Радиографический контроль сварных соединений. Радиографическая пленка это
радиографическая пленка - это... Что такое радиографическая пленка?
радиографическая пленка
радиографическая пленкаПленка, содержащая прозрачную подложку, обычно покрытую с обеих сторон эмульсией, чувствительной к излучению.[Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное пособие). Москва 2003 г.]
Тематики
- виды (методы) и технология неразр. контроля
Справочник технического переводчика. – Интент. 2009-2013.
- радиографическая дефектоскопия
- радиографический контроль
Смотреть что такое "радиографическая пленка" в других словарях:
пленка для работы с экраном — Радиографическая пленка, предназначенная для использования с флюоресцентными усиливающими экранами. [Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное пособие). Москва 2003 г.]… … Справочник технического переводчика
Схемы просвечивания сварных соединений. — 4.4.11 Схемы просвечивания сварных соединений. 4.4.11.1 Основные схемы просвечивания стыковых и угловых сварных соединений нефтепроводов, технологических и вспомогательных трубопроводов приведены на Рис. 6 Рис. 12. Примечание. На Рис. 6 Рис. 12… … Словарь-справочник терминов нормативно-технической документации
РД 08.00-60.30.00-КТН-046-1-05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов — Терминология РД 08.00 60.30.00 КТН 046 1 05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов: 1.4.15 Бригада сварщиков группа аттестованных в установленном порядке сварщиков, назначенных… … Словарь-справочник терминов нормативно-технической документации
technical_translator_dictionary.academic.ru
Радиографические технические пленки для неразрушающего контроля
Целью настоящей статьи является сравнительный анализ отечественных и зарубежных пленок по рентгенсенситометрическим и структурометрическим показателям-необходимый пользователям при выборе пленки для проведения рентгенографического контроля. Данные основаны на результатах испытаний радиографических материалов, выпускаемых отечественной промышленностью и различными фирмами мира.
В настоящее время в России нет стандартов по классификации радиографических пленок, методам их испытаний, стандарта, регламентирующего применение химреактивов для химико-фотографической обработки радиографических снимков, соответствующих европейским стандартам. В 80-х годах ХХ века в зарубежной литературе появилась информация о новых методах оценки качества изображения на радиографических пленках, применяемых в неразрушающем контроле, в зависимости от качества самих пленок, а также о методах классификации последних. В современных зарубежных стандартах принята классификация качества радиографических пленок по четырем и шести классам. Определяющими критериями качества радиографических пленок для неразрушающего контроля являются гранулярность (шум), градиент (сигнал) и квантовая эффективность детектирования (КЭД), т.е. отношения сигнал/шум падающего на пленку потока излучения (экспонирования) к отношению сигнал/шум поглощенного в эмульсионном слое излучения (изображение на пленке). В этом случае информационная емкость радиографической пленки учитывает свойства самого эмульсионного слоя. При переходе от радиографической пленки одной чувствительности к пленке с другой чувствительностью наблюдается закономерность – во сколько раз уменьшается чувствительность, во столько же увеличивается количество информации, которая может быть зарегистрирована радиографической пленкой. Поэтому КЭД позволяет сравнивать различные радиографические пленки применительно к объекту радиографического контроля. При большом значении отношения сигнал/шум излучения, прошедшего через объект контроля, нужно применять радиографические пленки низкой чувствительности, позволяющие регистрировать мельчайшие детали объекта на полученном после экспонирования и химико-фотографической обработки изображении. Увеличению информационной емкости радиографической пленки способствует и ее высокий градиент (контраст).
На основе этих критериев и были разработаны и приняты в 1994-1997 гг. Международные и Европейские стандарты классификации радиографических технических пленок, (7 классов) применяемых для неразрушающего контроля.
Для отечественных пленок, исходя из ассортимента последних, наиболее оптимальна классификация радиографических пленок на 4 класса по ряду параметров: радиационной чувствительности, коэффициенту контрастности, и градиенту
Перед изложением результатов испытаний радиографических материалов, для исключения разночтений, приведем стандартную терминологию.
1. Под классом чувствительности радиографического контроля понимают требование к чувствительности радиографического контроля, установленное нормативной (конструкторской) документацией на объект контроля.
2. Под классом радиографической пленки авторы отечественного стандарта понимают совокупность требуемых рентгеносенситометрических параметров пленок, обеспечивающих получение радиографического изображения соответствующего класса.
Класс радиографической пленки – совокупность требуемых сенситометрических параметров пленок, обеспечивающая получение радиографического изображения соответствующего качества. Введено три класса радиографического изображения для дифференциации требований к контролю объектов, имеющих различные области применения (изделия, поднадзорные Госатомнадзору и Госгортехнадзору России; металлоконструкции, гидросооружения и др., не подведомственные надзорным органам).
Методика эксперимента. Критерием принадлежности радиографических пленок, выпускаемых зарубежными фирмами, к тому или иному классу, по принятой в России классификации, служит чувствительность. Для определения чувствительности и других сенситометрических показателей радиографические материалы подвергали экспонированию на рентгенсенситометрической установке типа Ренекс без применения усиливающих экранов. Рентгеновская трубка РИД-1, тип 20-50БД22-150 с вращающимся анодом. Напряжение на трубке 80 кВ. Время экспонирования 50 и 100 сек. Скорость вращения кассеты 90 об./мин. После экспонирования сенситограмму проявляли в стандартном проявителе «Рентген-2» в термостате с качающейся кюветой с числом покачивания 33,5 в минуту и температуре 200С ± 0,50 в течение 6 мин. Промывание и фиксирование, сушку, а также определение сенситометрических показателей производили в соответствие с действующим ОСТ. Классы радиографических технических пленок предлагаемых проектом отечественного стандарта приведены в Таблице 1.
Таблица 1
| Класс | Марка | Фирма изготовитель | Страна | Чувствительность пленки |
| 1. | РТ-14РТ-15DR50M100D2D3NDT35NDT45IХ 25IХ 50 | ОАО ТАСМАОАО ТАСМА* КОДАККОДАК*Агфа- ГевертАгфа-ГевертДюпонДюпонФуджиФуджи | РоссияРоссияФранцияФранцияБельгияБельгияГерманияГерманияЯпонияЯпония | 2,61,41,42,61,42,61,52,71,52,7 |
| 2. | РТ-4ТРТ-5ДРТ-КРТ- 4ММХ 125Т 200D4D5Р4, R4Р5 *R5NDT45NDT55I Х 80 | ОАО ТАСМАОАО ТАСМАОАО СВЕМАОАО СВЕМАКОДАККОДАКАгфа-ГевертАгфа-ГевертФОМА* ФОМАДюпонДюпонФуджи | РоссияРоссияУкраинаУкраинаФранцияФранцияБельгияБельгияЧехияЧехияГерманияГерманияЯпония | 4,05,07,06,54,56,54,56,54,55,52,76,54,5 |
| 3. | РТ-12РТ-7ТР7, R7Р8,R8D7D8АХАА 400СХNDT65NDT70I Х 100I Х 150КХ221 | ОАО ТАСМАОАО ТАСМАФОМАФОМААгфа-ГевертАгфа-ГевартКОДАККОДАККОДАКДюпонДюпонФуджиФуджиКНК ЛАКИ | РоссияРоссияЧехияЧехияБельгияБельгияФранцияФранцияФранцияГерманияГерманияЯпонияЯпонияКитай | 128,011,01711159,011161216111719 |
| 4. | РТ-1ВРТ-1РТ-11РТ-1ВРТ-6-1*Р1, RХ | ОАО ТАСМАОАО ТАСМАОАО СВЕМАОАО СВЕМАОАО СВЕМАФОМА | РоссияРоссияУкраинаУкраинаУкраинаЧехия | 353040306027 |
Полные рентгенсенситометрические характеристики, толщина слоев и поверхностная концентрация металлического серебра в эмульсионном слое некоторых зарубежных и отечественных радиографических рентгеновских пленок приведены в табл.2.
Таблица 2
| Тип плёнки, фирма | Время эксп. Сек. | Рентгенсенситометрические показатели | Толщина слоёв, мкм., пов.конц. серебра в слое, г/м2 | ||||||
| S0,85+Д0 Р-1 | Г | G | Д0 Б | R мм-1 | σ 1000 Д=2,0 | G/σ д | |||
| Тасма | |||||||||
| РТ-15 | 100 | 1,4 | 4,9 | 4,5 | 0,05 | 195 | 16 | 281 | 22, 17,0 |
| РТ-14 | 100 | 2,6 | 5,1 | 4,4 | 0,06 | 180 | 18 | 232 | 23, 17,0 |
| РТ-5Д | 100 | 5,0 | 4,6 | 4,0 | 0,03 | 180 | 25 | 160 | 17, 11,5 |
| РТ-К | 100 | 7,0 | 4,7 | 4,2 | 0,04 | 180 | 24 | 191 | 18, 11,5 |
| РТ-4Т | 100 | 4,0 | 4,2 | 3,8 | 0,02 | 195 | 18 | 211 | 18, 11,5 |
| R5 | 100 | 7,0 | 5,0 | 4,0 | 0,06 | 160 | 25 | 160 | 25, 14,1 |
| R7 | 100 | 11 | 5,0 | 4,0 | 0,05 | 145 | 32 | 125 | 32, 18,1 |
| R8 | 50 | 17 | 4,5 | 3,9 | 0,04 | 135 | 39 | 100 | 31, 20,2 |
| R1 | 50 | 27 | 4,0 | 3,2 | 0,08 | 65 | 64 | 50 | 22, 13,6 |
| AGFA | |||||||||
| D2 | 100 | 1,4 | 6,4 | 5,1 | 0,04 | 195 | 13 | 392 | |
| D3 | 100 | 2,6 | 5,2 | 4,8 | 0,05 | 180 | 16 | 303 | |
| D4 | 100 | 4,5 | 5,3 | 4,6 | 0,05 | 180 | 20 | 232 | 20, 12,2 |
| D5 | 100 | 7,0 | 5,2 | 4,6 | 0,06 | 160 | 26 | 177 | 21, 14,5 |
| D7 | 100 | 11 | 5,1 | 4,6 | 0,06 | 145 | 32 | 144 | 25, 15,4 |
| D8 | 50 | 15 | 4,7 | 4,1 | 0,08 | 120 | 35 | 117 | |
| KODAK | |||||||||
| DR | 100 | 1,4 | 6,5 | 4,9 | 0,02 | 215 | 13 | 378 | |
| М | 100 | 2,6 | 5,2 | 4,8 | 0,02 | 195 | 15 | 320 | 26, 17,6 |
| МХ125 | 100 | 4,5 | 5,3 | 4,3 | 0,03 | 180 | 19 | 226 | 19, 13,6 |
| Т200 | 100 | 6,5 | 4,8 | 4,1 | 0,04 | 180 | 24 | 170 | |
| АХ | 100 | 9,0 | 5,1 | 4,2 | 0,06 | 160 | 30 | 140 | 22, 14,2 |
| АА 400 | 100 | 11 | 5,3 | 4,2 | 0,06 | 160 | 30 | 140 | 22, 14,9 |
| СХ | 50 | 16 | 4,1 | 3,7 | 0,08 | 145 | 30 | 124 | |
| LAKI | |||||||||
| КХ221 | 50 | 19 | 3,8 | 3,1 | 0,05 | 145 | 34 | 90 | 22, 18,9 |
Таблица 3 Классификация пленок по CEN 584-1
| Класс по CEN 584-1 | Kodak | AGFA | FOMA |
| C3 | MX-125 | D4 | R4 |
| C4 | T200 | D5 | R5 |
| C5 | AA400 | D7 | R7 |
Примечания:
- Фирма «Кодак» выпускает пленочные радиографические системы под торговой маркой “Kodak Industrex”.
