

Способ производства термоусадочной пленки. Изготовление пленки термоусадочной
Производство термоусадочной плёнки - изготовление и доставка от производителей
Предлагаем Вам ознакомиться с информацией о технологии производства различных термоусадочных плёнок, и заказать термоусадочную плёнку от производителя, нужной Вам модели, через наш сайт по сверхвыгодной цене.
Изготовление термоусадочной пленки по ГОСТ
Обычная термоусадочная плёнка (ГОСТ 25951-83) изготавливается из чистого полиэтилена высокого давления и низкой плотности 15803-020 (ГОСТ 16337-77). Технические условия на производство упаковки, Вы без труда найдёте в упомянутом документе. Тонкие термоусадочные плёнки толщиной 30-75 микрон применяются для упаковки товаров весом до 5 кг. При упаковке более тяжёлых грузов, этот материал склонен к растягиванию и может порваться. Поэтому, например, для упаковки грузов весом 15 кг приходится применять более толстые плёнки, толщиной до 100 микрон. Стоимость упаковки в этом случае возрастает примерно на 30 %.
Производство многослойных термоусадочных плёнок
Для производства более высокопрочных плёнок иногда применяется способ, при котором два или более слоёв спрессовывают в один упаковочный материал. Так, например, известны зарубежные условия GB 1526724, по которым изготавливают многослойную плёнку, путём спрессовывания и поперечного растяжения материалов. А по GB 1526722 производят трёхслойные термоусадочные плёнки путём раздувания трёхслойного рукава, внешние два слоя которого изготовлены из термопластов, а внутренний слой состоит из менее пластичного армирующего слоя. В первом случае материал имеет поперечную волнистую структуру, а во втором он склонен к продольной полосатости. Температура усадки многослойных плёнок выше, чем у однослойных, а внешний вид упаковываемых в них товаров оставляет желать лучшего.
Изготовление термоусадочной плёнки из смеси гранул
Наилучшие механические, гигиенические и эстетические свойства проявляют термоусадочные плёнки, изготовленные из смеси гранул различных полимеров. Одним из известных условий на производство таких видов термоусадочных плёнок является RU 2296775 С2, 10.06.2005. Термоусадочную упаковку по этому способу получают путём механического смешивания нескольких видов гранул полиэтилена с различной плотностью, в присутствии одного катализатора. Плёнку производят на экструдере с последующим пневматическим растяжением. Полученная таким образом плёнка обладает достаточно высокой прочностью и усадкой для упаковки тяжёлых грузов, при этом стоимость упаковки не сильно отличается от упаковки в более толстые плёнки из чистого ПВД. Тем не менее существуют и другие способы производства высокопрочной термоусадочной плёнки, которые позволяют сократить расходы на упаковку и транспортировку тяжёлых грузов. А для упаковки товаров с общей массой до 5 или 10 кг достаточно применять обычную упаковку, произведённую по ГОСТ.
Если Вы не знаете, какую плёнку лучше выбрать для упаковки Вашей продукции, обращайтесь к нам по телефону и наши менеджеры помогут Вам решить этот вопрос и заказать термоусадочную плёнку от производителя по выгодной цене.
Звоните: 8 (800) 350-83-13
mega-pak.ru
Способы производства термоусадочных полимерных пленок
Применение ориентированных пленочных материалов, способных сокращаться при нагревании, позволило создать принципиально новые виды упаковок для различных изделий. Эти пленочные материалы, называемые термоусадочными, могут сокращаться при нагревании в одном или двух направлениях и при этом плотно обтягивать упакованные в них изделия.
При производстве термоусадочной пленки полимер в нагретом состоянии сильно деформируют и затем резко охлаждают до комнатной температуры, не дав реализоваться упругой составляющей деформации. Полимер становится более твердым, жестким, и растянутые макромолекулы не могут вернуться в свое естественное равновесное состояние. При вторичном нагреве пленки полимер размягчается, молекулы стремятся вернуться в глобулообразное состояние, и пленка сокращается в размерах.
Принцип, на котором основана упаковка продукции в термоусадочную пленку, иногда называют «памятью» полимера. Другими словами, пленка, которая была растянута (ориентирована) при переработке (при температуре выше температуры стеклования) и затем охлаждена для фиксации полученного ориентированного состояния, при повторном нагревании будет стремиться вернуться к своим прежним размерам в неориентированном состоянии.
Этот эффект используют в промышленности. Продукт, подлежащий упаковке, заворачивают или закладывают в рукав из термоусадочной пленки. Полученный пакет помещают в термошкаф, в котором пленка нагревается до температуры, необходимой для осуществления процесса термоусадки, при котором пленка плотно обтягивает упаковываемый предмет, полностью повторяя его форму. Во избежание образования между пленкой и объектом упаковки воздушных пузырей в пленке иногда делают проколы.
Агрегаты для упаковки изделий в термоусадочную пленку работают по простой схеме (рис.12.1).
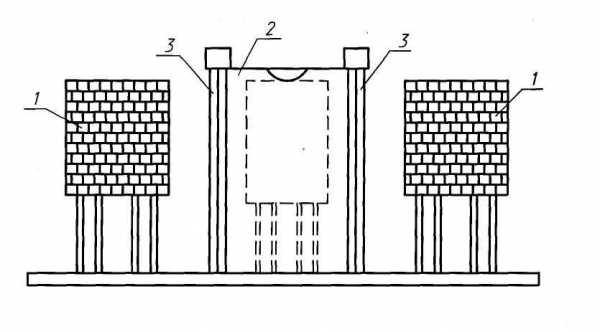
Рис. 12.1 Схема машины для упаковки изделий в термоусадочную пленку (1 - транспортная тележка; 2 - термокамера; 3 - дверцы с пневматическим или механическим приводом)
Транспортные тележки 1, загруженные в несколько рядов изделиями, заранее уложенными в пленку, подаются в термокамеру 2, оборудованную на входе и выходе дверцами 3 с механическим или пневматическим приводом. После остановки тележки в камере дверцы закрываются, и изделия выдерживаются при повышенной температуре в течение времени, достаточного для прохождения термоусадки. После открытия дверцы тележка с упакованной продукцией выезжает из камеры, происходит охлаждение упаковок и их разгрузка, в камеру подается другая тележка.
