленты 12, стянутой с подающего валика 10, точно соответствует длине пленочной тубы 30, которая доставляется герметизирующим блоком 34 на буферную секцию 45.
Как уже описано ранее, в операции наполнения пленочная туба 30 стягивается со сложенного буферного запаса по удерживающему кольцу 44 в направлении выдачи наполнения. В этой ситуации сложенная пленочная туба 30 снова распрямляется. Второе считывающее устройство 48, размещенное непосредственно за удерживающим кольцом 44, определяет длину пленочной тубы 30, стянутой с буферной секции 45, на основе печатных маркировок, нанесенных на пленочную ленту 12 пишущим устройством 27.
На основе разности между установленными, как описано ранее, длинами пленочной тубы 30, которая подается на буферную секцию и стягивается с нее, возможно точно найти длину запаса 45 пленочной тубы в любое время и влиять на нее целевым образом путем соответствующего управления продвигающим приводом 40.
Видно, что при применении печатных маркировок, электромагнитный спектр которых находится вне видимого света, на пленочной ленте 12 уже нанесенные обозначения, характеризующие продукт или изготовителя, не будут повергаться отрицательному воздействию. Поэтому печатные маркировки можно наносить на пленочную ленту 12 в месте, пригодном для вышеописанного регулирования длины запаса 46 пленочной тубы.
Процесс формирования пленочной тубы 30, которую можно наполнять жидким, вязким или гранулированным наполнителем, из пленочной ленты 12 с помощью устройства по изобретению, описанного выше. На первом этапе пленочная лента 12 подается в формующее устройство 26 из запаса 10 пленочной ленты. Непосредственно ниже по потоку от запаса 10 пленочной ленты пишущее устройство 27 непрерывно наносит печатную маркировку на пленочную ленту 12 с заданными интервалами. Считывающее устройство 28 регистрирует длину пленочной ленты 12, которая стянута, на основе этой маркировки. В формующем устройстве 26 пленочная лента 12 формуется вокруг наполняющей трубки 32, чтобы получить пленочную тубу 30, и после этого сваривается или герметизируется в сварочном или герметизирующем устройстве 34 по продольным краям, которые после операции формования перекрываются или взаимно наложены друг на друга, с использованием дополнительной герметизирующей ленты или без нее, чтобы получить закрытую пленочную тубу 30. После этого герметизированная пленочная туба 30 доставляется посредством продвигающего привода 40 от герметизирующего блока 30 к запасу 46 пленочной тубы на наполняющей трубке 32, с которой она стягивается снова по мере необходимости, при регулировке операцией наполнения. В этом случае длина пленочной тубы 30, стянутой с запаса 46 пленочной тубы, детектируется вторым считывающим устройством 48 и подается в (электронную) регулировочную систему, точно так же, как и длина, выявленная первым считывающим устройством 28, пленочной ленты 12, стянутой с запаса 10 пленочной ленты. Электронная регулировочная система регулирует операцию герметизации или скорость герметизации, которая остается насколько возможно равномерной таким образом, чтобы заданная величина запаса пленочной тубы 30 оставалась на буферной секции 45.
В начале работы или при изменении пленочной ленты, во-первых, заданное количество пленочной тубы 30 должно быть заранее герметизировано, чтобы гарантировать удовлетворительное начало работы общей установки (герметизирующего устройства и зажимной машины). Это заданное количество можно затем поддерживать путем измерения и регулирования скорости герметизации в соответствии с изобретением.
В варианте осуществления, показанном на фиг.1, пишущее устройство 27 составляет часть устройства по изобретению. Понятно, что печатная маркировка согласно изобретению может быть уже нанесена на пленочную ленту 12 во время ее изготовления. Тогда пишущее устройство не будет необходимым.
Печатные маркировки согласно изобретению видны для человеческого глаза только с помощью технических средств и не влияют отрицательно на внешний вид готового продукта для потребителя. Поэтому они могут также выполнять и иные функции помимо определения длины запаса 46 пленочной тубы на буферной секции 45. Они могут содержать дополнительную информацию, которая, например, может использоваться для целей контроля.
Помимо этого, использование печатных маркировок согласно изобретению дает возможность, например, формировать центральное печатное изображение обозначений, характеризующих продукт или изготовителя, без необходимости уделять внимание положению печатных маркировок.