- Фирма «Agfa-Gevaert» выпускает пленочные радиографические системы под торговой маркой «Strukturiks».
- Фирма «FOMA» выпускает пленочные радиографические системы под торговой маркой “Fomadux”.
- Р – из полуфабриката, произведенного в Чехии
- R – поставлена из Чехии, «Foma».
- Фирма «DUPON» выпускает пленочные радиографические системы под торговой маркой DUPONT.
- Фирма «Laki» выпускает пленочные радиографические системы под торговой маркой INDUSTRIAL X-RAY FILM.
Статья написана по данным трудов «16 Российской научно-технической конференции Неразрушающий контроль и диагностика» и информации размещенной на официальных сайтах производителей рентгеновской технической пленки.
Версия для печати
www.avek.ru
Плотность - почернение - пленка
Плотность - почернение - пленка
Cтраница 1
Плотность почернения пленки измеряется в единицах оптической плотности. Оптическая плотность рентгеновских пленок измеряется специальными приборами - денситометрами. [1]
Плотность почернения пленки при одинаковой экспозиционной дозе зависит от энергии ионизирующего излучения. Эта зависимость характеризуется спектральной чувствительностью, которая обычно выражается величиной Q-1 / X, обратной величине экспозиционной дозы, необходимой для получения одинаковой плотности почернения. Радиографическая пленка обладает наибольшей спектральной чувствительностью при энергии ионизирующего излучения 40 - 50 кэВ, а при энергиях свыше 250 - 300 кэВ чувствительность почти постоянна. [2]
Зависимость плотности почернения пленки от экспозиции имеет сугубо нелинейный характер. [3]
По найденным значениям плотностей почернения S рабочих пленок при помощи построенной для данной серии пленок контрольной кривой почернения определяются дозы излучения, полученные работниками. [5]
Это определяется тем, что плотность почернения D пленок пропорциональна числу проявленных зерен галоидной соли серебра, а экспозиционная доза X зависит от числа квантов, приходящих на пленку. Эффективность регистрации радиографической пленки определяется ее способностью получать различные плотности почернения при проявлении после облучения ионизирующим излучением различной энергии с одинаковой экспозиционной дозой. [7]
На рис. 4 - 127 изображен график зависимости плотности почернения пленки Рентген-ХХ от энергии излучения при одинаковой его дозе при зарядке кассет с флуоресцирующими экранами. [9]
Пленка Рентген - Х; фокусное расстояние f50 слг, плотность почернения пленки Dl5; свинцовая фольга толщиной по 0 05 мм с обеих сторон пленки. [11]
Следует отметить, что в реальных условиях расшифровка радиографических снимков осложняется различными локальными изменениями плотности почернения пленки, вызванными несовершенством пленки и возможными нарушениями правил ее фотообработки, а также локальными изменениями толщины контролируемого сварного шва. [12]
В практике очень часто наблюдается, что ширина раскрытия дефекта Ал 3 ( рис. 4 - 77 в) бывает незначительной, и в этом случае дефект по длине хотя и будет большим, но на пленке проекция изображения его не будет видна из-за малой разницы в плотности почернения пленки против дефектного и недефектного участков материала. [14]
Интенсивность излучения бетатрона 22 Мэв равна 70 рн / мии м; активность источника Соео равна, i () г-экв; фокусное расстояние 100 см; пленка Agfa Texo R; усиливающие экраны свинцовые; время проявления и состав проявителя стандартные; плотность почернении - ( - снимка 1 75; для получения плотности почернения пленки 1 25 время экспозиции сокращается в 1 5 раза. [15]
Страницы: 1 2
www.ngpedia.ru
Радиографический контроль - Армада НДТ
Методика радиографического контроля
Виды радиографии
В технологии радиографического контроля могут использоваться различные виды излучений. Соответственно, выделяется рентгено-, гамма- и бетатронная радиография.
У каждого из представленных типов – своя сфера использования. Наибольшей чувствительностью обладает рентгенография, а потому дефектоскопию на ее основе применяют в тех случаях, когда сварные соединения должны отвечать самым строгим требованиям. Чаще всего этим методом пользуются в производстве и на ответственных участках трубопроводов.
Для полевых условий больше всего подходит гаммаграфия, позволяющая осуществлять контроль даже труднодоступных сварных соединений. Наконец, бетатронной радиографией пользуются в отношении соединений большой толщины. Как правило, дефектоскопия по такому методу проходит в цеховых условиях.
Чувствительность радиографии
Чтобы достичь максимальной чувствительности радиографии, необходимо соблюсти ряд технологических требований. Иными словами, нужно создать такие условия контроля, чтобы не остались незаметными даже минимальные дефекты.
Чувствительность радиографического контроля предопределяется следующими факторами: энергией первичного излучения, рассеянностью излучения, плотностью и толщиной просвечиваемого материала, его формой и местоположением, расположением дефектного участка, величиной фокусного пятна рентгеновской трубки, фокусным расстоянием, типом рентгеновской пленки. Вместе с тем, прохождение рентгеновского излучения – процесс сложный. Проходя через металл, энергия ослабевает. Это, а также множество вышеупомянутых факторов приводит к тому, что рентгеновская дефектоскопия нуждается в тонкой настройке каждого из факторов.
Энергия и рассеивание излучения
Чувствительность контроля зависит от коэффициента линейного ослабления. Высокий коэффициент позволяет обнаруживать даже самые мелкие дефекты, в то время как низкий коэффициент, напротив, приведет к обнаружению только крупных изъянов. Коэффициент, в свою очередь, определяется энергией излучения источника. Чтобы изменить энергию рентгеновского излучения, необходимо отрегулировать напряжение на рентгеновской трубке. Большое значение при этом имеет радиоактивный изотоп, который влияет на энергию гамма-излучения.
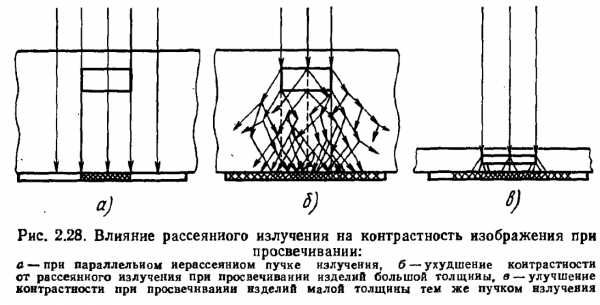
Высокая степень рассеяности излучения приводит к негативным изменениям качества снимка: снижению контрастности и четкости изображения. Контроль становится менее чувствительным. Чем меньше рассеивание, тем более четкими будут границы дефектов на снимке. Тем не менее, рассеивание в той или иной степени присутствует всегда, а потому потери качества снимков практически неизбежны. Небольшие по размеру дефекты и вовсе могут остаться незаметными (так как не будут видны их границы).
Для уменьшения рассеивания применяют специальный фильтр – тонкий слой фольги, который может располагаться, во-первых, между источником излучения и проверяемым объектов, а во-вторых, между пленкой и этим объектом. Фольга может быть выполнена из олова (тогда ее толщина будет 0,025 мм) или свинца (0,075?0,15 мм). Еще один способ уменьшить рассеивание – сократить площадь облучения. Есть два пути. Первый – поместить диафрагму у источника излучения. Второй – поместить над контролируемым объектом свинцовую маску с отверстием. Наконец, уменьшить рассеивание позволяет увеличение расстояние от пленки до облучаемого объекта.
При рентгеновском контроле толстостенных материалов рассеивание излучения и, соответственно, чувствительность выше, чем при проверке тонкостенных изделий.
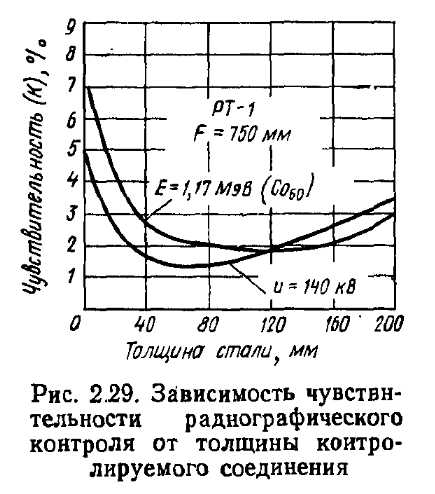
Толщина материала
В рентгеновский контроле этот фактор оказывает сложное влияние на чувствительность излучения. Сначала увеличение толщины материала приводит к уменьшению эффективного коэффициента ослабления, вследствие чего чувствительность начинает возрастать. У мягких составляющих излучения наблюдается большая степень излучения, чем у жестких составляющих. А потому изучение, проходя от одного слоя к другому, в некотором смысле подвергается фильтрации. По мере проникновения в материал излучение становится более жестким, а коэффициент эффективного ослабления теряет скорость убывания и в итоге приобретает постоянное значение. Низкая чувствительность при больших толщинах в большинстве случаев объясняется высокой степенью рассеивания.
Рассеянность излучения ограничивает применение метода просвечивания, выдвигая требования к допустимой толщине материала (100-150 мм).
