sunny-space › Блог › ЛАЗЕРНЫЙ УТЮГ (ЛУТ) + ПРОЗРАЧНАЯ ПЛЁНКА. Из чего сделана пленка для лазерной печати
ЛАЗЕРНЫЙ УТЮГ (ЛУТ) + ПРОЗРАЧНАЯ ПЛЁНКА — DRIVE2
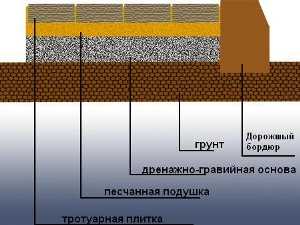
И так. Для изготовления печатной платы нам потребуется:Лазерный принтерСтеклотекстолитХлорное железоПрограммы на комп (Layout 5. 0 + Splan 5. 0 или EAGLE 5. 6. 0)АцетонВатные дискиКусок пенопластаНаждачка(с зернистостью 1000)И прозрачная плёнка на фото ниже


Использовал данную плёнку в экспериментах с фоторезистом. Осталось её очень много, поэтому решил попробовать перевести тонер с неё на плату. Что из этого вышло… давайте посмотрим. Так как изготовление платы очень схоже со статьёй Лазерный утюг (ЛУТ) + Бумага Epson, то не которые моменты буду помечать * и кратко описывать, какое действие выполняется.
*Рисуем плату и схему в EAGLE. Подготавливаем текстолит для перевода тонера.
Распечатывать плату следует на шероховатой стороне плёнки(определяем на ощупь). Накладывая плёнку на подготовленный текстолит, проглаживаем утюгом через лист бумаги.
Даём остыть(можно положить под струю холодной воды) и аккуратно снимаем плёнку. Если снимать на горячую, то либо тонер останется и на плёнке, и на текстолите(как на первой фотке ниже), либо оторвется кусками. Поэтому не торопитесь. Если сняли плёнку и местами виднеются на текстолите просветы(видно медь, обычной в крапинку), то замазать можно обычным маркером для дисков. Теперь плата готова к травлению в хлорном железе.


* Опускаем плату в хлорное железо.

*Стираем тонер и т.д.
Удачи!
Нравится 24 Поделиться: Подписаться на автора
www.drive2.ru
Спецматериалы для печати: лазерная печать.
В прошлой статье мы рассмотрели, какие возможности для работы и творчества предоставляют спецматериалы для печати на струйных принтерах. Теперь обратим внимание на спецматериалы для печати на лазерных принтерах. Эта группа будет существенно меньше, так как лазерные принтеры имеют худшее разрешение, меньший цветовой диапазон и поэтому не позволяют печатать качественные фотографии. Зато их отпечатки не только дешевле, но и более стойкие, так как "впаиваются" в носитель с помощью высокой температуры. Это и определяет номенклатуру материалов.
Их можно разделить на две группы: самоклеющиеся бумаги и пленки.
Самоклеющаяся бумага для лазерных принтеров кроме обычных листов А4 формата выпускается также в виде этикеток: лист самоклейки уже разделен на несколько прямоугольников и после печати их легко отделить от подложки и приклеить куда вам нужно - этикетка готова! Так как лазерная печать довольно устойчива к влаге и другим вредным факторам, такие этикетки можно клеить хоть на ваши товары, хоть на заготовки, хоть на элементы конструкции для нанесения идентификационных меток. Размеры этикеток и их количество на листе вы найдете в нашем каталоге.
Вторым типом спецматериалов являются пленки для печати на лазерных принтерах. О достоинстве пленок для печати я уже писал, сейчас обращу ваше внимание на то, что пленки для лазерных принтеров имеют важные особенности: допустимую температуру запекания тонера и наличие белой полоски.