Понятно, что можно также использовать пишущий блок, который наносит печатные маркировки на пленочную ленту 12, которые являются «нормальными», т.е. видимыми для человеческого глаза. Понятно, что в этом случае считывающие устройства 28, 48 также должны быть способны обнаруживать эти маркировки.
Пишущее устройство 27 может также размещаться в любом ином месте между запасом 10 пленочной ленты и герметизирующим устройством 34. В этом случае, однако, следует отметить, что положение считывающего устройства 28 должно быть также соответственно изменено.
1. Устройство для формирования пленочной тубы (30), предназначенной для наполнения жидким, вязким или гранулированным наполнителем, из пленочной ленты (12), включающее в себя наполняющую трубку (32), соединяемую с наполняющей машиной, для наполнения материала, формующее устройство (26), окружающее наполняющую трубку (32), для формования пленочной ленты (12) в пленочную тубу (30), герметизирующее устройство (34), размещенное ниже по потоку от формующего устройства (26) относительно направления (36) выдачи наполнения, для герметизации продольных краев пленочной ленты (12), которые находятся рядом после операции формования, для образования пленочной тубы (30), продвигающий привод (40) для пленочной тубы (30), пишущее устройство, размещенное выше по потоку от формующего устройства (26) относительно направления (36) выдачи наполнения, для нанесения печатной маркировки на пленочную ленту (12), первое считывающее устройство (48), размещенное ниже по потоку от формующего устройства (26) относительно направления (36) выдачи наполнения, и второе считывающее устройство (28), размещенное выше по потоку от формующего устройства (26) относительно направления (36) выдачи наполнения, для считывания печатной маркировки, нанесенной на пленочную ленту (12), при этом пишущее устройство выполнено с возможностью наносить на пленочную ленту (12), по меньшей мере, один печатный маркировочный знак, электромагнитный спектр которого находится вне видимого света, а первое и второе считывающие устройства (48, 28) выполнены с возможностью обнаруживать упомянутые печатные маркировочные знаки.
2. Устройство по п.1, характеризующееся тем, что электромагнитный спектр печатных маркировочных знаков находится в диапазоне длин волн меньше 380 нм и больше 780 нм.
3. Устройство по п.2, характеризующееся тем, что электромагнитный спектр печатных маркировочных знаков находится в диапазоне длин волн меньше чем 350 нм и больше чем 800 нм.
4. Устройство по любому из пп.1-3, характеризующееся тем, что выполнено любое желательное печатное изображение обозначений, характеризующих продукт или изготовителя.
5. Система формирования пленочной тубы, содержащая устройство по любому из пп.1-4 и пленочную ленту (12), снабженную, по меньшей мере, одной печатной маркировкой, электромагнитный спектр которой находится вне видимого света.
6. Система по п.5, характеризующаяся тем, что электромагнитный спектр печатной маркировки на пленочной ленте (12) находится в диапазоне длин волн меньше 380 нм и больше 780 нм.
7. Система по п.6, характеризующаяся тем, что электромагнитный спектр печатной маркировки на пленочной ленте (12) находится в диапазоне длин волн меньше 350 нм и больше 800 нм.
8. Система по п.5 или 6, характеризующаяся тем, что печатное изображение на пленочной ленте (12) выполнено с возможностью считывания первым и вторым считывающими устройствами (48, 28).
9. Система по любому из пп.5-7, характеризующаяся тем, что распределение печатных маркировочных знаков на пленочной ленте (12) равномерное.
10. Система по любому из пп.5-7, характеризующаяся тем, что распределение печатных маркировочных знаков на пленочной ленте (12) нерегулярное.
11. Система по п.8, характеризующаяся тем, что распределение печатных маркировочных знаков на пленочной ленте (12) равномерное.
12. Система по п.8, характеризующаяся тем, что распределение печатных маркировочных знаков на пленочной ленте (12) нерегулярное.
13. Система по любому из пп.5-7, 11, 12, характеризующаяся тем, что печатные маркировочные знаки размещены в области обозначений, характеризующих продукт или изготовителя, которые уже находятся на пленочной ленте (12).
14. Система по п.8, характеризующаяся тем, что печатные маркировочные знаки размещены в области обозначений, характеризующих продукт или изготовителя, которые уже находятся на пленочной ленте (12).
15. Система по п.9, характеризующаяся тем, что печатные маркировочные знаки размещены в области обозначений, характеризующих продукт или изготовителя, которые уже находятся на пленочной ленте (12).