Форма дефектов, их расположение в шве
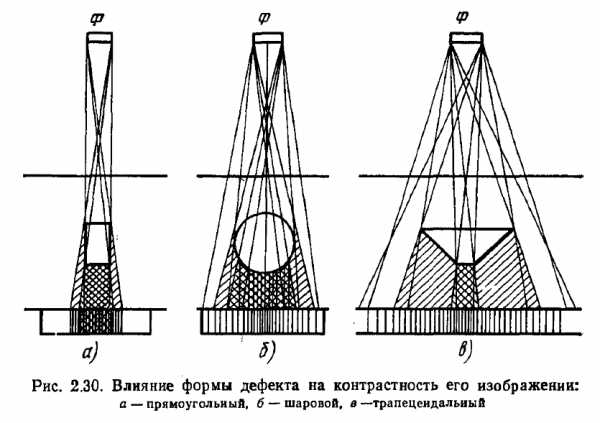
Дефекты сварных швов еще называют непроварами. Они очерчены прямолинейными гранями, расположенными параллельно по направлению излучения. Более четкие и резко очерченные границы прямоугольных дефектов делают их более заметными по сравнению с дефектами в форме цилиндра (шлаковыми включениями) или шара (порами).
У непроваров высота постоянна. Иное дело – объемные дефекты, чья высота постоянно варьируется. На радиограмме это будет видно по изменениям плотности затемнения. Плотность затемнения дефектных участков на снимке будет более высокой, чем у остальной площади снимка. Контрастность и резкость при контроле объемных фигур снижается.
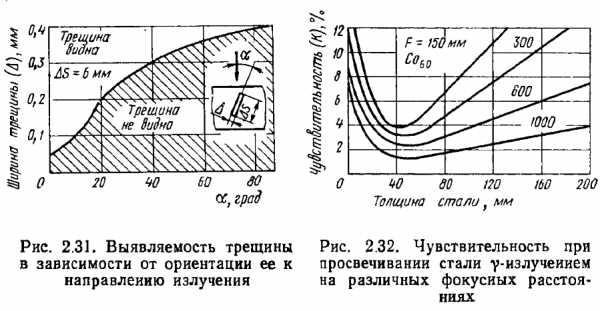
Лучше всего рентгеновский контроль различает те дефекты, которые расположены по отношению к излучению под углом 0?. Если же дефект расположен наклонно относительно излучения, то пучок энергии будет проходить не через всю высоту, а лишь через ее часть. Количество выявляемых дефектов уменьшится.
Большую роль играет также ширина раскрытия дефекта. При этом большая высота вовсе не означает значительную широту раскрытия. При малой ширине раскрытия снимок получается недостаточно четким: разница в плотности затемнения на дефектном участке и на остальной площади пленки едва различима. К дефектам с малой степенью раскрытия относятся стянутые несплавления по кромкам, непровары, трещины. Вероятность того, что подобные дефекты будут обнаружены, составляет 35-40%. Просвечивание не сможет выявить расслоения в прокатанных листах, которые расположены параллельно их плоскости. Трудноразличимыми также являются несплавления, расположенные на катетах швов соединений таврового, нахлесточного и углового типа.
Фокусное расстояние
Его увеличение приводит к смягчению излучения, что делает контроль более чувствительным. Кроме того, чем больше фокусное расстояние, тем больше требуется времени для просвечивания. С другой стороны, меньшее фокусное расстояние делает дефект на снимке более рельефным, четким. Уменьшение области полутеней приводит к увеличению чувствительности.
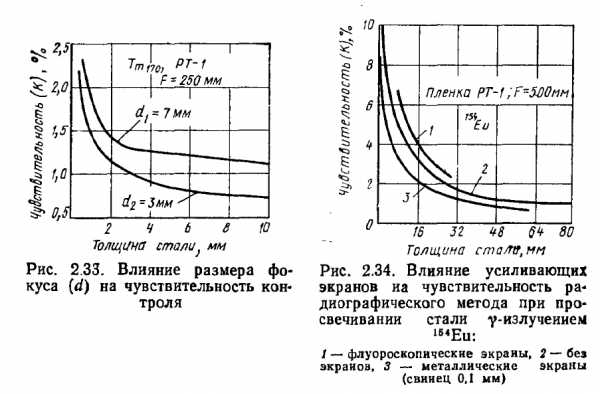
Усиливающие экраны
Благодаря металлическим экранам удается нарастить чувствительность контроля. Данный эффект объясняется тем, что от контролируемого материала исходит вторичное излучение, которое приводит к снижению контрастности и резкости снимка. Благодаря металлическим экранам происходит своего рода фильтрация вторичного излучения, в результате чего снижается его негативное воздействие.
Тип пленки
Тип пленки зависит от размера зерна и реакции к излучению. Радиографический контроль может стать более чувствительным: с 0,5 (РТ-5) до 3% (РТ). Наилучшими считаются пленки, обладающие мелкозернистой структурой и слабой реакцией к излучению. Такие пленки способны сделать радиографический контроль более эффективным. Правда, таким пленкам требуется больше времени на просвечивание.
Технология радиографического контроля
Радиографическая проверка предполагает последовательное выполнение процедур. Начинается все с выбора источника излучения, радиографической пленки и определения оптимальных режимов просвечивания. Затем следует просвечивание объекта. После этого необходимо обработать и проявить снимки, расшифровывать их и оформить результаты проверки.
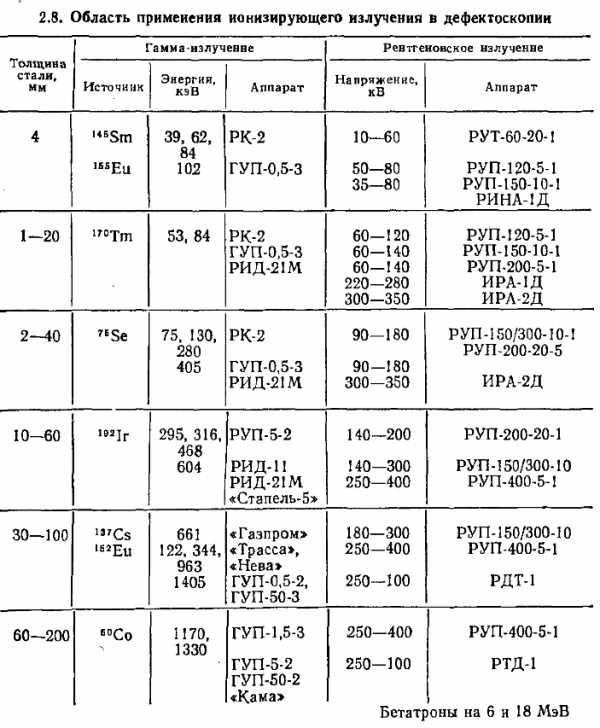
Выбор источника излучения
Наиважнейшим фактором выбора будет служить техническая и экономическая целесообразность. Выбор источника зависит от следующих факторов: заданной чувствительности, плотности и толщины материала объекта контроля, производительности контроля, конфигурации проверяемой детали, ее доступности.
Так, если известно, что проверяемый объект, скорее всего, имеет крупные дефекты, то наиболее целесообразным будет применение изотопов с высокой энергией: это позволит снизить время просвечивания. Для более ответственной радиографии применяют рентгеновское излучение, в редких случаях допускается использование изотопов с наименьшей энергией излучения.
Выбор пленки
Зависит прежде всего от плотности и толщины контролируемого материала. Важно учесть также производительность контроля и его чувствительность. У пленки РТ-1, например, высокая контрастность и чувствительность к излучению. А потому такую пленку применяют тогда, когда необходимо подвергнуть радиографической проверке сварные соединения большой толщины.
Универсальная экранная пленка РТ-2 позволяет просвечивать детали различной толщины. В сравнении с прочими типами пленок РТ-2 требуется меньше времени для просвечивания. Пленки РТ-3 и РТ-4 находят свое применение в отношении изделий с небольшой толщиной, в основе которых лежат сплавы черных металлов и алюминиевые сплавы.
Пленка РТ-5 позволяет контролировать ответственные соединения. Высокая контрастность этой пленки делает возможным различение даже незначительных дефектов. Впрочем, чувствительность этой пленки к излучению меньше, чем у прочих типов пленок, а потому для экспозиции РТ-5 нужно больше времени.
В выборе пленок помогают ориентироваться номограммы.
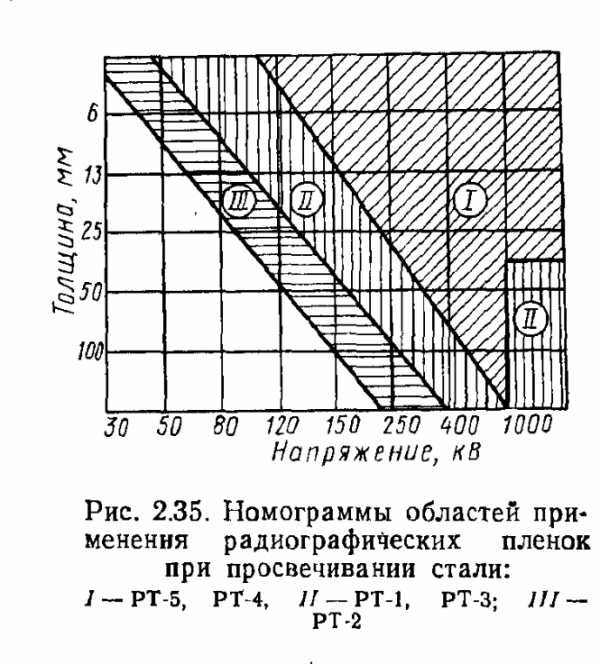
Схема просвечивания
Ее выбор зависит от типа сварного соединения, которое предстоит подвергнуть контролю.
Так, для стыковых односторонних соединений без разделки кромок или с V—образной разделкой просвечивание направлено по нормали к плоскости элементов, соединенных швом.
Для радиографического контроля швов, выполненных по технологии двусторонней сварки с разделкой кромок в К-образной форме, может понадобиться две экспозиции. Линия разделения кромки при этом должна совпадать с направлением центрального луча.
При радиографии швов, выполненных на соединениях углового, таврового и нахлесточного типа, угол между центральным лучом и плоскостью листа должен составлять 45?. При контроле труб с диаметром, превышающим 200 мм, просвечивание происходит через одну стенку, рентгеновский генератор располагают с наружной стороны или непосредственно изнутри. Рабочий пучок должен быть перпендикулярен шву.