Некоторые машины для упаковки в термоусадочную пленку снабжаются также узлами сварки, что обеспечивает большую надежность упаковки, однако это удорожает как саму машину, так и
технологический процесс в целом и применяется сравнительно редко.
Получают термоусадочную пленку на экструзионно-выдувных линиях путем продавливания расплава полимерного материала через круглощелевую головку с последующим его раздувом и ориентацией и одно или двух постовой намоткой. Универсальная линия по производству рукавной пленки из полиэтилена низкой и высокой плотности позволяет получать качественную термоусадочную пленку с производительностью, в зависимости от ширины и толщины, до 80 кг/час.
Для изготовления термоусадочных пленок широко используется метод выдува «снизу вверх». При этом наблюдается закономерность: чем сильнее раздув, тем больше степень усадки.
К преимуществам упаковки в термоусадочные пленки по сравнению с традиционными пленочными упаковками относится:
уменьшение объема упаковки за счет плотного обтягивания товара;
относительная простота самого процесса упаковки;
относительно меньшая масса пленок;
небольшая их стоимость;
хорошие прочностные свойства, ее прозрачность и эстетичность;
товар, упакованный в прозрачную сокращающуюся пленку, дает возможность избавиться от лишних операций по фасовке товара, разгружает складские помещения;
доступная сырьевая база, простота и экологичность утилизации использованной пленки и отходов ее производства;
применительно к транспортным и складским операциям упаковывание в пленку даст возможность обеспечивать монолитность грузовой единицы, механизацию погрузочно-разгрузочных и складских операций, удобство проверки наличия упакованных продуктов.
Однако для упаковки продукции в термоусаживаемую пленку, особенно поддонов (паллет), требуются термошкафы или промышленные фены, т.е. дополнительное оборудование, что является, конечно же, недостатком по сравнению с другим видом упаковки – растягивающейся (стрейч) пленкой*.
В настоящее время для производства термоусадочной пленки широко используется полиэтилен низкой плотности. Являясь прекрасным упаковочным материалом, и будучи допущенной к контакту с пищевыми продуктами, ПЭ-термоусадочная пленка широко используется для групповой упаковки алкогольных и прохладительных напитков, молочных продуктов, замороженной птицы, колбас и сыров, а также целого ряда других промышленных товаров народного потребления. Среди них строительные материалы и инструменты, групповая упаковка химической продукции, лекарственных препаратов и др.
Термоусаживаемую пленку можно классифицировать как пленку для:
- легких упаковок – толщиной от 15 до 50 мкм;
- средних упаковок – толщиной от 50 до 120 мкм;
- тяжелых упаковок – толщиной от 100 до 200 мкм.
*Растягивающиеся тонкие пленки (стрейч-пленки) на основе ПЭ становятся серьезным конкурентом термоусадочным пленкам. Обычно пленку, предназначенную для упаковывания, нагревают и растягивают, чтобы при последующем снятии натяжения пленка сжалась и плотно, без морщин, облегала упаковываемый материал. Стрейч-пленки работают аналогичным образом при обычных температурах, без нагрева.
studfiles.net
СПОСОБ ПРОИЗВОДСТВА ТЕРМОУСАДОЧНОЙ ПЛЕНКИ
Предлагаемое изобретение относится к переработке термопластичных материалов и может быть использовано в отраслях промышленности, применяющих экструзию для получения термоусадочных пленок высокой прочности.
В борьбе за конкурентное улучшение физико-механических свойств однослойной пленки приходится идти на увеличение ее толщины, использование более дорогих основных материалов и добавок, что делает продукцию менее конкурентной по цене. Попытки удешевить продукцию чаще всего приводят к ухудшению ее качества - недорогие линии по выдуву однослойной пленки не предоставляют особых возможностей по технологическому совершенствованию процесса ее получения. Уменьшение толщины пленки, например с 7 до 5 мкм, к которому часто прибегают в целях экономии полимерного сырья, плохо сказывается на физико-механических свойствах пленки и изготовлении из нее даже маленьких пакетов, предназначенных для упаковки хлебобулочных изделий. Несмотря на низкую цену, заказчик рано или поздно будет вынужден отказаться от такой некачественной продукции. Специальные добавки позволяют получать однослойные пленки, которые по своим физико-механическим свойствам вполне удовлетворяют целевым требованиям. Однако большинство специальных добавок в России не производится и их приходится закупать в Европе и юго-восточной Азии по весьма высоким ценам, что опять же не способствует улучшению конкурентного положения однослойных пленок. Для того чтобы добиться оптимальных прочностных характеристик и физико-механических свойств однослойной термоусадочной пленки, не уступающей по качеству трехслойной термоусадочной пленки, могут помочь технологические ухищрения и использование специальных рецептур с подгонкой оборудования экструзионных установок.
Известен способ производства термоусадочной пленки (трехслойной) (см. RU 2296775 С2, опубликовано 10.06.2005), который включает механическое смешивание гранул нескольких видов полиэтилена и экструзию пленки с последующим пневматическим ее растяжением. В частности, согласно этому способу пленка получается из мультимодального полиэтилена, полученного полимеризацией в присутствии катализатора с однотипными центрами полимеризации, имеющими более одного 5-цикличного лиганда, причем указанный мультимодальный полиэтилен включает А) сополимер с меньшей молекулярной массой этилена и С4-12 альфа-олефина и В) сополимер с большей молекулярной массой этилена и С4-12 альфа-олефина, имеющего более высокую молекулярную массу, чем альфа-олефин компонента А, при этом все компоненты получаются с использованием одного и того же катализатора.
Полученная описанным способом термоусадочная пленка недостаточно прочная.
Наиболее близким аналогом к заявляемому изобретению, принятым за прототип является способ производства термоусадочной пленки (RU 2372360 С1, опубликовано 10.11.2009 г.), включающий механическое смешивание гранул нескольких видов полиэтилена и экструзию пленки с последующим пневматическим ее растяжением. Экструзию ведут со скоростью более 18 м/мин. Смесь гранул содержит унимодальный полиэтилен высокого давления, унимодальный полиэтилен низкого давления и бимодальный полиэтилен высокого давления при следующем соотношении компонентов, вес.%: унимодальный полиэтилен высокого давления - 57-95; унимодальный полиэтилен низкого давления - 3-25; бимодальный полиэтилен высокого давления - 2-40.