16. Система по п.10, характеризующаяся тем, что печатные маркировочные знаки размещены в области обозначений, характеризующих продукт или изготовителя, которые уже находятся на пленочной ленте (12).
www.findpatent.ru
Маркировка кондитерских и хлебобулочных изделий
Статьи » Маркировка » Маркировка кондитерских и хлебобулочных изделийВ настоящее время большинство хлебобулочных изделий упаковывается в плёнку. Кондитерские изделия, конфеты также часто фасуются таким способом.
Особенностью предприятий кондитерской отрасли является большое количество похожей или однотипной продукции. Рано или поздно на любом производстве встаёт вопрос об уменьшении стоимости упаковки.
Стоимость упаковки единицы продукта складывается из стоимости плёнки, этикетки и маркировки. Плёнка может быть как полностью прозрачная, так и с элементами фирменного стиля. Маркировка может быть нанесена непосредственно на плёнку или на этикетку. Вариантов организации процесса маркировки существует достаточно много. Всё зависит и от количества видов продукции, и от степени автоматизации, и от того, как развивалось предприятие, какое оборудование имеется, и от других факторов.
Список наиболее часто встречаемых вариантов маркировки кондитерских и хлебобулочных изделий:
- Прозрачная плёнка/плёнка с логотипом, цветная типографская этикетка, маркировка срока годности на плёнке/упаковке
- Прозрачная плёнка/плёнка с логотипом, цветная типографская этикетка, маркировка срока годности на этикетке
- Прозрачная плёнка/плёнка с логотипом, термотрансферная этикетка, маркировка срока годности на этикетке
- Прозрачная плёнка/плёнка с логотипом, этикетки нет, маркировка на плёнке
- Плёнка с логотипом и всей информацией, маркировка срока годности на плёнке/упаковке
Рассмотрим маркировку хлеба, булочек и конфет на примерах:

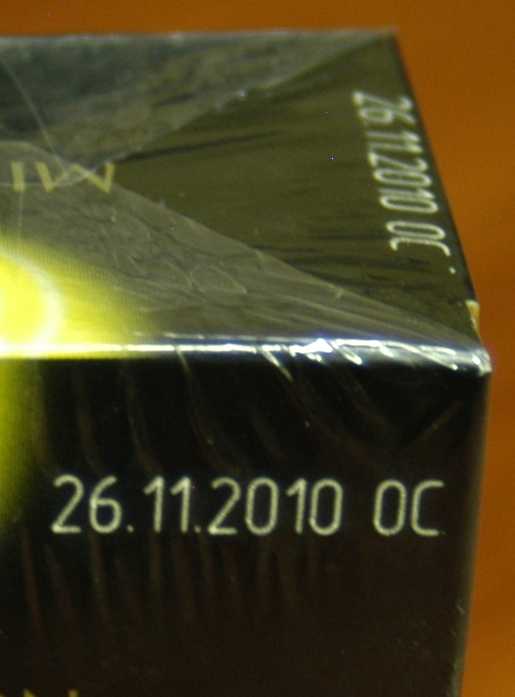
Маркировка багета
Плёнка прозрачная, вся информация на цветной этикетке, маркировка нанесена на плёнку.
+ плёнка стандартная может использоваться для любых типов продукта
- этикетка не универсальная, на каждый тип продукта нужна новая этикетка
маркировка срока годности - качественная термотрансферная
фирменный стиль отображён на этикетке
Используемое оборудование
для маркировки - термотрансферный принтер
для нанесения этикетки -аппликатор или вручную

Маркировка хлеба
Хлеб упакован в термоусадочную плёнку, поэтому варианты маркировки здесь несколько ограничены.
+ плёнка стандартная может использоваться для любых типов продукта
- этикетка не универсальная, на каждый тип продукта нужна новая этикетка
- маркировка срока годности с помощью отдельной этикетки - не внушает доверия, легко может быть переклеена/"перебита" недобросовестным продавцом для "придания свежести" продукту
фирменный стиль отображён на этикетке
Используемое оборудование
для маркировки - этикет-пистолет, вручную.