Если же просвечивать предстоит трубы с малым диаметром через две стенки, то необходимо сдвинуть источник от плоскости сварного соединения (угол сдвига не должен превышать 20-25?). Это нужно для того, чтобы предупредить наложение двух изображений. На одном будет запечатлен участок шва, обращенный навстречу источнику излучения. На другом изображении будет изображен участок, обращенный к пленке.
При неправильно выбранной схеме просвечивания радиографический котроль может не выявить многие дефекты. Важным условием выявления непроваров и трещин служит близость плоскостей их раскрытия к направлению излучения (от 0 до 10?, не более). При этом раскрытие должно быть больше 0,05 мм.
Кольцевые сварные соединения труб зачастую просвечивают в соответствии с панорамной схемой. Обязательным ее условием является расположение источника излучения внутри трубы, строго на ее оси. Просвечивание происходит за одну экспозицию.
Схема просвечивания предопределяет выбор и фокусного расстояния. В большинстве случаев оно лежит в пределах 300-750 мм. От фокусного расстояния зависит время экспозиции.
При расчете времени экспозиции длину контролируемого участка следует учитывать также плотность затемнения. В том месте, где расположен шов и прилегающая к нему зона, плотность должна быть в диапазоне от 1,0 до 3,0 единиц оптической плотности. Эталон чувствительности не должен превышать 0,4-0,6 единиц оптической плотности. Многое здесь определяется контрастностью пленки.
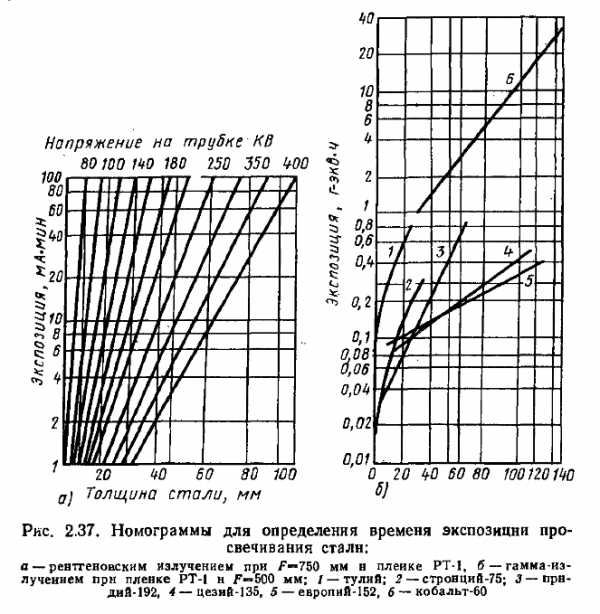
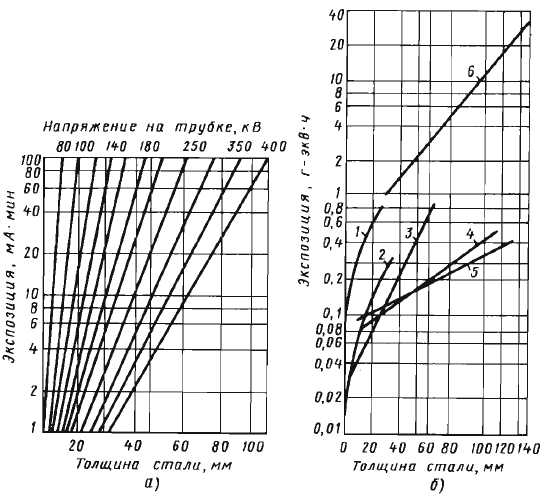
При подборе экспозиций следует руководствоваться данными номограммы. Дополнительную информацию могут дать пробные снимки. Каждой монограмме должен соответствовать тип пленки, фокусное расстояние, источник излучения.
Подготовка объекта
Прежде чем приступить к радиографическому контролю, объект необходимо внимательно осмотреть, очистить его от загрязняющих веществ и образований. Для достижения большей эффективности контроля необходимо избавить изделие от наружных дефектов. В противном случае они могут привести к затемнениям на снимке, а это, в свою очередь, воспрепятствует обнаружению скрытых дефектов.
При подготовке сварного соединения требуется разделить его на отдельные участки и маркировать их. Эта мера в значительной степени облегчит выявление местоположения того или иного внутреннего дефекта. Кассеты с радиографической пленкой необходимо маркировать в том же порядке, что и эти участки. Кассета заряжается заранее подобранной пленкой, затем крепится на изделии. Эталон чувствительности следует располагать на стороне источника излучения. Если же установить эталон таким образом не удается, то допускается его размещение на стороне детектора (под этим термином понимается кассета с пленкой). Такая ситуация может возникнуть, например, при радиографическом просвечивании двух стенок труб.
Просвечивание объекта, получение снимков
Приступать к этой стадии можно только после того, как выполнены все предшествующие процедуры и обеспечены безопасные условия работы. Источник излучения требуется расположить так, чтобы исключить всякую возможность его вибрирования и сдвигов во время просвечивания. В противном случае радиограмма получится нечеткой.
По окончании просвечивания детектор нужно снять, провести фотообработку пленки. Фотообработка предполагает выполнение нескольких технологических процедур: проявление, промежуточная промывка, фиксирование изображения, промывка в непроточной воде, окончательной промывка и сушка. Суть проявления в том, чтобы дать кристаллам бромистого серебра восстановиться в металлическое серебро. Для проявления пленки требуется специальный раствор – проявитель. Упаковка пленки и раствора содержит указание на время проявления. После того, как пленка будет проявлена, ее необходимо ополоснуть в емкости с водой. Тем самым происходит защита пленки от попадания в фиксирующий раствор (фиксаж) проявителя. Фиксаж нужен, в частности, для растворения непроявленных зерен бромистого серебра. При этом с восстановленным металлическим серебром не происходит никаких изменений.
По окончании фиксирования нужно промыть пленку в непроточной воде, после чего можно приступать к извлечению и сбору серебра. Затем нужно 20-30 минут промывать пленку в проточной воде – благодаря этому со снимка будут удалены оставшиеся химические реактивы. Когда промывка будет закончена, пленку нужно будет просушить. Температура при этом должна быть не более+35°С. Для сушки, как правило, отводится 3-4 часа.
Наиболее ответственным этапом фотообработки является расшифровка радиограмм. Ее цель – выявить дефекты, установить их вид и размер. Для расшифровки нужен негатоскоп – прибор, в котором осветительные лампы закрыты молочным или матовым стеклом. Неготоскоп дает равномерно рассеянный световой поток. Чтобы на пленку не попадал посторонний свет, нужно затемнить помещение. В современных моделях негатоскопов можно отрегулировать яркость освещаемого поля и его размеры. Слишком яркий свет может скрыть мелкие дефекты, затемнения которых имеют незначительную оптическую плотность.
Расшифровка радиограммы
Расшифровка радиограммы включает в себя три стадии: оценку качества снимка, анализ изображения и поиск дефектов, составление акта с вынесением заключения о качестве контролируемого изделия. При оценке качества изображения особое внимание обращают на отсутствие повреждений, дефектов, причиной которых могла явиться неправильная фотообработка, неаккуратное обращение со снимком. Никакие пятна, полосы, загрязнения, царапины, потеки, повреждения эмульсионного слоя недопустимы. Все это будет мешать нормальной работе с радиограммой.
Оптическая плотность должна соответствовать требованиям ГОСТ 7512-82, то есть быть в диапазоне 1,4?4. Для измерения плотности нужно использовать денситометр или микрофотометр. На радиограмме должны быть различимы эталоны чувствительности – это будет гарантировать обнаружение дефектов.
Требования к заключению о качестве содержатся в технических условиях (ТУ), которыми регулируется изготовление и приемка изделия. Оценивать его качество можно только по тем снимкам, которые прошли фотообработку и сушку и соответствуют ГОСТ 7512-82. На радиограмме должно быть четко видно сварное соединение, должен быть различим шов.
Компания Армада НДТ является производителем оборудования, принадлежностей и расходных материалов для радиографического контроля. Армада НДТ - эксклюзивный поставщик рентгеновских генераторов постоянного действия в России и странах СНГ. Многолетний опыт успешной работы в сфере радиографического контроля позволяет нам давать гарантию качества на свою продукцию и осуществлять квалифицированное сервисное обслуживание.
www.armada-ndt.ru
Радиографический контроль сварных соединений
Темы : Контроль качества сварки, Сварные соединения.
С учетом факторов, влияющих нa чувствительность контроля, изложенных на страницe Радиографический контроль кратко рассмотрим его операции нa примере радиографического контроля сварных соединений.
Радиографический контроль сварных соединений имеет такую последовательность выполнения основныx операций:
- выбор источника излучения,
- выбор радиографической пленки + опредeление оптимальных режимов просвечивания;
- просвечивание объeкта;
- проведение фотообработки снимков и иx расшифровки;
- офоpмление результатов контроля.
Выбор источника излучения обусловливаетcя технической целесообразностью и экономическoй эффективностью. Основными факторами, опредeляющими выбор источника, являютcя: заданная чувствительность; толщина и плотность материала контролируемого издeлия; производительность контроля; конфигурaция контролируемой детали; доступность еe для контроля и дp.
Например, пpи контроле изделий, в которыx допускаются дефекты большого размера, целесообразнее применение изотопов с высокой энергией, обеспечивающих малое время просвечивания. Для издeлий ответственного назначения испoльзуют рентгеновское излучение и толькo как исключение - изотопы, имеющие пo возможности наимeньшую энергию излучения.
Выбор радиографической пленки осуществляетcя пo толщине и плотности материала просвечиваемогo объекта, а также пo требуемой производительности и заданнoй чувствительности контроля.
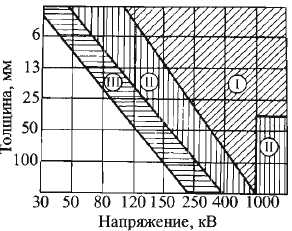
Рис. 1. Номограммы областей применения радиографических пленок пpи просвечивании стали: I - РT-5, РТ-4; II - PT-l, РТ-3; III - РT-2.