Начнем с первого. Если вы посмотрите в каталог, то заметите, что у большинства пленок указан тип принтеров, для которых они предназначены: "для черно-белых копировальных аппаратов ", "для цветных лазерных принтеров" и т.д. Дело тут не в цветопередаче, а в различной температуре запекания тонера используемой в соответствующих принтерах. При выборе пленки внимательно прочтите на упаковке, для каких принтеров она предназначена, так как низкотемпературная пленка в высокотемпературном принтере расплавится и испортит печку принтера.
А для чего же нужна таинственная белая полоска на прозрачных пленках? И почему она бывает по длинной и короткой стороне? Дело в том, что некоторые принтеры определяют движение бумаги оптическими датчиками: лист перекрывает путь лучу света и датчик выдает сигнал: бумага пошла. Представьте, что вместо бумаги принтер протягивает прозрачную пленку. Луч света не прерывается, сигнала нет, принтер отсчитывает некоторое время, в течение которого лист должен дойти до датчика и, не дождавшись его, выдаст ошибку замятия бумаги, пологая, что раз она не дошла до датчика, значит застряла в принтере! Чтобы этого не произошло, на некоторых пленках делают белую полоску по краю, на которую и отреагирует датчик. Соответственно тому, какой стороной: длинной или короткой, лист заходит в принтер, необходимо выбирать пленку с полоской по длинной или короткой стороне. Соответственно, чтобы узнать какой тип датчика стоит у вас в принтере, вам придется либо почитать инструкцию к принтеру, либо попробовать.
Остается только добавить, что пленки так же могут быть самоклеющиеся, чтобы можно было делать прозрачные этикетки и наклейки. Успехов в разнообразной и полезной печати!
comcenter.ru
Технология изготовления печатей из фотополимера
biz > WEB мастерская > идеи бизнеса
Статья устарела, сейчас это обычная рядовая технология, оборудование в этом направлении не продаем
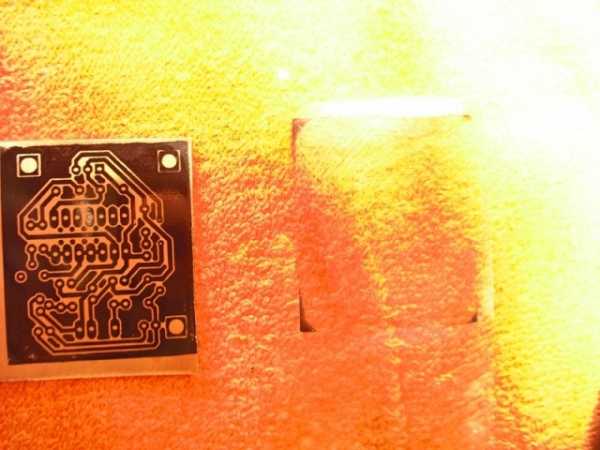
Для изготовления печатей из фотополимера необходимы:1. Жидкий фотополимер, имеющий свойство твердеть под воздействием ультрафиолетовых лучей. Можно приобрести в институте полимерных материалов. Стоит около 40$ за литр, на одну печать с головой хватит 1/100 литра.2. Ультрафиолетовые лампы (или одна лампа), низкий ультрафиолет. Часто применяется для против бактерий в лечебных заведениях. Стоит около 2$, можно купить пару ламп 40 ватных, подходящих в светильник дневного света для 20 ватных ламп дневного света и заменить в нем дроселя на 40 ватные (возможно и 20 ватные дроселя смогут "зажечь" 40 ватную лампу)3. Формочки для печатей, можно использовать обычные деревянные линейки. Два стекла толщиной 2-4 мм и размерами, превышающими размеры изготавливаемых печатей. Cтёкла подойдут оконные.4. Тонкая, прозрачная, полипропиленовая пленка, можно использовать пленку для обертки цветочных букетов.5. Компьютер любой конфигурации, "тянущий" программу например Corel Draw 5 (или можно использовать любую другую программу для рисования)6. Лазерный принтер и пленку для лазерных принтеров (применяется в типографиях) Лазерник б.у. может стоить около 200у.е., пленка - около 10 баксов за 50 листов. (одного листа может хватить на 20-30 рисунков печатей). Можно использовать компьютерное время в любом интернет-бизнес-клубе и там же распечатать на пленку все что нарисуешь…, тогда ничего покупать кроме расходников для печатей не нужно.Вся остальная мелочь найдется под рукой в любой квартире (доме).Первое, что мы делаем - рисуем печать в программе типа Corel Draw. Мы должны получить рисунок, похожий на:
Т.е. в черном квадрате мы делаем белый оттиск печати (один к одному). Размеры квадрата - чем меньше, тем лучше и экономнее для тонера лазерника и для пленки, но мы должны оставить поля для наложения формочки печати и запас для более точного обрезания печати после изготовления. Сделав таких рисунков сразу штук несколько (на всякий случай) или сразу несколько разных рисунков - на случай, если нужны разные печати, отправляем их на принтер, т.е. печатаем на пленку для лазерных принтеров. Затем вырезали ножницами по периметру квадратов рисунки, положили рисунок на стекло, обложили вокруг линейками (подрежем линейки, если что не так), толщина линеек как раз будет толщиной печати (около 2мм). Линейки нам заменят формочку для печати и будут препятствовать вытеканию полимера. Можно вырезать и формочки для печатей из подходящего по толщине материала или ипользовать специальную бордюрную ленту. Набрали в шприц (без иглы) около 5 мл. полимера и аккуратно выдавили полимер в формочку, составленную из линеек. Полимер равномерно покроет наш рисунок и заполнит формочку. Если в процессе заполнения появились пузыри - нужно полопать их тонкой иголкой. Сверху покроем полимер тонкой пленкой (от цветов) и накроем вторым стеклом. Зажмем стекла прищепками. Подготовьте светильник ультрафиолета - например, положите светильник горизонтально вниз лампой (лампами) на столбцы из книжек высотой около 30см., сделайте так, чтобы все это хозяйство накрывалось покрывалом или занавесками - ведь ультрафиолет вреден для глаз. Подложите параллельно лампам, на расстоянии 20-25см (важно зафиксировать расстояние для фиксации определенной выдержки) стекла с полимером. Закройте покрывало и включите лампу на 2-4 мин.(время закрепления вычисляется опытным путем и зависит от полимера и интенсивности освещения). Затем переверните стекла и закрепите другую часть печати. В первом или втором случае вы закрепили "дно" печати, в другом, после переворота, закрепили рисунок - под воздействием лучей ультрафиолета полимер затвердел. Затем убираем стекла, отрываем пленку с рисунком и моем полученную печать в мыльном растворе зубной щеткой. С той стороны, где мы закрепляли рисунок щеткой вымываются все темные места в рисунке. Если всё получилось (если не ошиблись во времени фиксации), то вырезаем по кругу(если печать круглая) или по периметру печать ножницами, пробуем оттиск печати и в случае успеха, приклеиваем печать к подходящей рукоятке (деревянной, металлической или другой - в канцтоварах можно найти что-нибудь покрасивей…) для удобства работы с печатью. Итак мы получили печать себестоимостью около 0,8 грн. (если не считать расходы на лампу, комп, принтер, рукоятку).Предлагаем всё для изготовления печатей - от компьютера до экспозиционной камеры и материалов для изготовления. В комплексе вся установка будет стоить 1500 у.е. В эту сумму входит:1. Компьютер К-6-2-450/64Мб/10Гб/16Мб видео/CD-ROM52x/монитор 15"2. Принтер лазерный 600dpi, сканер 600-1200dpi3. Экспозиционная камера с таймером4. Комплект сырья для изготовления 50 -100 печатей5. Установка и обучение6. Гарантия 1,5 года на аппаратное обеспечение.7. ОбучениеRashid 2000г.
2011г. Статья устарела, технологии в принципе сейчас есть такие, компьютеры прогрессируют, цены другие, экспозиционную камеру лучше купить импортную (Китай) - там где найдете камеру, там же всё остальное - обучение, жидкий или твердый полимер и т.д.