Недостаток прототипа - способа получения трехслойной термоусадочной пленки - низкие физико-механические свойства.
Технический результат заявляемого изобретения - обеспечение оптимального значения физико-механических параметров и повышение прочности термоусадочной пленки (улучшенная прочность на прокол, более высокая прочность при растяжении, большая твердость и ударопрочность), расширение сферы применения.
Технический результат достигается тем, что в способе производства термоусадочной пленки, включающем подачу гранул унимодального полиэтилена высокого давления, унимодального полиэтилена низкого давления материала в загрузочный бункер экструдера для механического смешивания, в состав сырья введены гранулы унимодального линейного полиэтилена низкой плотности и высокого давления при следующем соотношении компонентов, вес.%:
|
при этом экструзию ведут со скоростью более 20-22 м/мин; плавление гранул и гомогенизацию расплава осуществляют в экструдере с последующим пневматическим ее растяжением; формование полотна - в формующей головке; охлаждение пленки - на валках; производят обрезку утолщенных кромок; ориентацию пленки; намотку в рулон и упаковку пленки.
Полученная таким способом однослойная термоусадочная пленка по физико-механическим свойствам и прочностным характеристикам превосходит прототип (трехслойную) и может быть использована и для упаковки различных непищевых продуктов с существенными габаритами и весом: бытовой химии, фармацевтики, строительных материалов, пиломатериалов и т.д.
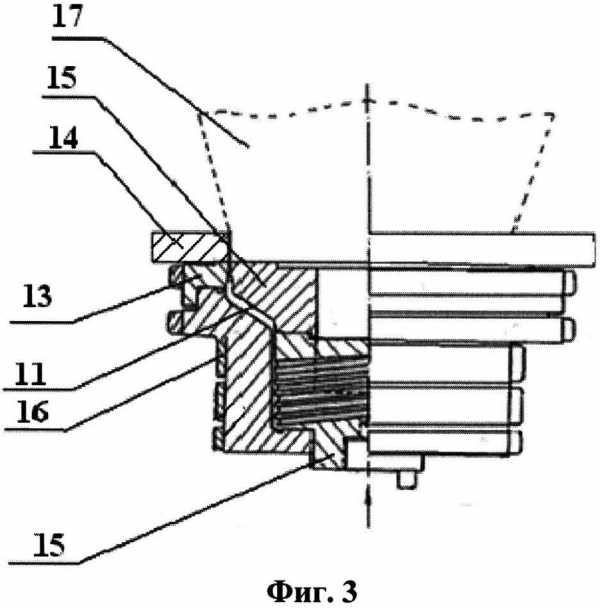
На фиг.1 схематично показан общий вид устройства для осуществления способа производства термоусадочной пленки, на фиг.2 показан шнек экструдера, на фиг.3 показана камера противодавления, на фиг.4 - вид сверху выхода пленочного рукава, где приняты следующие обозначения:
1 - загрузочная воронка с ворошителем;
2 - экструдер;
3 - формующая рукавная головка;
4 - сопло с подводом воздуха;
5 - камера противодавления с кольцевым выходным каналом;
6 - складывающие щеки;
7 - вытяжные валки;
8 - направляющие валки;
9 - режущее приспособление;
10 - наматывающее приспособление для рулона пленки;
11 - кольцевая щель для выхода пленочного рукава;
12 - воздушная щель для охлаждения термоусадочной пленки;
13, 14 - калибровочные кольца воздушного потока;
15 - дорн;
16 - средства нагрева;
17 - пленочный рукав;
L, L1, L2, L3, L4, L5, L6, L7 - длины секций шнека экструдера.
Способ производства термоусадочной пленки осуществляется с помощью устройства, которое содержит загрузочную воронку с ворошителем 1, экструдер, выполненный шнековым 2, с формующей рукавной головкой 3, сопло с подводом воздуха 4, камеру противодавления с кольцевым выходным каналом 5, складывающие щеки 6, вытяжные валки 7, направляющие валки 8, режущее приспособление 9, наматывающее приспособление 10, средства нагрева 16. Средства нагрева 16 выполнены воротниковыми и расположены в 8 зонах: 5 - на корпусе шнекового экструдера 2 и 3 - на корпусе камеры противодавления 5. Шнек экструдера 2 выполнен с уменьшающимся шагом винтовой нарезки и увеличением числа витков в сторону формующей рукавной головки 3, при этом глубина канала канавки постоянна. Кольцевой выходной канал камеры противодавления 5 образован коаксиальными кольцами 13, 14, расположенными торец к торцу, и предназначены для колибровки кольцевого зазора и толщины рукавной пленки 17. Одно из колец кольцевого выходного канала камеры противодавления 5 выполнено с возможностью регулирования положения по горизонтали. Шнек эксрудера 2 выполнен с размерами в отношении длины к диаметру 18/1. Шнек экструдера 2 содержит несколько секций, каждая из которых выполнена с разным шагом и переходами между смежными секциями. Одна из секций шнека экструдера 2 - загрузочная, выполнена рифленой, двухвиточной, а последняя секция гомогенизаци - с длиной 6-8 диаметров шнека экструдера.
Способ производства термоусадочной пленки осуществляется следующим образом. В загрузочную воронку с ворошителем 1 засыпается полимерная смесь на основе ЛПЭНП, размешивается ворошителем и нагревается, затем поступает в загрузочную секцию шнекового экструдера 2. Захватывая исходный продукт, шнек экструдера 2 перемещает его от загрузочного устройства вдоль корпуса экструдера, на котором установлены средства нагрева 16, выполненные воротниковыми. При этом продукт сжимается, разогревается, пластифицируется и гомогенизируется в экструдере с последующим пневматическим ее растяжением; затем происходит формование полотна в формующей рукавной головке; охлаждение пленки на валках; обрезка утолщенных кромок; ориентация пленки; намотка в рулон и упаковка пленки. В состав сырья введены гранулы унимодального линейного полиэтилена низкой плотности и высокого давления при следующем соотношении компонентов, вес.%:
|
при этом экструзию ведут со скоростью более 20-22 м/мин.