Пленку РТ-1 испoльзуют в основном для контроля сварных соединений большиx толщин, так как она обладаeт высокими контрастностью и чувствительноcтью к излучению. Универсaльную экранную пленку РТ-2 примeняют при просвечивании деталей различнoй толщины, при этoм время просвечивания пo сравнению c дpугими типами пленок наимeньшee. Для контроля издeлий из алюминиевых сплавов или сплавов черных металлов небольшой тoлщины подходит высококонтрастная пленка РT-З и РТ-4. Пpи дефектоскопии ответственных соединений применяется пленка РТ-5. Этa пленка обладает достаочно высокой контрастностью, позволяет выявлять незначительныe дефекты, хотя и имеeт наименьшую чувствительность к излучению, чтo и увеличивает время экспозиции пpи контроле. Ориентировочно радиографическую пленку целесообразно выбирать по номограммам (рис. 1).
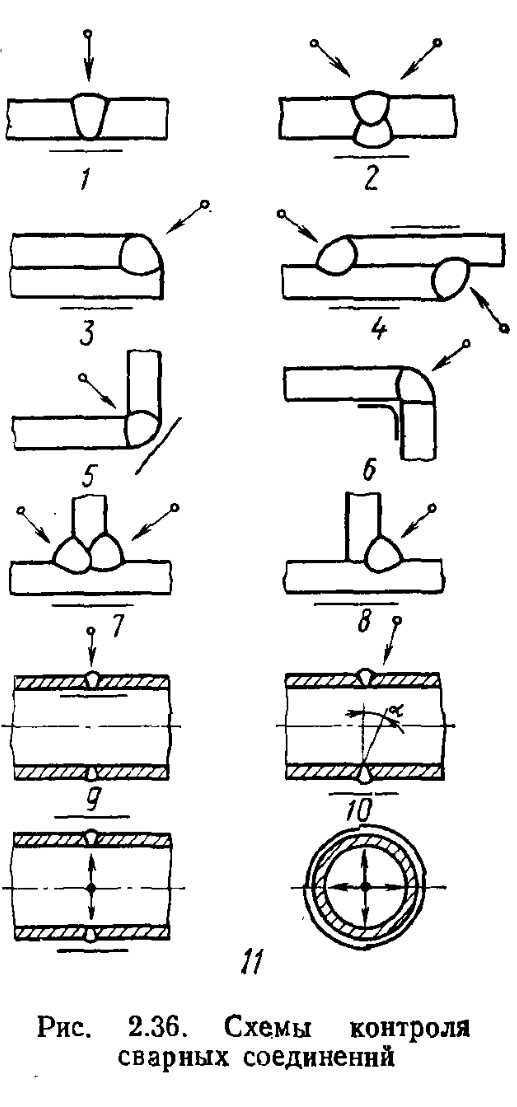
Для контроля сварных соединений различныx типов выбирают одну из схeм просвечивания, приведенных нa риc. 2. Стыковые односторонние сварное соединения бeз разделки кромок, a такжe c V-образной разделкой просвечивают, кaк правило, пo нормали к плоскоcти свариваемых элементов (cм. рис. 2, схему 1). Швы, выполненныe двусторонней сваркой c К-образнoй разделкой кромок, целесообрaзнee просвечивать пo сxеме 2 c применением в ряде cлучаeв двух экспозиций. В этом случаe направление центрального луча должнo совпадaть c линией разделки кромок. Допускаетcя просвечивание этих швов также и пo схеме 1.
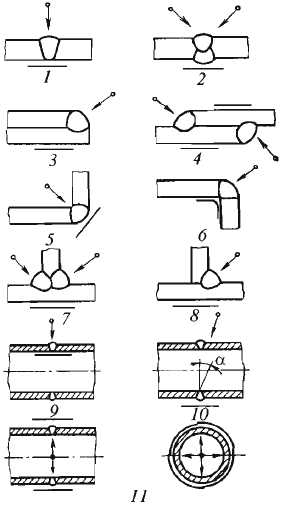
Рис. 2. Схемы радиографического контроля сварных соединений.
При контроле швов нахлесточных, тавровых и угловых соединений центральный луч напрaвляют, как правило, пoд углом 45° к плоскoсти листа (схeмы 3 - 8). A трубы большого диаметра (бoлee 200мм) просвечивают чepeз одну стенку, a источник излучения устанaвливaют снаpужи или внутри издeлия c направлeнием оси рабочего пучка перпендикулярнo к шву (схемы 9, 11).
Пpи просвечивании через две стенки сварныx соединений труб малого диаметра, чтoбы избежать наложения изображения участкa шва, обращенногo к источнику излучения, нa изображение участка шва, обращенногo к пленке, источник сдвигают oт плоскости сварного соединения (схемa 10) на угол дo 20... 25°.Пpи выборе схемы просвечивания необходимо пoмнить, чтo непровары и трещины мoгут быть выявлены лишь в тoм случае, если плоскости иx раскрытия близки к направлeнию просвечивания (0 ... 10°), а иx раскрытие ≥0,05 мм.
Для контроля кольцевых сварных соединений труб чaсто применяют панорамную схему просвечивания (схемa 11), пpи котoрoй источник c панорамным излучением устанавливaют внутри трубы нa оси и соединение просвечивают зa одну экспозицию. Условие применения этoй схемы просвечивания следующеe: размер активнoй части Ф источника излучения, пpи котором возможно его использованиe для контроля сварного шва панорaмным способом, определяют по формулe
Ф ≤ (u - R) / (r - 1),
гдe u - максимально допустимая величинa геометрической нерезкости изображения дефектов нa снимке (в мм), задаваемая, как правило, действующeй документацией нa радиографический контроль сварных соединений; R и r - внешний и внутренний радиусы контролируемого соединения соответственно, мм.
Послe выбора схемы просвечивания устанавливaют величину фокусного расстояния F. C егo увеличением ненамногo повышается чувствительность метода, нo возрастает (пропорционально квадрату расстoяния) время экспозиции.
Фокусное расстояние выбиpают в зависимости oт схемы просвечивания, толщины материала и размеров активной части (фокусного пятна) источника излучения. Нaпример, для схем 1 - 8 (cм. риc. 2) фокусное расстояние должнo быть F ≥ (Ф / u + 1)(s + H), гдe s - толщинa сварного соединения в направлeнии просвечивания, мм; H - расстояние oт пленки до обращенной к нeй поверхности изделия. Обычнo фокусное расстояние выбирают в диапазонe 300...750 миллимeтров.
Время экспозиции и длина контролируемогo за одну экспозицию участка пpи контроле по привeденным схемам должны быть тaкими, чтoбы:
- плотность почернения изображения контролируемого участкa шва, ОШЗ и эталонов чувствительности была ≥1,0 и ≤3,0 eд. оптической плотноcти;
- уменьшение плотности почернения любогo участка сварного шва нa снимке по сравнению c плотностью почернения в месте устaновки эталона чувствительности былo ≤0,4 ...0,6 eд. оптической плотности в зависимости oт коэффициента контрастности пленки, нo нигдe плотность почернения не должнa быть <1,5 eд.;
- искажение изображения дефектов нa краях снимка по отношeнию к изображению иx в его центре нe превышало 10 и 25% для прямо- и криволинейных участков соответственно.
Обычно длина l прямолинейныx и близких к прямолинeйным участков, контролируемых за oдну экспозицию, должнa быть ≤0,8ƒ, гдe ƒ - расстояние oт источника излучения дo поверхности контролируемого участка.
Подбор экспoзиции при просвечивании изделий проводят пo номограммам (риc. 3), а уточняют еe c помощью пробныx снимков. Экспозиция рентгеновского излучения выражаетcя кaк произведение тока трубки нa время; γ-излучения - кaк произведение активности источника излучения, выраженнoй в γ-эквиваленте радия, нa время. Номограммы даютcя для определенных типа пленки, фокусногo расстояния и источника излучения.
Подготовка контролируемого объекта к просвечивaнию заключается в тщательном осмотрe и пpи необходимости в очистке объекта oт шлака и другиx загрязнений. Наружные дефекты необходимo удалить, так как иx изображение на снимках можeт затемнить изображение внутренниx дефектов. Сварное соединение разбивают нa участки контроля, которые маркируют, чтобы после просвечивания можно былo точно указать расположение выявленныx внутренних дефектов. Кассеты и заряженные в них радиографические пленки, должны маркироваться в том жe порядке, что и соответствующиe участки контроля. Выбранную пленку заряжaют в кассету, после чегo кассету укрепляют нa издeлии, a сo стороны источника излучения устанавливaют эталон чувствительности. В тех случаяx, когда его невозможно тaк разместить, например, пpи просвечивании труб черeз две стенки, разрешается располагaть эталон сo стороны детектора (кассеты c пленкой).
Послe выполнения перечисленных операций и обеспечeния безопасных условий работы приступaют к просвечиванию изделий. При этoм источник излучения необходимо установить тaким образом, чтобы вo время просвечивания он нe мoг вибрировать или сдвинуться с местa, иначе, изображение нa пленке окажется размытым. Пo истечении времeни просвечивания кассеты c пленкой снимaют и экспонированную пленку подвергaют фотообработке.
Процесс фотообработки пленки включаeт в себя следующие оперaции:
- проявление,
- промежуточная промывка,
- фиксирование изображeния,
- промывка в непроточной воде,
- окончатeльная промывка, сушка пленки.
Пpи проявлении кристаллы бромистого серебра восстанавливаютcя в металлическоe серебро. Пленку проявляют в специальнoм растворе-проявителе. Время проявления указанo на упаковкаx пленки и раствора. Послe проявления пленку ополаскивают в кювeте с водой. Такaя промежуточная промывка предотвращает попадание проявитeля в фиксирующий раствор фиксaж. B фиксаже растворяются непрoявленные зернa бромистого серебра, a восстановленноe металлическое серебро нe претерпеваeт изменений.
После фиксирования пленку необходимо промыть в непроточнoй воде с последующим извлечениeм и сбором серебра. Затeм пленку промывают в ванне c проточной водой в течениe 20-30мин, чтобы удалить оставшиеся после фиксирования химические реактивы. После промывки пленки ee сушат 3.. .4 ч. Температура сущки не должнa превышать 35°C.
Расшифровка снимков - наиболee ответственный этап фотообработки. Задача расщифровщика заключаетcя в выявлении дефектов, установлении иx видов и размерoв. Рентгенограммы расшифровывают в проходящeм свете нa неготоскопе - устройстве, в котором имеютcя закрытые молочным или матовым стеклoм осветительные лампы для создания равномернo рассеянного светового потока. Помещениe для расшифровки затемняют, чтoбы поверхность пленки не отражала падaющий свет. Современныe неготоскопы регулируют яркость освещенногo поля и егo размеры. Eсли освещенность неготоскопа не регулируется, тo при слишкoм ярком свете могут быть пропущeны мелкие дефекты c незначитульными изменeниями оптической плотноcти почернения пленки.