Как открыть фирму по оформлению витрин. Советы
При организации бизнеса важно все – от помещения до рекламы. Большое внимание стоит уделить оформлению вывесок и витрин, в особенности – если речь идет малом предпринимательстве. Увы, большинство торговых точек …
Бизнес на солнечных коллекторах
Энергетические ресурсы планеты постепенно снижаются и люди пытаются найти альтернативу. Одним из самых приоритетных источников является солнце. Оно постоянно дает энергию, превышающую выработку всех электростанций. И этот источник можно использовать …
Чистка ковров как бизнес
В каждом доме есть ковры. В офисах полы покрыты ковровыми покрытиями. Все эти изделия нуждаются в чистке минимум пару раз в год, а в местах большого скопления людей – раз …
msd.com.ua
Технология лазерной печати
 Лазерную технологию печати принято делить на собственно лазерную и светодиодную.
Лазерную технологию печати принято делить на собственно лазерную и светодиодную. Суть светодиодной технологии сводится к тому, что изображение наносится на фотобарабан. Делается это с использованием линейки светодиодов. А собственно лазерная технология предполагает использование лазерного луча, и для его перемещения служит система зеркал.
В LED принтерах полупроводниковый лазер заменили «гребенкой» мельчайших светодиодов, которая позволила отказаться от системы вращающихся зеркал и линз. В зависимости от того, какие цвета воспроизводят лазерные принтеры, они бывают как черно-белые, так и цветные.
Разработка технологии лазерной печати принадлежит фирме Canon. Именно ею был создан механизм печати LBP-СХ. Затем совместно с фирмой Hewlett Packard она разработала контроллеры, которые обеспечивали совместимость механизма печати с компьютерными системами РС и UNIX. И уже в начале восьмидесятых годов прошлого века появился первый принтер НР LaserJet.
 Canon – по-прежнему лидер области лазерной технологии, хотя конкуренция год от года растет. Заметным прорывом в методах печати стало, например, широкое применение технологии Single pass. Именно она позволила увеличить скорость цветной лазерной печати. И в результате ее скорость стала такой же, как у монохромной печати.
Canon – по-прежнему лидер области лазерной технологии, хотя конкуренция год от года растет. Заметным прорывом в методах печати стало, например, широкое применение технологии Single pass. Именно она позволила увеличить скорость цветной лазерной печати. И в результате ее скорость стала такой же, как у монохромной печати. С помощью лазерных принтеров получают изображение путем позиционирования точек на бумаге. Процесс идет под управлением контроллера принтера. В этом суть так называемого растрового метода.
Как оказалось, эта технология очень хороша. Ведь лазерный принтер работает бесшумно, быстро и качественно. Габариты лазерных принтеров уменьшаются. Ко всему за счет совершенствования технологии постоянно снижается цена устройства, что всегда радует покупателей.
Сейчас, скажем, получили широкое распространение принтеры с использованием технологии фотокопирования. Эту технологию также называют электрофотографической. Она позволяет точно позиционировать точки на странице. И делает это она путем изменения электрического заряда на специальной пленке, которая изготовлена из фотопроводящего полупроводника.
Технология предполагает использование сухого порошка, то есть тонера. При печати на цветном лазерном принтере используются две технологии.
В одних принтерах на фотобарабане последовательно для каждого отдельного цвета формируется изображение. Лист печатается за четыре прохода. В других моделях происходит четыре последовательных прогона, и на фотобарабан наносится тонер каждого из четырех цветов. Когда бумага соприкасается с барабаном, на нее переносятся все четыре краски одновременно. Так достигается более ровная передача цветовых оттенков. Такие принтеры имеют большой объем памяти, процессор и обычно собственный винчестер.
mcgrp.ru
Изготовление высококачественных печатных плат в «домашних» условиях
Таити!.. Таити!..Не были мы ни на каком Таити!Нас и тут неплохо кормят! © Кот из мультика
Вступление с отступлением
Как в бытовых и лабораторных условиях делали платы раньше? Способов было несколько например:
- рисовали будущие проводники рейсфедерами;
- гравировали и резали резаками;
- наклеивали скотч или изоленту, потом рисунок вырезали скальпелем;
- изготавливали простейшие трафареты с последующим нанесением рисунка с помощью аэрографа.