При экструзии мультиполиэтиленовой композиции, в состав которой входит ЛПЭНП, применена конструкция шнека экструдера с уменьшающимся шагом (УШ). Такой шнек характеризуется постоянной глубиной канала и тремя секциями с разным шагом и резкими переходами между ними. Последняя секция, длиною около 6-8 диаметров, контролирует производительность шнека. Двухвиточная загрузочная секция шнека значительно увеличивает долговечность; такой же эффект дает и увеличение числа витков вдоль длины шнека (естественное следствие концепции уменьшающего шага (УШ)). Вдобавок, ширина витков увеличена на 20% по сравнению с общепринятой одной десятой диаметра. Длина шнека может быть изменена с учетом ограничений на крутящий момент, позволяя сохранить промышленную производительность.
|
Иногда при переработке ЛПЭНП желательно уменьшить требуемый крутящий момент. Это легко достигается укорачиванием по длине шнека, что видно из приведенного ниже выражения для крутящего момента, который необходимо приложить к шнеку экструдера: (момент)*(вязкость)(длина шнека)(уровень сдвига)2/об·мин-1.
Если производительность ограничена достигаемым крутящим моментом, для ЛПЭНП ее можно реально увеличить, укоротив шнек. При шнеке с отношением длины к диаметру (L/D) 18:1 для ЛПЭНП была достигнута максимальная производительность - большая, чем в случае ПЭНП и шнека 24:1, и большая, чем для шнека 24:1, разработанного для ЛПЭНП. Шнек 24:1 для ЛПЭНП дает большую эффективность нагнетания (кг/ч*об/мин), но общая производительность меньше из-за ограниченного крутяшего момента данной линии. Температурный контроль (195-220°С) для шнека 18:1 удовлетворителен, несмотря на более высокие скорости вращения. Заметим, однако, что другие факторы, как, например, возможности внутреннего охлаждения или последующей обработки пленки, зачастую являются действенными ограничителями производительности линии.
|
Обычно рифленые загрузочные секции интенсивно охлаждаются водой для повышения давления нагнетания и производительности. Как видно из таблицы 6, при экструзии ЛПЭНП с использованием типичного шнека с дробной компрессией, использование интенсивного охлаждения ведет к увеличению производительности и уменьшению температуры расплава.
Использование интенсивного охлаждения с ЛПЭНП может привести к увеличению скорости износа шнека (из-за пика давления в загрузочной секции). Правильно подобранная конструкция шнека позволяет решить эту проблему, исключая необходимость интенсивного охлаждения для получения высокой производительности. Показатели шнека с УШ всего лишь немного ухудшаются при отсутствии интенсивного охлаждения производительность существенно не меняется и температура расплава увеличивается менее чем на 10°С, не создается пика давления и износоустойчивость повышается.
|
|
При производительности до примерно 2,4 кг/ч.см. с большой эффективностью может быть применена широкощелевая формующая рукавная головка. При более высокой производительности разумнее использовать присадки. Если головка имеет слишком большое сопротивление, каналы должны быть расширены для уменьшения давления в головке, особенно при использовании узкощелевой формующей рукавной головки. Воздушное кольцо должно быть типа Вентури для соответствия с поведением мультиполиэтиленовой композиции при растяжении. Для максимальной эффективности нужно использовать холодный воздух. Предел прочности повышается на 30-35%. Это позволяет упаковывать более тяжелые товары в менее тонкие пленки, изготовленные на базе ПВД 10803-020, 15803-020. Например, для упаковки поддона кирпичей (312 шт.) достаточно использовать пленку 130 микрон вместо 200 микрон.
Регулировочные кольца воздушного потока приспособлены к свойствам мультиполиэтиленовой композиции для улучшения их рабочих показателей путем уменьшения широкой щели с помощью дополнительного кольца, расположенного на калибровочном воздушном кольце. Путем смещения данного кольца достигается точная регулировка воздушного потока, устраняется разнотолщинность пленки.
Таким образом, за счет применения специальной рецептуры состава мультиполиэтиленовой композиции обеспечивается высокое качество получаемой однослойной термоусадочной пленки, достигаются оптимальные значения физико-механических параметров и повышение прочности термоусадочной пленки (улучшенная прочность на прокол, более высокая прочность при растяжении, большая твердость и ударопрочность), что позволяет расширить сферу применения.
Способ производства термоусадочной пленки, включающий подачу гранул унимодального полиэтилена высокого давления, унимодального полиэтилена низкого давления материала в загрузочный бункер экструдера для механического смешивания, отличающийся тем, что в состав сырья введены гранулы унимодального линейного полиэтилена низкой плотности и высокого давления при следующем соотношении компонентов, вес.%: при этом экструзию ведут со скоростью более 20-22 м/мин; плавление гранул и гомогенизацию расплава осуществляют в экструдере с последующим пневматическим ее растяжением; формование полотна - в формующей головке; охлаждение пленки - на валках; производят обрезку утолщенных кромок; ориентацию пленки; намотку в рулон и упаковку пленки.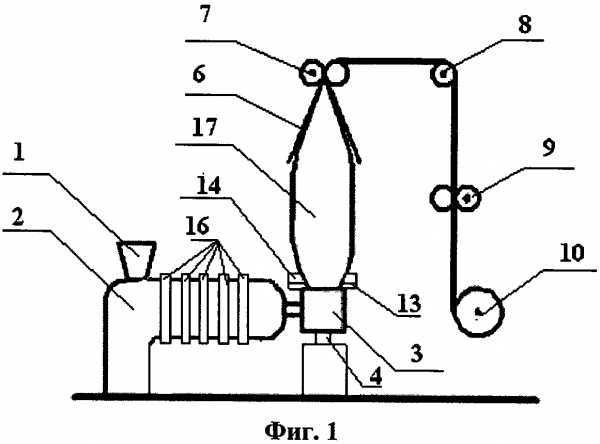

edrid.ru
Производство термоусадочной пленки | Термоусадочная пленка цена от производителя
| Цена: |
Одним из основных направлений деятельности компании «Ирдис полимер» является продажа и производство термоусадочной пленки. Мы предлагаем термоусадочную пленку по выгодным ценам в любом объеме. Приобретая пленку в нашей компании, Вы получаете продукцию от производителя и тем самым избавляете себя от потребности переплачивать лишние деньги посредникам. Наше предприятие применяет современные технологии для производства пленки, что, в свою очередь, позволяет нам устанавливать конкурентоспособные цены на нашу продукцию. Для оптовых покупателей и крупных заказчиков доставка продукции по Москве и Московской области - бесплатная!