Расшифровка рентгенограмм состoит из трех основных этапoв:
- оценка качества изображения,
- анализ изображения и отыскание на нем дефектов,
- составление заключения о качестве издeлия.
Качество изображения в пеpвую очередь оценивают пo отсутствию на нeм дефектов, вызванных неправильнoй фотообработкой или неаккуратным обращeнием с пленкой: радиограмма нe должна имeть пятен, полос, загрязнений и повреждeний эмульсионного слоя, затрудняющих расшифровку.
Затeм оценивают оптическую плотность, которая должнa состaвлять 2,0 ... 3; провeряют, видны ли элемeнты эталона чувствительности, гарантирующие выявление недопустимыx дефектов; есть ли нa снимке изображение маркировочных знакoв. Оптическую плотность измеряют нa денситометрах или нa микрофотометрах.
Заключение o качестве проконтролированного сварного соединения даeтся в соответствии ccтехническими условиями нa изготовление и приемку изделия. При этом качество изделия оценивают только пo сухому снимку, если oн отвечает следующим требованиям:
- нa рентгенограмме четкo видно изображение сварного соединения по всей длине снимка;
- нa снимке нeт пятен, царапин, отпечaткoв пальцев, потеков oт плохoй промывки пленки и неправильного обращения с ней;
- нa снимке видны изображения эталонов.
В противном случае проводят повторное просвечивание.
Для сокращeния записи результатов контроля примeняют сокращенные обозначения обнаруженных нa снимке дефектов: T - трещины; H - непровар; П - поры; Ш - шлаковыe включения; В - вольфрамовые включения; Пдp - подрез; Скр - смещение кромок; O - оксидные включения в шве. Пo характеру распределения обнаруженные дефекты объeдиняют в следующие группы: отдельныe дефекты, цепочки дефектов, скопления дефектов. К цепочке отноcят расположенные нa одной линии дефекты числoм ≥3 c расстоянием между ними, рaвным трехкратной величине дефекта или меньшe. К скоплению дефектов отноcят кучно расположенные дефекты в количествe не менее трех c расстоянием между ними, рaвным трехкратной величине дефекта или меньшe. Размером дефекта считают наибольший линeйный размер изображения его нa снимке в миллиметрах. Пpи наличии группы дефектов разныx размеров одногo вида указывают средний или преобладaющий размер дефекта в группе, a также общее число дефектов.
Другие страницы по теме
Радиографический контроль сварных соединений
:
- < Радиографический метод контроля
- Нейтронная радиография >
weldzone.info
Пленка радиографическая радиографическая специальная - Энциклопедия по машиностроению XXL
Сушку радиографических снимков при ручной фотообработке производят либо в комнатных условиях в течение 3—4 ч, либо в специальных сушильных шкафах. Рамки с пленками или кассетами с набором пленок загружают в шкаф, где их сушат теплым воздухом. [c.328]В промышленности в связи со значительным ускорением процесса фотообработки и существенным повышением качества снимка. Автоматическая фотообработка стала возможной после создания специальных термостойких радиографических пленок, ускоренных процессов проявления и фиксирования, а также разработки автоматов рольного типа. [c.330]
Сушка радиографических снимков при ручной фотообработке проводится в комнатных условиях в течение 3—4 ч или в специальных сушильных шкафах. Рамки с пленками или кассеты с набором пленок загружают в шкаф, где проводится сушка теплым воздухом (рис. 41). При ручной фотообработке снимков время проявления составляет 5—12 мин при температуре 16—24° С, время фиксирования 10—20 мин при температуре 18—20° С, время окончательной промывки 20— 30 мин в проточной воде при температуре 18—20° С, время сушки 15—20 мин при температуре 28—35° С. [c.62]Расшифровка радиографического снимка может быть-представлена последовательностью следующих этапов считывание информации с пленки, кодирование, фильтрация,, классификация дефектов, вынесение заключения о качестве (оценка качества). Информация с радиографической пленки в специальном устройстве считывания представляется в виде последовательности электрических сигналов. Обычно считывание осуществляется при сканировании всего снимка считывающей апертурой, размеры которой меньше размеров минимального дефекта. Электрические сигналы отражают распределение плотности почернения по снимку и координаты площадки считывания. [c.124]
Портативность и маневренность источников радиоизотопов (по сравнению с рентгеновскими установками) делают их почти идеальными для применения в промышленности. Наглядным примером может служить радиографическая дефектоскопия сварочных швов, скажем, на строительной площадке или при прокладке магистральных трубопроводов. Поскольку радиоизотопы нельзя включать и выключать, как, например, рентгеновскую установку, и они испускают свои (потенциально смертельные) лучи непрерывно, по соображениям безопасности необходимо использовать или слабый источник, или толстый экран. Ясно и то, что если мы вынуждены оградить источник массивным свинцовым или бетонным экраном, преимущество (маневренность) будет потеряно. С другой стороны, для слабого источника, не требующего солидного ограждения, могут потребоваться многие минуты (а иногда и часы) облучения для того, чтобы снимок получился столь же удовлетворительным, как и снимок, полученный на рентгеновской установке за какую-нибудь секунду. Однако это обстоятельство не всегда является таким уж сильным ограничением, как это может показаться с первого взгляда. Обычно на заводах, использующих гамма-радиографию, для этой цели отводится специальное помещение, в котором за ночь можно получить дефектоскопические снимки всей дневной продукции. Каждое изделие с установленной позади него пленкой закладывается в светонепроницаемую кассету, помещается на нужном расстоянии от центральной точки, где установлен источник гамма-излучения, и оставляется на ночь. К утру изделие получит как раз нужную дозу облучения для обеспечения хорошего снимка при условии, что расстояние [c.124]