Недостающие элементы дорисовывали рейсфедерами и ретушировали скальпелем.
Это был длительный и трудоемкий процесс, требующий от «рисователя» недюжинных художественных способностей и аккуратности. Толщина линий с трудом укладывалась в 0,8 мм, точность повторения была никакая, каждую плату нужно было рисовать отдельно, что сильно сдерживало выпуск даже очень маленькой партии печатных плат (далее ПП).
Что же мы имеем сегодня?
Прогресс не стоит на месте. Времена, когда радиолюбители рисовали ПП каменными топорами на шкурах мамонтов, канули в лету. Появление на рынке общедоступной химии для фотолитографии открывает перед нами совсем иные перспективы производства ПП без металлизации отверстий в домашних условиях.
Коротко рассмотрим химию, используемую сегодня для производства ПП.
Фоторезист
Можно использовать жидкий или пленочный. Пленочный в данной статье рассматривать не будем вследствие его дефицитности, сложностей прикатывания к ПП и более низкого качества получаемых на выходе печатных плат.
После анализа предложений рынка я остановился на POSITIV 20 в качестве оптимального фоторезиста для домашнего производства ПП.
Назначение:POSITIV 20 фоточувствительный лак. Используется при мелкосерийном изготовлении печатных плат, гравюр на меди, при проведении работ, связанных с переносом изображений на различные материалы.Свойства:Высокие экспозиционные характеристики обеспечивают хорошую контрастность переносимых изображений.Применение:Применяется в областях, связанных с переносом изображений на стекло, пластики, металлы и пр. при мелкосерийном производстве. Способ применения указан на баллоне.Характеристики:Цвет: синийПлотность: при 20°C 0,87 г/см3Время высыхания: при 70°C 15 мин.Расход: 15 л/м2Максимальная фоточувствительность: 310-440 нм
Подробнее о POSITIV 20 можно почитать здесь.
В инструкции к фоторезисту написано, что хранить его можно при комнатной температуре и он не подвержен старению. Категорически не согласен! Хранить его нужно в прохладном месте, например, на нижней полке холодильника, где обычно поддерживается температура +2 +6°C. Но ни в коем случае не допускайте отрицательных температур!
Если использовать фоторезисты, продаваемые «на розлив» и не имеющие светонепроницаемой упаковки, требуется позаботиться о защите от света. Хранить нужно в полной темноте и температуре +2 +6°C.
Просветитель
Аналогично, наиболее подходящим просветителем я считаю постоянно используемый мной TRANSPARENT 21.
Назначение:Позволяет непосредственно переносить изображения на поверхности, покрытые светочувствительной эмульсией POSITIV 20 или другим фоторезистом.Свойства:Придает прозрачность бумаге. Обеспечивает пропускание ультрафиолетовых лучей.Применение:Для быстрого переноса контуров рисунков и схем на подложку. Позволяет значительно упростить процесс репродуцирования и сократить временные затраты.Характеристики:Цвет: прозрачныйПлотность: при 20°C 0,79 г/см3Время высыхания: при 20°C 30 мин.Примечание:Вместо обычной бумаги с просветителем можно использовать прозрачную пленку для струйных или лазерных принтеров в зависимости от того, на чем будем печатать фотошаблон.
Проявитель фоторезиста
Существует много различных растворов для проявления фоторезиста.