Характеристики термоусадочной пленки делают ее практически универсальной и позволяют применять в различных ситуациях: на производстве, в торговой сети, в быту в случае одноразовой упаковки продуктов питания, для скрепления пакетов грузов правильной формы; для упаковывания продукции, чувствительной к нагреву, для упаковывания продукции, которая в процессе хранения и транспортирования может уплотняться.
Производство термоусадочной пленки
Отличительной особенностью термоусадочной пленки является ее способность сокращаться под воздействием высокой температуры. Остывая, такая пленка принимает форму упаковываемой продукции, плотно обтягивая ее. Выпускают термоусадочную пленку в виде полурукава, рукава и полотна. Диапазон толщин пленки колеблется от 40 мкм до 200 мкм. Производство термоусадочной пленки происходит по тому же принципу, что и производство стрейч пленки.
Закать термоусадочную пленку в любом объеме Вы можете по телефонам нашей компании, либо заполнив форму онлайн заявки прямо на сайте.
Наряду с термоусадочной пленкой, в компании "Ирдис Полимер" Вы можете купить стрейч пленку по выгодным ценам. Мы производим различные типы стрейч пленки: для ручного или машинного обертывания. Узнать больше информации про стрейч пленку нашего производства Вы можете тут.
ООО "Ирдис Полимер"Адрес: Московская обл., г. Фрязино, поселок Богослово стр.7.Контактные лица: Сергей т.89255550255E-mail: [email protected]
irdispolimer.ru
Способ производства термоусадочной пленки
Изобретение относится к переработке термопластичных материалов и может быть использовано в отраслях промышленности, применяющих экструзию для получения термоусадочных пленок высокой прочности. Способ производства термоусадочной пленки, включающий подачу гранул унимодального полиэтилена высокого давления, унимодального полиэтилена низкого давления материала в загрузочный бункер экструдера для механического смешивания; плавление гранул и гомогенизацию расплава в экструдере с последующим пневматическим ее растяжением; формование полотна в формующей головке; охлаждение пленки на валках; обрезку утолщенных кромок; ориентацию пленки; намотку в рулон и упаковку пленки, в состав сырья введены гранулы унимодального линейного полиэтилена низкой плотности и высокого давления при следующем соотношении компонентов, вес.%:
при этом экструзию ведут со скоростью более 20-22 м/мин.
Изобретение позволяет обеспечить оптимальное значение физико-механических параметров и повысить прочность термоусадочной пленки (улучшенная прочность на прокол, более высокая прочность при растяжении, большая твердость и ударопрочность), расширить сферы применения. 4 ил.
Предлагаемое изобретение относится к переработке термопластичных материалов и может быть использовано в отраслях промышленности, применяющих экструзию для получения термоусадочных пленок высокой прочности.
В борьбе за конкурентное улучшение физико-механических свойств однослойной пленки приходится идти на увеличение ее толщины, использование более дорогих основных материалов и добавок, что делает продукцию менее конкурентной по цене. Попытки удешевить продукцию чаще всего приводят к ухудшению ее качества - недорогие линии по выдуву однослойной пленки не предоставляют особых возможностей по технологическому совершенствованию процесса ее получения. Уменьшение толщины пленки, например с 7 до 5 мкм, к которому часто прибегают в целях экономии полимерного сырья, плохо сказывается на физико-механических свойствах пленки и изготовлении из нее даже маленьких пакетов, предназначенных для упаковки хлебобулочных изделий. Несмотря на низкую цену, заказчик рано или поздно будет вынужден отказаться от такой некачественной продукции. Специальные добавки позволяют получать однослойные пленки, которые по своим физико-механическим свойствам вполне удовлетворяют целевым требованиям. Однако большинство специальных добавок в России не производится и их приходится закупать в Европе и юго-восточной Азии по весьма высоким ценам, что опять же не способствует улучшению конкурентного положения однослойных пленок. Для того чтобы добиться оптимальных прочностных характеристик и физико-механических свойств однослойной термоусадочной пленки, не уступающей по качеству трехслойной термоусадочной пленки, могут помочь технологические ухищрения и использование специальных рецептур с подгонкой оборудования экструзионных установок.
Известен способ производства термоусадочной пленки (трехслойной) (см. RU 2296775 С2, опубликовано 10.06.2005), который включает механическое смешивание гранул нескольких видов полиэтилена и экструзию пленки с последующим пневматическим ее растяжением. В частности, согласно этому способу пленка получается из мультимодального полиэтилена, полученного полимеризацией в присутствии катализатора с однотипными центрами полимеризации, имеющими более одного 5-цикличного лиганда, причем указанный мультимодальный полиэтилен включает А) сополимер с меньшей молекулярной массой этилена и С4-12 альфа-олефина и В) сополимер с большей молекулярной массой этилена и С4-12 альфа-олефина, имеющего более высокую молекулярную массу, чем альфа-олефин компонента А, при этом все компоненты получаются с использованием одного и того же катализатора.
Полученная описанным способом термоусадочная пленка недостаточно прочная.
Наиболее близким аналогом к заявляемому изобретению, принятым за прототип является способ производства термоусадочной пленки (RU 2372360 С1, опубликовано 10.11.2009 г.), включающий механическое смешивание гранул нескольких видов полиэтилена и экструзию пленки с последующим пневматическим ее растяжением. Экструзию ведут со скоростью более 18 м/мин. Смесь гранул содержит унимодальный полиэтилен высокого давления, унимодальный полиэтилен низкого давления и бимодальный полиэтилен высокого давления при следующем соотношении компонентов, вес.%: унимодальный полиэтилен высокого давления - 57-95; унимодальный полиэтилен низкого давления - 3-25; бимодальный полиэтилен высокого давления - 2-40.