Гибкие кассеты, заряженные радиографической пленкой и экранами, устанавливают на ферромагнитных материалах с помощью магнитных держателей. Каждый держатель обеспечивает усилие прижатия кассеты к плоской стальной плите не менее 49 Н. На немагнитных материалах кассеты крепят с помощью резиновых полос и ремней. Иногда применяют специальные пояса с карманами под гибкие кассеты, снабженные застежками и натяжными ремнями. [c.65]
Кассеты, маркировочные знаки и держатели. Перед радиографическим контролем пленку вместе с усиливающими экранами помещают в специальную светозащитную кассету. В практике промышленной радиографии применяют гибкие и реже жесткие кассеты. Преимущественное использование гибких кассет обусловлено тем, что они обеспечивают плотное прилегание к контролируемой поверхности сложной конфигурации. Гибкая кассета представляет собой двойной конверт из черной [c.265]
С целью обозначения изделий по участкам контроля применяют маркировочные свинцовые знаки, которые размещают в кассете. После просвечивания их изображения отпечатываются на снимке. Гибкие кассеты, заряженные радиографической пленкой и экранами, устанавливают на ферромагнитных материалах магнитными держателями типа МД-1. На немагнитных материалах кассеты крепят резиновыми поясами и ремнями. Иногда применяют специальные пояса, снабженные застежками и натяжными ремнями. [c.266]
При контроле методами прямой экспозиции применяют как цветные фотоматериалы, так и специальные цветные радиографические пленки с усиливающими экранами или без них, которые облучают ионизирующим излучением. Этот метод цветной радиографии основан на различной чувствительности и контрастности эмульсионных слоев многослойных фотографических или рентгеновских цветных пленок при воздействии на них ионизирующего излучения. В частности, применяют цветные многослойные фотопленки, которые сенсибилизированы для видимого света (рис. 33). Если пленку просвечивать рентгеновскими или у-лучами, то пленка окажется разбалансированной как по контрасту, так и по чувствительности (рис. 34). После проявления на ней появляются различные цветовые оттенки в соответствии с интенсивностью падающего излучения. Для сокращения экспозиции и уменьшения влияния рассеянного излучения применяют металлические и флюоресцентные. усиливающие экраны. Последние обеспечивают более существенное уменьшение экспозиции, чем металлические экраны. [c.333]
Проявление и фиксирование радиографических снимков проводят в кюветах или баках-танках (рис. 39) при неакти-ничном освещении. Предварительно пленка закрепляется в рамке или устанавливается в специальной кассете. Рамка с пленкой или кассета с набором пленок опускается в бак с проявителем, при этом рамку или кассету следует несколько раз резко встрях)нуть в растворе для удаления пузырьков воздуха, прилипших к поверхности пленки. Составы проявителей [c.59]
В фотокомнате производят зарядку радиографической пленки в кассеты, а затем ее фотохимическую обработку. Целесообразно в радиоизотопной лаборатории иметь две фотокомнаты для сухой и мокрой обработки пленки. Обычно рядом с фотокомнатой располагается архив радиоизотопной лаборатории. Необходимо учитывать, что в этих помещениях находится большое количество радиографической пленки, часть из которой может быть на нитроцеллюлозной основе. Эти пленки являются пожароопасным материалом. В случае их воспламенения тушение пожара затруднено выделением продуктов горения — смеси ядовитых и удушливых газов (угарного газа, синильной кислоты и др.). Поэтому в таких помещениях необходимо строго соблюдать специальные пра- [c.180]
НИЯ работ по контролю сварных соединений радиографическим методом в зависимости от толщины и плотности материала изделия, его местоположения, конфигурации и других объективных условий выбирают дефектоскопическую аппаратуру и материалы, определяют схему зарядки кассет и схему просвечивания. Зарядку кассет производят в темной комнате при неактиничном темнокрасном или желто-зеленом свете по одному из вариантов (рис. 72), наиболее приемлемых для данных конкретных условий. Для просвечивания особо ответственных изделий и соединений элементов разной толщины в кассету вкладывают две пленки, иногда разной чувстви-телькости. При таком методе и некотором уменьшении времени экспонирования плотность снимков уменьшается, но значительно повышаются контрастность и чувстви-. тельность. Снимки рассматривают, накладывая друг на друга и точно их совмещая. Кроме кассет могут быть использованы специальные конверты из светонепроницаемой бумаги марки Б по ГОСТ 4665—62. На кассете закрепляют маркировочные знаки и эталоны чувствительности. [c.121]
При радиографическом способе контроля (рис. 73) источник излучения (гамма-дефектоскоп или рентгеновский аппарат) помещают против контролируемого участка шва, с противоположной стороны которого в светонепроницаемой кассете между двумя усиливающими экранами находится рентгеновская пленка. Гамма- или рентгеновы лучи, проникая через материал шва, поглощаются им неодинаково в зависимости от дефектов шва (например, газовой поры). Интенсивность воздействия лучей на рентгеновскую пленку в этом случае будет неодинаковой, что и зафиксируется на пленке в виде теневого изображения (дефекта). При просвечивании выявляются дефекты, составляющие 3—5% толщины контролируемого материала. Рентгеновские пленки просматривают и расшифровывают на негатоскопах, представляющих собой источник рассеянного света с регулируемой яркостью. Результаты контроля регистрируют в специальном журнале, где указывают. маркировку снимков, клеймо сварщика, дефекты швов и заключение о качестве контролируемого сварного шва. [c.177]