Советуют проявлять с помощью раствора «жидкое стекло». Его химический состав: Na2SiO3*5h3O. Это вещество обладает огромным числом достоинств. Наиболее важным является то, что в нем очень трудно передержать ПП вы можете оставить ПП на не фиксированное точно время. Раствор почти не изменяет своих свойств при перепадах температуры (нет риска распада при увеличении температуры), также имеет очень большой срок хранения его концентрация остается постоянной не менее пары лет. Отсутствие проблемы передержки в растворе позволит увеличить его концентрацию для уменьшения времени проявления ПП. Рекомендуют смешивать 1 часть концентрата с 180 частями воды (чуть более 1,7 г силиката в 200 мл воды), но возможно сделать более концентрированную смесь, чтобы изображение проявлялось примерно за 5 секунд без риска разрушения поверхности при передержке. При невозможности приобретения силиката натрия используйте углекислый натрий (Na2СO3) или углекислый калий (K2СO3).
Также рекомендуют бытовое средство для прочистки сантехники «Крот».
Не пробовал ни первое, ни второе, поэтому расскажу, чем проявляю без каких-либо проблем уже несколько лет. Я использую водный раствор каустической соды. На 1 литр холодной воды 7 граммов каустической соды. Если нет NaOH, применяю раствор KOH, вдвое увеличив концентрацию щелочи в растворе. Время проявления 30-60 секунд при правильной экспозиции. Если по истечении 2 минут рисунок не проявляется (или проявляется слабо), и начинает смываться фоторезист с заготовки значит, неправильно выбрано время экспозиции: нужно увеличивать. Если, наоборот, быстро проявляется, но смываются и засвеченные участки, и незасвеченные либо слишком велика концентрация раствора, либо низкое качество фотошаблона (ультрафиолет свободно проходит сквозь «черное»): нужно увеличивать плотность печати шаблона.
Растворы травления меди
Лишнюю медь с печатных плат стравливают с помощью разных травителей. Среди людей, занимающихся этим дома, зачастую распространены персульфат аммония, перекись водорода + соляная кислота, раствор медного купороса + поваренная соль.
Я всегда травлю хлорным железом в стеклянной посуде. При работе с раствором нужно быть осторожным и внимательным: при попадании на одежду и предметы остаются ржавые пятна, которые с трудом удаляются слабым раствором лимонной (сок лимона) или щавелевой кислоты.
Концентрированный раствор хлорного железа подогреваем до 50-60°C, в него погружаем заготовку, стеклянной палочкой с ватным тампоном на конце аккуратно и без усилия водим по участкам, где хуже стравливается медь, этим достигается более ровное травление по всей площади ПП. Если не выравнивать принудительно скорость, увеличивается требуемая продолжительность травления, а это со временем приводит к тому, что на участках, где медь уже стравилась, начинается подтравливание дорожек. В итоге имеем совсем не то, что хотели получить. Очень желательно обеспечить непрерывное перемешивание травильного раствора.
Химия для смывки фоторезиста
Чем проще всего смыть уже ненужный фоторезист после травления? После многократных проб и ошибок я остановился на обыкновенном ацетоне. Когда его нет смываю любым растворителем для нитрокрасок.
Итак, делаем печатную плату
С чего начинается высококачественная печатная плата? Правильно:
Создание высококачественного фотошаблона
Для его изготовления можно воспользоваться практически любым современным лазерным или струйным принтером. Учитывая, что мы используем в рамках данной статьи позитивный фоторезист, там, где на ПП должна остаться медь, принтер должен рисовать черным. Где не должно быть меди принтер ничего не должен рисовать. Очень важный момент при печати фотошаблона: требуется установить максимальный полив красителя (в настройках драйвера принтера). Чем более черными будут закрашенные участки, тем больше шансов получить великолепный результат. Цвет не нужен, достаточно черного картриджа. Из той программы (рассматривать программы не будем: каждый волен выбирать сам от PCAD до Paintbrush), в которой рисовался фотошаблон, печатаем на обычном листе бумаги. Чем выше разрешение при печати и чем качественнее бумага, тем выше будет качество фотошаблона. Рекомендую не ниже 600 dpi, бумага не должна быть сильно плотной. При печати учитываем, что той стороной листа, на которую наносится краска, шаблон будет класться на заготовку ПП. Если сделать иначе, края у проводников ПП будут размытыми, нечеткими. Даем просохнуть краске, если это был струйный принтер. Далее пропитываем бумагу TRANSPARENT 21, даем просохнуть и фотошаблон готов.