Недостаток прототипа - способа получения трехслойной термоусадочной пленки - низкие физико-механические свойства.
Технический результат заявляемого изобретения - обеспечение оптимального значения физико-механических параметров и повышение прочности термоусадочной пленки (улучшенная прочность на прокол, более высокая прочность при растяжении, большая твердость и ударопрочность), расширение сферы применения.
Технический результат достигается тем, что в способе производства термоусадочной пленки, включающем подачу гранул унимодального полиэтилена высокого давления, унимодального полиэтилена низкого давления материала в загрузочный бункер экструдера для механического смешивания, в состав сырья введены гранулы унимодального линейного полиэтилена низкой плотности и высокого давления при следующем соотношении компонентов, вес.%:
| Унимодальный полиэтилен высокого давления (ПВД) | 60% |
| Унимодальный полиэтилен низкого давления (ПНД) | 15% |
| Унимодальный линейный полиэтилен низкой плотности высокого давления (ЛПЭНП) | 25%, |
при этом экструзию ведут со скоростью более 20-22 м/мин; плавление гранул и гомогенизацию расплава осуществляют в экструдере с последующим пневматическим ее растяжением; формование полотна - в формующей головке; охлаждение пленки - на валках; производят обрезку утолщенных кромок; ориентацию пленки; намотку в рулон и упаковку пленки.
Полученная таким способом однослойная термоусадочная пленка по физико-механическим свойствам и прочностным характеристикам превосходит прототип (трехслойную) и может быть использована и для упаковки различных непищевых продуктов с существенными габаритами и весом: бытовой химии, фармацевтики, строительных материалов, пиломатериалов и т.д.
На фиг.1 схематично показан общий вид устройства для осуществления способа производства термоусадочной пленки, на фиг.2 показан шнек экструдера, на фиг.3 показана камера противодавления, на фиг.4 - вид сверху выхода пленочного рукава, где приняты следующие обозначения:
1 - загрузочная воронка с ворошителем;
2 - экструдер;
3 - формующая рукавная головка;
4 - сопло с подводом воздуха;
5 - камера противодавления с кольцевым выходным каналом;
6 - складывающие щеки;
7 - вытяжные валки;
8 - направляющие валки;
9 - режущее приспособление;
10 - наматывающее приспособление для рулона пленки;
11 - кольцевая щель для выхода пленочного рукава;
12 - воздушная щель для охлаждения термоусадочной пленки;
13, 14 - калибровочные кольца воздушного потока;
15 - дорн;
16 - средства нагрева;
17 - пленочный рукав;
L, L1, L2, L3, L4, L5, L6, L7 - длины секций шнека экструдера.
Способ производства термоусадочной пленки осуществляется с помощью устройства, которое содержит загрузочную воронку с ворошителем 1, экструдер, выполненный шнековым 2, с формующей рукавной головкой 3, сопло с подводом воздуха 4, камеру противодавления с кольцевым выходным каналом 5, складывающие щеки 6, вытяжные валки 7, направляющие валки 8, режущее приспособление 9, наматывающее приспособление 10, средства нагрева 16. Средства нагрева 16 выполнены воротниковыми и расположены в 8 зонах: 5 - на корпусе шнекового экструдера 2 и 3 - на корпусе камеры противодавления 5. Шнек экструдера 2 выполнен с уменьшающимся шагом винтовой нарезки и увеличением числа витков в сторону формующей рукавной головки 3, при этом глубина канала канавки постоянна. Кольцевой выходной канал камеры противодавления 5 образован коаксиальными кольцами 13, 14, расположенными торец к торцу, и предназначены для колибровки кольцевого зазора и толщины рукавной пленки 17. Одно из колец кольцевого выходного канала камеры противодавления 5 выполнено с возможностью регулирования положения по горизонтали. Шнек эксрудера 2 выполнен с размерами в отношении длины к диаметру 18/1. Шнек экструдера 2 содержит несколько секций, каждая из которых выполнена с разным шагом и переходами между смежными секциями. Одна из секций шнека экструдера 2 - загрузочная, выполнена рифленой, двухвиточной, а последняя секция гомогенизаци - с длиной 6-8 диаметров шнека экструдера.
Способ производства термоусадочной пленки осуществляется следующим образом. В загрузочную воронку с ворошителем 1 засыпается полимерная смесь на основе ЛПЭНП, размешивается ворошителем и нагревается, затем поступает в загрузочную секцию шнекового экструдера 2. Захватывая исходный продукт, шнек экструдера 2 перемещает его от загрузочного устройства вдоль корпуса экструдера, на котором установлены средства нагрева 16, выполненные воротниковыми. При этом продукт сжимается, разогревается, пластифицируется и гомогенизируется в экструдере с последующим пневматическим ее растяжением; затем происходит формование полотна в формующей рукавной головке; охлаждение пленки на валках; обрезка утолщенных кромок; ориентация пленки; намотка в рулон и упаковка пленки. В состав сырья введены гранулы унимодального линейного полиэтилена низкой плотности и высокого давления при следующем соотношении компонентов, вес.%:
| Унимодальный полиэтилен высокого давления (ПВД) | 60% |
| Унимодальный полиэтилен низкого давления (ПНД) | 15% |
| Унимодальный линейный полиэтилен низкой плотности высокого давления (ЛПЭНП) | 25%, |
при этом экструзию ведут со скоростью более 20-22 м/мин.
При экструзии мультиполиэтиленовой композиции, в состав которой входит ЛПЭНП, применена конструкция шнека экструдера с уменьшающимся шагом (УШ). Такой шнек характеризуется постоянной глубиной канала и тремя секциями с разным шагом и резкими переходами между ними. Последняя секция, длиною около 6-8 диаметров, контролирует производительность шнека. Двухвиточная загрузочная секция шнека значительно увеличивает долговечность; такой же эффект дает и увеличение числа витков вдоль длины шнека (естественное следствие концепции уменьшающего шага (УШ)). Вдобавок, ширина витков увеличена на 20% по сравнению с общепринятой одной десятой диаметра. Длина шнека может быть изменена с учетом ограничений на крутящий момент, позволяя сохранить промышленную производительность.
| Сравнение производительности шнеков с рифленой и гладкой загрузочными секциями (63 мм, гладкоцилиндровый шнек 24:1 с УШ, ЛПЭНП, ИР 1, 100 об/мин) | ||
| Гладкая | С канавками | |
| Производительность (кг/ч) | 100 | 116 |
| Температура расплава (°С) | 218 | 204 |
| Крутящий момент (кВ/об.мин-1) | 24 | 34 |
Иногда при переработке ЛПЭНП желательно уменьшить требуемый крутящий момент. Это легко достигается укорачиванием по длине шнека, что видно из приведенного ниже выражения для крутящего момента, который необходимо приложить к шнеку экструдера: (момент)*(вязкость)(длина шнека)(уровень сдвига)2/об·мин-1.