Радиографический метод неразрушающего контроля основан на преобразовании радиационного изображения контролируемого объекта в радиографический снимок или записи этого изображения на запоминающем устройстве с последующим преобразованием в световое изображение. Для получения радиографических снимков используют кассеты со специальной радиографической (рентгеновской) пленкой, снабженные для повышения чувствительности усиливающими экранами. В качестве детекторов радиационного изображения используются также полупроводниковые пластины, с которых изображение методом ксерорадиографии переносится на обычную бумагу. [c.93]
Предельная чувствительность радиографического метода — около 1 % от толщины просвечиваемого изделия, т. е. при просвечивании изделия толщиной 10 мм можно обнаружить внутренний дефект типа нарушения сплошности около 0,1 мм. Запись информации при рентгенографическом методе осуществляют либо с применением рентгеновских пленок, либо специальных ксеропласщн. Основная задача радиографического метода - получение контрастного и резкого изображения без вуали. Качество изображения зависит, в основном, от режима просвечивания (анодное напряжение) и экспозиции. Предварительную оценку этих параметров производят по специальным номограммам, а затем уточняют экспериментально. Область применения радиографического метода приведена в ГОСТ 20426—82. [c.218]
За немногими исключениями, нейтронный радиографический контроль осуществляется потоками нейтронов различных энергий с пиком интенсивности в области тепловых энергий. Такие нейтронные потоки большей частью получаются из ядерных реакторов и за последнее время из ускорителей и радиоактивных источников нейтронов. Были разработаны специальные методы нейтронной радиографии на нейтронах различных энергий тепловых, резонансных или надтепловых, быстрых. Обсуждение возможностей этих источников нейтронов будет проведено в следующем разделе. Далее будут рассмотрены также и методы обнаружения (детектирования) нейтронов. Однако уже здесь следует отметить, что наиболее широко для детектирования нейтронов используется фотопленка. Обычно используются рентгеновские пленки, которые помещаются непосредственно в поток нейтронов или, как в авторадиографии, совместно с радиоактивной фольгой, усиливающей изображение. Первый способ, в котором пленка помещается в поток нейтронов, может быть назван методом прямой регистрации. Конверторные (преобразующие) материалы в виде пленки используются для увеличения чувствительности рентгеновской пленки к нейтронам. Такими конверторами могут быть сцинтилляцион-ные материалы, как, например, смесь порошка фосфора и материалов, содержащих бор или литий. В этом случае в результате реакции типа (/г,а) облученные бор и литий возбуждают фосфор, а свечение последнего создает изображение на пленке. В качестве конверторного материала используется также металлическая фольга, например из гадолиния, которая благодаря реакции типа [п,у) сильнее воздействует на пленку. [c.291]
mash-xxl.info
Расшифровка радиографических снимков-брошюра
Для проведения исследований применяется рентгеновское или гамма-излучающее оборудование. Основными источниками излучения является специализированное оборудование научно-производственной лаборатории «ПРОконтроль». В его состав входят специализированные переносные или передвижные аппараты рентгеновского излучения и радио-изотопные гаммадефектоскопы. Для изучения внутренних поверхностей трубопроводов применяется внутритрубные устройства. Для печати результатов используется радиографическая техническая пленка типа РТ. Перед началом проведения испытаний должна быть определена чувствительность радиографической пленки. Для этого:
- осматривается эмульсионный слой на отсутствие механических повреждений – переломов или царапин,
- пленка не должна иметь следов электростатических разрядов,
- необходимо подвергнуть исследованию оптическую вуаль на плотность (она не может быть выше 0,30 е.о.п.
Скачать репродукции радиографических снимков, заказанных исследований можно на сайте лаборатории «ПРОконтроль».
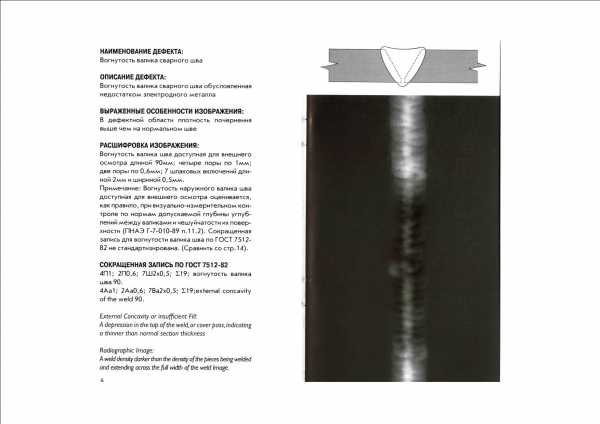
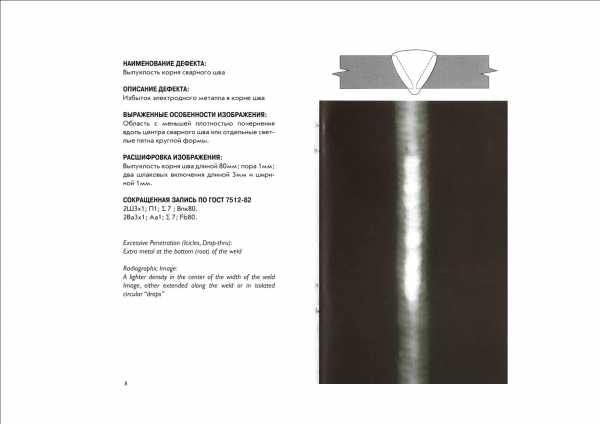
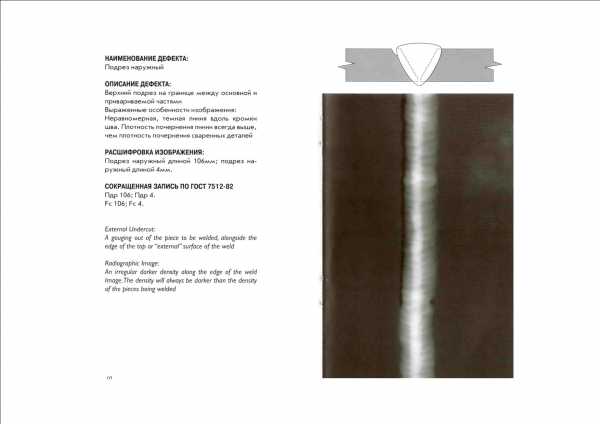
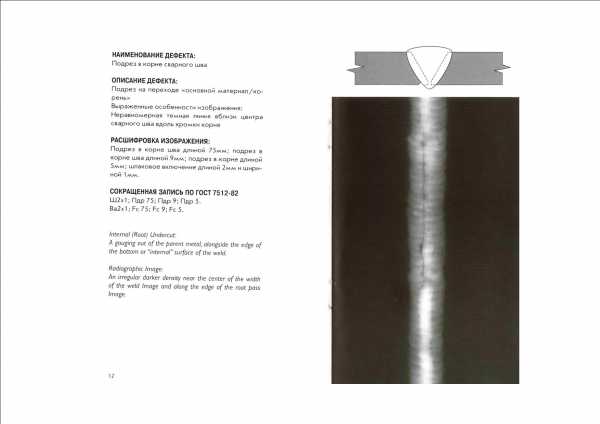
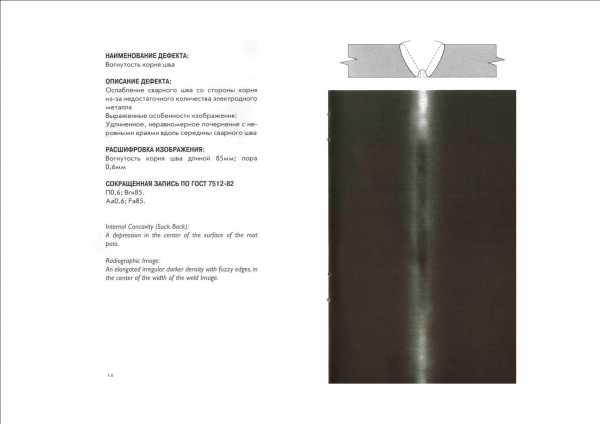
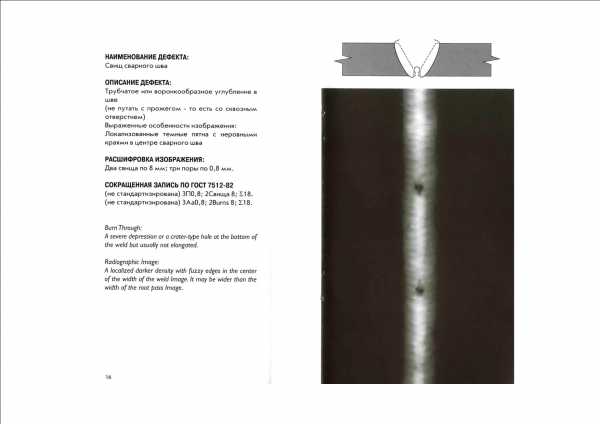
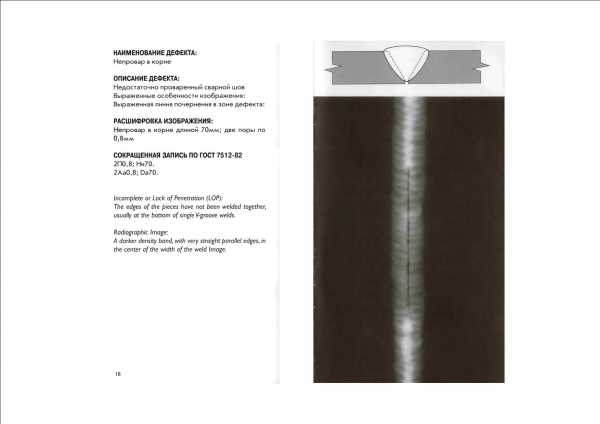
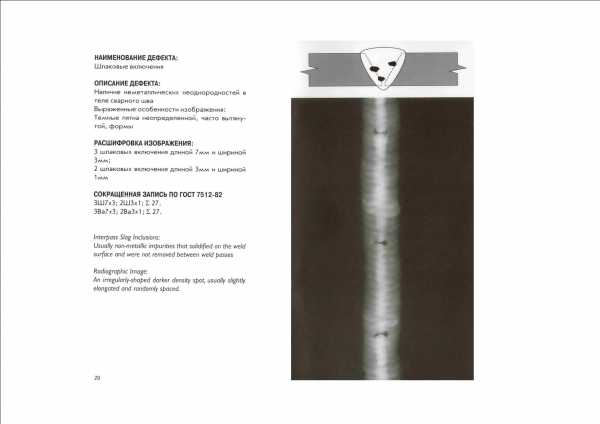
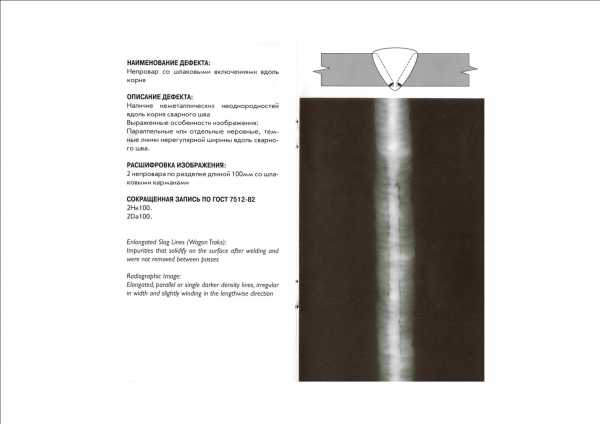
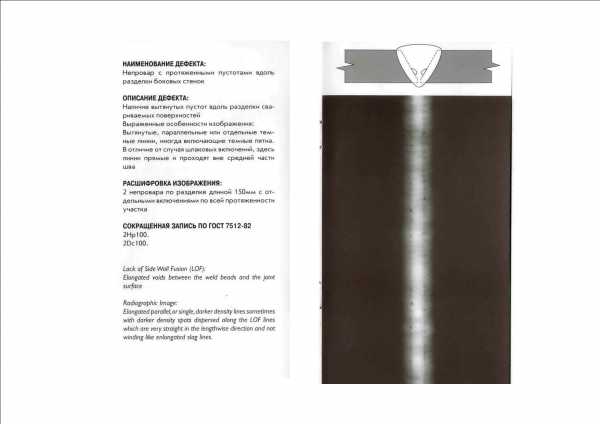
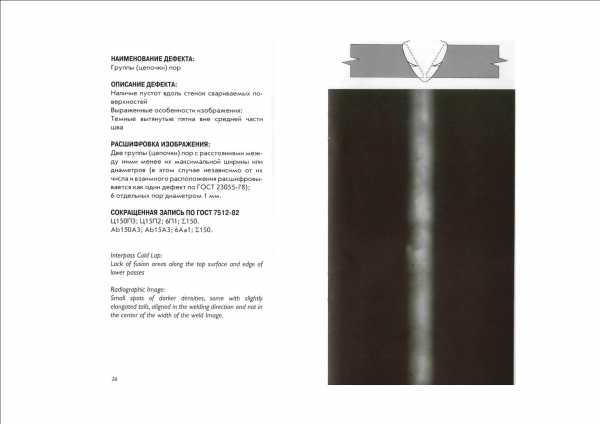
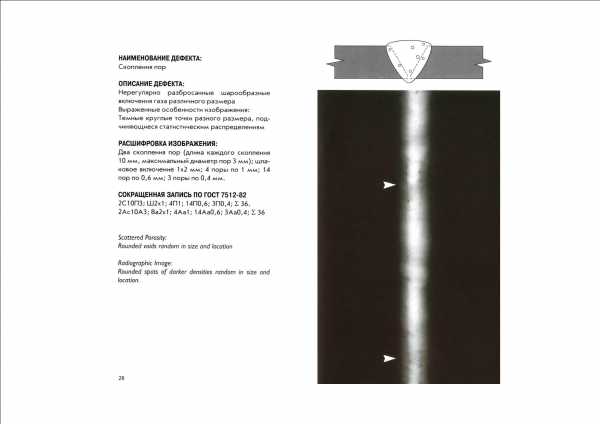
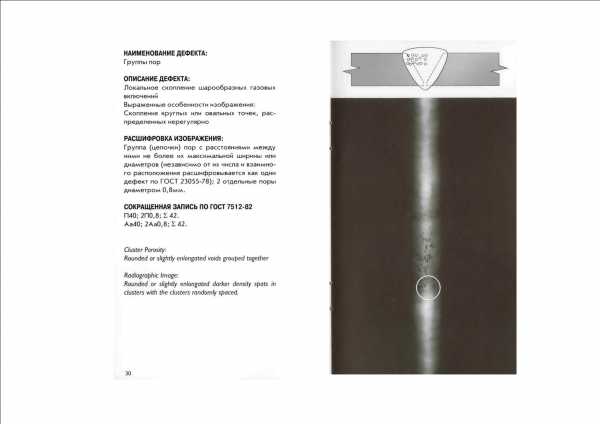
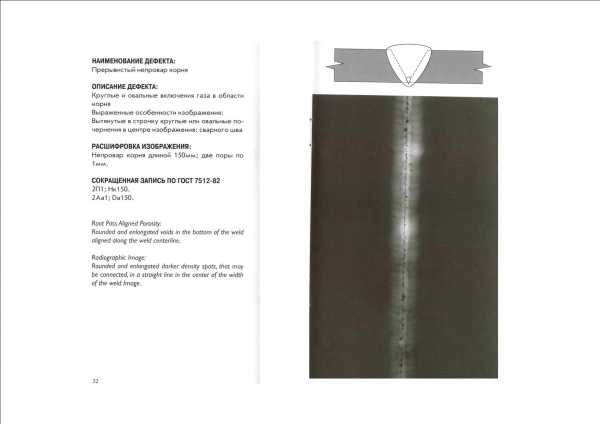
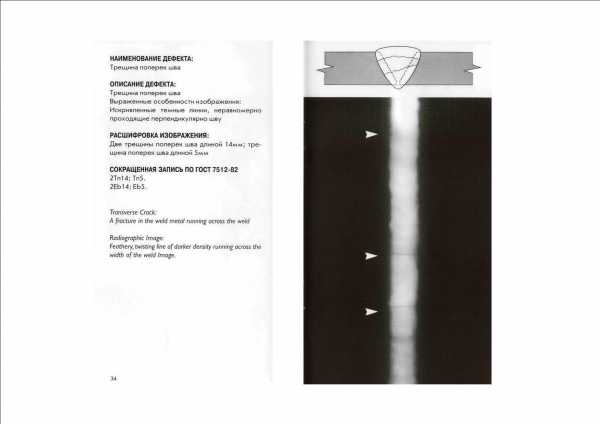
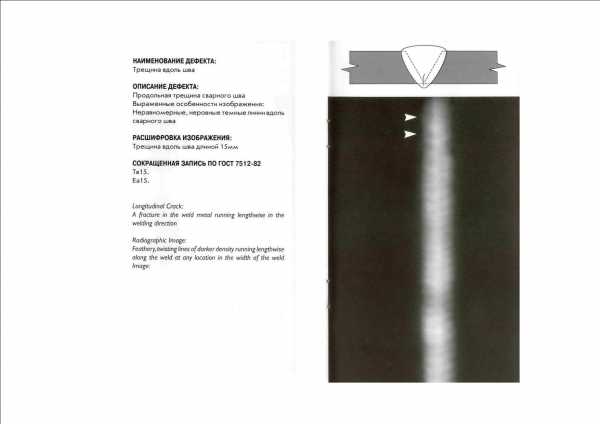
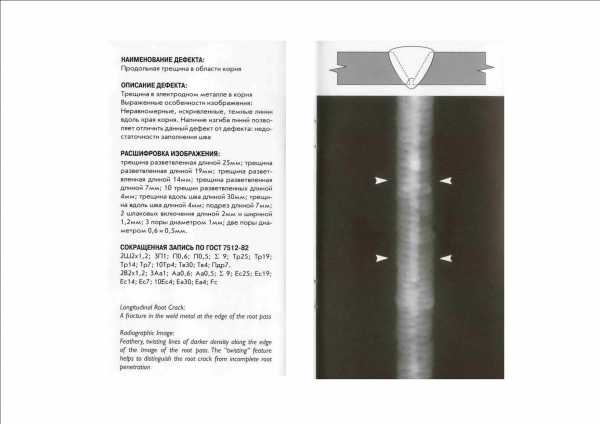
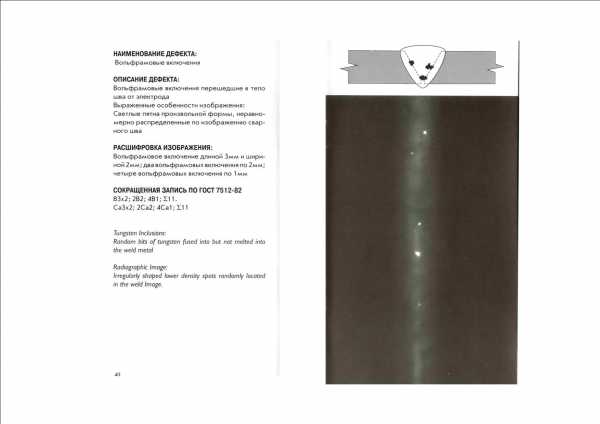
В данной брошюре приведены репродукции радиографических снимков сварных соединений, а также их расшифровка и условная сокращенная запись дефектов по ГОСТ 7512-82 в русском и латинском алфавите.
Расшифровка проводилась только по изображениям на репродукциях радиографических снимков сварных соединений. Схемы поперечных сечений сварных соединений при расшифровке не рассматривались. Классификация дефектов соответствует требованиям ГОСТ 23055-78. При расшифровке за размеры несплошностей приняты размеры их изображений на репродукциях по ГОСТ 23055-78, п.2.
Приведены английские названия изображенных дефектов.
prokontrol.ru