для нанесения этикетки - аппликатор или вручную

Маркировка булочки
+ плёнка стандартная может использоваться для различных продуктов (например, для разных булочек), отражает фирменный стиль
- этикетка не универсальная, на каждый тип продукта нужна новая этикетка
маркировка - качественная, аккуратная, нанесена на этикетку
фирменный стиль отображён на этикетке и на плёнке
упаковка внушает доверие и к продукту и к производителю
Используемое оборудование
В данном случае могут быть несколько вариантов оборудования:
- маркировочный принтер встроен (установлен) в аппликатор
- этикетки маркируются отдельно на перемотчике, а затем рулон устанавливается в аппликатор, и этикетки уже наносятся на продукт, движущийся по конвейеру
Маркировка батона
+ плёнка стандартная может использоваться для любых типов продукта
- этикетка не универсальная, на каждый тип продукта нужна новая этикетка
фирменный стиль отображён на этикетке
маркировка нанесена на этикетку (горячее тиснение) не очень аккуратна и не в специальном поле
у меня как у потребителя возникают сомнения, брать ли такой товар...
Используемое оборудование
для маркировки - простейший датер или штамп, вручную.
для нанесения этикетки - аппликатор или вручную

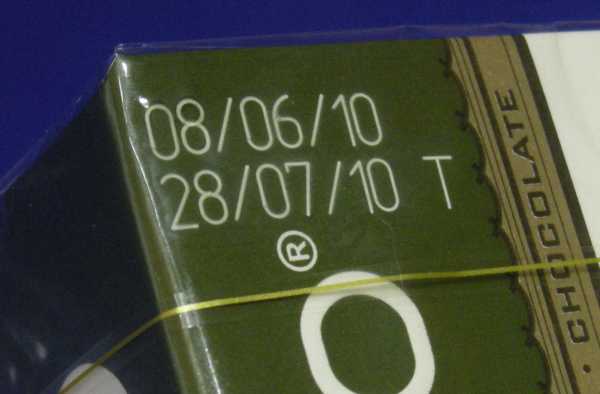
Маркировка конфет
Очень интересный и современный вариант упаковки
+ плёнка стандартная, для любых типов продукта, отражает фирменный стиль (логотипы по всей плёнке)
+ этикетки нет (экономия и на этикетке и на оборудовании для нанесения этикетки)
+ маркировка со всей информацией наносится прямо на плёнку на специальную белую полосу
(для универсальности использования упаковки сделана именно полоса, т.к. поле ограничивает форматы упаковок)
весь текст есть, всё аккуратно, производитель узнаваем. у потребителя не возникает сомнений, что информация нанесена непосредственно на производстве, сомнений о "переклейке даты не возникает
при определённых условиях (производительность, количество наименований продукции)- может быть лучшим соотношением внешний вид упаковки /цена упаковки.
Используемое оборудование
для маркировки -термотрансферный принтер для гибкой упаковки
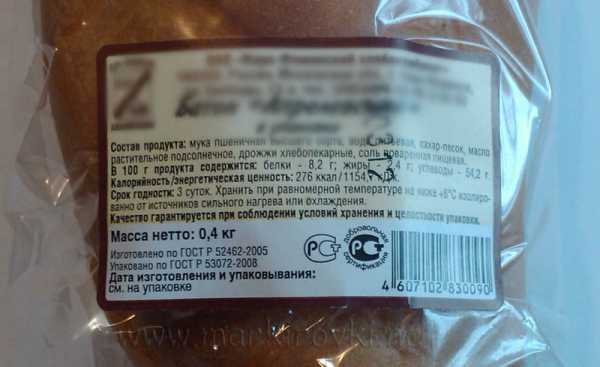
 Маркировка хлеба
Маркировка хлеба
Хлеб упакован в термоусадочную плёнку, поэтому варианты маркировки здесь несколько ограничены.
+ плёнка стандартная может использоваться для любых типов продукта
+ этикетка универсальная, с цветным логотипом. Вся необходимая информация о конкретном продукте печатается на этикетке (также здесь можно было бы печатать и дату производства, но...)
- маркировка срока годности с помощью отдельной этикетки - не внушает доверия, легко может быть переклеена/"перебита" недобросовестным продавцом для "придания свежести" продукту.
фирменный стиль отображён на этикетке
Используемое оборудование
Скорее всего этикетки печатаются настольным термотрансфкрным принтером. А затем вручную или с помощью аппликатора наклеиваются на продукт
Универсального рецепта, как маркировать хлебобулочные и кондитерские изделия - нет. Только проанализировав все факторы (имеющееся оборудование, стоимость расходных и упаковочных материалов, ассортимент, производительность) можно выбрать подходящее решение.
Если у Вас возникли вопросы по теме статьи, Вы можете задать их здесь.
Обсудить статью на форуме
Оставить запрос на коммерческое предложение на маркировочное оборудование
05.05.2013
markirovki.net