Если производительность ограничена достигаемым крутящим моментом, для ЛПЭНП ее можно реально увеличить, укоротив шнек. При шнеке с отношением длины к диаметру (L/D) 18:1 для ЛПЭНП была достигнута максимальная производительность - большая, чем в случае ПЭНП и шнека 24:1, и большая, чем для шнека 24:1, разработанного для ЛПЭНП. Шнек 24:1 для ЛПЭНП дает большую эффективность нагнетания (кг/ч*об/мин), но общая производительность меньше из-за ограниченного крутяшего момента данной линии. Температурный контроль (195-220°С) для шнека 18:1 удовлетворителен, несмотря на более высокие скорости вращения. Заметим, однако, что другие факторы, как, например, возможности внутреннего охлаждения или последующей обработки пленки, зачастую являются действенными ограничителями производительности линии.
| Рабочие характеристики шнека - 63 мм, экструдер с рифленым цилиндром 24:1 | ||
| Производительность | Удельная производительность | |
| Конфигурация | (кг/ч) | (кг/ч*об/мин) |
| ЛПЭНП; шнек 18:1 с УШ | 168 при 150 об/мин | 1,12 |
| ЛПЭНП; шнек 24:1 с УШ | 150 при 90 об/мин (момент ограничен) | 1,67 |
Обычно рифленые загрузочные секции интенсивно охлаждаются водой для повышения давления нагнетания и производительности. Как видно из таблицы 6, при экструзии ЛПЭНП с использованием типичного шнека с дробной компрессией, использование интенсивного охлаждения ведет к увеличению производительности и уменьшению температуры расплава.
Использование интенсивного охлаждения с ЛПЭНП может привести к увеличению скорости износа шнека (из-за пика давления в загрузочной секции). Правильно подобранная конструкция шнека позволяет решить эту проблему, исключая необходимость интенсивного охлаждения для получения высокой производительности. Показатели шнека с УШ всего лишь немного ухудшаются при отсутствии интенсивного охлаждения производительность существенно не меняется и температура расплава увеличивается менее чем на 10°С, не создается пика давления и износоустойчивость повышается.
| Эффект охлаждения загрузочной секции шнека с дробной компрессией (90 мм, темп. цилиндра 195°С, ЛПЭНП, ИР 1, 40 об/мин) | ||
| Без охлаждения | С охлаждением | |
| Производительность (кг/ч) | 140 | 172 |
| Температура расплава (°С) | 215 | 200 |
| Эффект охлаждения загрузочной секции шнека с УШ (63 мм, темп. цилиндра 195°С, ЛПЭНП, ИР 1, 100 об/мин) | ||
| Без охлаждения | С охлаждением | |
| Производительность (кг/ч) | 91,8 | 92,7 |
| Температура расплава (°С) | 214 | 205 |
При производительности до примерно 2,4 кг/ч.см. с большой эффективностью может быть применена широкощелевая формующая рукавная головка. При более высокой производительности разумнее использовать присадки. Если головка имеет слишком большое сопротивление, каналы должны быть расширены для уменьшения давления в головке, особенно при использовании узкощелевой формующей рукавной головки. Воздушное кольцо должно быть типа Вентури для соответствия с поведением мультиполиэтиленовой композиции при растяжении. Для максимальной эффективности нужно использовать холодный воздух. Предел прочности повышается на 30-35%. Это позволяет упаковывать более тяжелые товары в менее тонкие пленки, изготовленные на базе ПВД 10803-020, 15803-020. Например, для упаковки поддона кирпичей (312 шт.) достаточно использовать пленку 130 микрон вместо 200 микрон.
Регулировочные кольца воздушного потока приспособлены к свойствам мультиполиэтиленовой композиции для улучшения их рабочих показателей путем уменьшения широкой щели с помощью дополнительного кольца, расположенного на калибровочном воздушном кольце. Путем смещения данного кольца достигается точная регулировка воздушного потока, устраняется разнотолщинность пленки.
Таким образом, за счет применения специальной рецептуры состава мультиполиэтиленовой композиции обеспечивается высокое качество получаемой однослойной термоусадочной пленки, достигаются оптимальные значения физико-механических параметров и повышение прочности термоусадочной пленки (улучшенная прочность на прокол, более высокая прочность при растяжении, большая твердость и ударопрочность), что позволяет расширить сферу применения.
Способ производства термоусадочной пленки, включающий подачу гранул унимодального полиэтилена высокого давления, унимодального полиэтилена низкого давления материала в загрузочный бункер экструдера для механического смешивания, отличающийся тем, что в состав сырья введены гранулы унимодального линейного полиэтилена низкой плотности и высокого давления при следующем соотношении компонентов, вес.%:
| Унимодальный полиэтилен высокого давления (ПВД) | 60% |
| Унимодальный полиэтилен низкого давления (ПНД) | 15% |
| Унимодальный линейный полиэтилен низкой плотности высокого давления (ЛПЭНП) | 25%, |
www.findpatent.ru
Термоусадочная этикетка sleeve (ПВХ и ПЭТ). Производство термоусадочной этикетки. Термоусадочная пленка (рукав)
Термоусадочный рукав ПВХ или термоусадочная sleeve-этикетка производством которой мы занимаемся, представляет собой пленочный материал, который имеет способность сжиматься под воздействием тепла и повторять форму того продукта, на который надет. На сегодняшний день пленка термоусадочная (ПВХ рукав) завоевывает все большую популярность и служит не только для привлечения потребителей, но и способствует продвижению товара на рынке.
Пленка ПВД термоусадочная широко применяется для упаковки продуктов питания, бытовой химии, косметики и многого другого. Метод термоусадки подходит для пластика, стекла, пленок, металлической тары и т.п.
Компания «Эдванс Принт» осуществляет производство пленки термоусадочной любых размеров с любой требуемой информацией и графикой. Продукция изготавливается на основе ПЭТ (полиэтилентерефталат) или ПВХ (поливинилхлорид) пленки на самом современном оборудовании с применением новейших технологий.
Купить термоусадочный прозрачный рукав в Москве будет выгодно по нескольким причинам:
- придает высокую механическую прочность упаковке;
- этикетка ПЭТ и ПВХ скрывает незначительные дефекты производства тары сложной формы;
- создает непроницаемый слой для ультрафиолетовых лучей;
- пленка полиолефиновая термоусадочная защищает от подделки и вскрытия.
По внешнему виду этикетка ПВХ или ПЭТ может быть прозрачной или полупрозрачной, матовой или глянцевой. Данные параметры полностью зависят от пожеланий заказчика. Термоусадочная прозрачная пленка (полурукав) легко удаляется с поверхности товара, благодаря наличию поперечной или продольной перфорации.
Примеры готовых работ
Термоусадочная пленка ПВХ (полурукав) обладает рядом бесспорных преимуществ. Главным является наиболее яркий и прогрессивный внешний вид товара, что делает продукцию более привлекательной и желанной, по сравнению с аналогичными товарами других производителей.
Термоусадочная пленка-рукав, купить которую вы можете в нашей компании, имеет высокое качество отображаемой информации и полное повторение контуров упаковки. Стоит отметить устойчивость материала к внешним воздействиям. Длительное сохранение товарного вида продукции и возможность использования всей площади упаковки для размещения информации о продукте.
Полиэтиленовая термоусадочная пленка, цена на которую указана в нашем прайс-листе, защищает упаковку и сам продукт от воздействия внешней среды. Пленка может быть прозрачной, что позволит как можно лучше рассматривать содержимое стеклянной тары.
Преимущества сотрудничества с нами
- Мы обеспечиваем наилучшие показатели «цена-качество» на термоусадочную этикетку, используя технику узкорулонной флексографской печати УФ-красками с «холодной» сушкой.
- Высокая оперативность прохождения заказа, как при запуске, так и при дальнейшем сопровождении – при смене атрибутов, изменениях в дизайне и т.д.
- Относительно низкая доля затрат на технологическую оснастку.
- Невысокая стоимость работ, специальные скидки крупнооптовым клиентам.
- Лучшее качество – наши этикетки никогда не отпадают, не стираются и не деформируются.
Характеристики термоусадочной этикетки
| Технические параметры | ПВХ | ПЭТ | ||
| Толщина (мкм) | 40 | 50 | 40 | 50 |
| Удельный вес (кг/м2) | 0,054 | 0,067 | 0,0516 | 0,0645 |
| Усадка (при 95 град. С 15 сек в воде): в поперечном направлении (TD %) в продольном направлении (MD %) | 57 +/-3 4 +/-2 | 77 +/-3 0 +/-3 | ||
| Усадка паром | да | да | ||
| Плотность (г/см3) | 1,32 | 1,29 | ||
| Цвет | прозрачный |
прозрачный |
||
| Поверхность | глянцевая | глянцевая | ||
Мы обеспечиваем наилучшие показатели «цена-качество» на термоусадочную этикетку, используя технику узкорулонной флексографской печати УФ-красками с «холодной» сушкой. В этом случае достигаются:
- Варианты поставки этикеток: в рукаве или в нарубе;
- Материал этикетки: ПВХ, ПЭТ;
- Товарное исполнение: рукав в рулоне и нарезка рукава в стопы;
- Толщина материала: 35-60 мкм;
- Ширина рукава до 135 мм;
- Диаметр тары до 87 мм;
- Высота этикетки до 435 мм;
- Количество цветов до 8.
Мы всегда рады предоставить Вам интересующую информацию, готовы ответить на все Ваши вопросы и приложить максимум усилий для взаимного и плодотворного сотрудничества. Если Вам нужна качественная и долговечная термоусадочная пленка, купить в Москве такой товар вы можете на нашем сайте. Мы предоставляем гарантии качества и выполняем работы всегда точно в срок!
advancprint.ru
Производство термоусадочной пленки
В складской деятельности и на производстве активно используются самые разные упаковочные материалы. Но, всё-же, одним из наиболее эффективных и надёжных является термоусадочная пленка. Производство такой пленки ведётся уже довольно давно и она успела заслужить признание во многих отраслях.
Производство пленки термоусадочной — практичность и экономия
Свою популярность термоусадочная пленка получила, благодаря множеству практичных свойств и небольшой стоимости. Среди прочих видов упаковочных материалов её выделяют:
- повышенная прочность;
- высокая скорость и удобство эксплуатации;
- максимально жесткая фиксация упакованных товаров;
- эффективная защита от влаги, загрязнений и повреждений;
- минимальный вес.
Эту пленку можно применять как для упаковки групповых, так и единичных товаров, а также стягивать целые поддоны и негабаритные изделия. Её используют для защиты и фиксации строительных материалов, ящиков и коробок с продуктами, полиграфии и многого другого.
Любые виды пленок от профессионального производителя
Если Вы желаете приобрести первоклассную термоусадочную или любую другую пленку, а также прочие полимерные товары, то смело обращайтесь в компанию Авантпак-Юг и наслаждайтесь высоким качеством продукции, низкими ценами, быстрым обслуживанием и оперативной доставкой. Мы работаем на свой авторитет и не допускаем выпуска изделий, несоответствующих необходимым стандартам. Также мы ценим каждого клиента и выполняем все свои обязательства точно в срок.
Наша компания располагает современным оборудованием и квалифицированными кадрами, что позволяет всегда держать уровень качества на высоте. Мы используем только отборное сырье, а также тщательно контролируем все этапы технологического процесса. В Авантпак-Юг Вы можете приобрести любую подходящую продукцию, либо же заказать эксклюзивное производство.
Рекомендуем: гидроизоляционная пленка
plenka-polietilen.ru