Вместо бумаги и просветителя можно и даже очень желательно использовать прозрачную пленку для лазерных (при печати на лазерном принтере) или струйных (для струйной печати) принтеров. Учтите, что у этих пленок стороны неравнозначны: только одна рабочая. Если будете использовать лазерную печать, крайне рекомендую сделать «сухой» прогон листа пленки перед печатью просто прогоните лист через принтер, имитируя печать, но ничего не печатая. Зачем это нужно? При печати фьюзер (печка) прогреет лист, что неизбежно приведет к его деформации. Как следствие ошибка в геометрии ПП на выходе. При изготовлении двусторонних ПП это чревато несовпадением слоев со всеми вытекающими А с помощью «сухого» прогона мы прогреем лист, он деформируется и будет готов к печати шаблона. При печати лист во второй раз пройдет сквозь печку, но деформация при этом будет куда менее значительной проверено неоднократно.
Если ПП несложная, можно нарисовать ее вручную в очень удобной программе с русифицированным интерфейсом Sprint Layout 3.0R (~650 КБ).
На подготовительном этапе рисовать не слишком громоздкие электрические схемы очень удобно в также русифицированной программе sPlan 4.0 (~450 КБ).
Так выглядят готовые фотошаблоны, распечатанные на принтере Epson Stylus Color 740:
Печатаем только черным, с максимальным поливом красителя. Материал прозрачная пленка для струйных принтеров.
Подготовка поверхности ПП к нанесению фоторезиста
Для производства ПП используются листовые материалы с нанесенной медной фольгой. Самые распространенные варианты с толщиной меди 18 и 35 мкм. Чаще всего для производства ПП в домашних условиях используются листовые текстолит (прессованная с клеем ткань в несколько слоев), стеклотекстолит (то же самое, но в качестве клея используются эпоксидные компаунды) и гетинакс (прессованная бумага с клеем). Реже ситтал и поликор (высокочастотная керамика в домашних условиях применяется крайне редко), фторопласт (органический пластик). Последний также применяется для изготовления высокочастотных устройств и, имея очень хорошие электротехнические характеристики, может использоваться везде и всюду, но его применение ограничивает высокая цена.
Прежде всего, необходимо убедиться в том, что заготовка не имеет глубоких царапин, задиров и тронутых коррозией участков. Далее желательно до зеркала отполировать медь. Полируем не особо усердствуя, иначе сотрем и без того тонкий слой меди (35 мкм) или, во всяком случае, добьемся разной толщины меди на поверхности заготовки. А это, в свою очередь, приведет к разной скорости вытравливания: быстрее стравится там, где тоньше. Да и более тонкий проводник на плате не всегда хорошо. Особенно, если он длинный и по нему будет течь приличный ток. Если медь на заготовке качественная, без грехов, то достаточно обезжирить поверхность.
Нанесение фоторезиста на поверхность заготовки
Располагаем плату на горизонтальной или слегка наклоненной поверхности и наносим состав из аэрозольной упаковки с расстояния примерно 20 см. Помним, что важнейший враг при этом пыль. Каждая частица пыли на поверхности заготовки источник проблем. Чтобы создать однородное покрытие, распыляем аэрозоль непрерывными зигзагообразными движениями, начиная из верхнего левого угла. Не применяйте аэрозоль в избыточных количествах, так как это вызывает нежелательные подтеки и приводит к образованию неоднородного по толщине покрытия, требующего более длительного времени экспозиции. Летом при высокой температуре окружающей среды может потребоваться повторная обработка, либо необходимо распылять аэрозоль с меньшего расстояния для уменьшения потерь от испарения. При распылении не наклоняйте баллон сильно это приводит к повышенному расходу газа-пропеллента и как следствие аэрозольный баллон прекращает работу, хотя в нем остается еще фоторезист. Если вы получаете неудовлетворительные результаты при аэрозольном нанесении фоторезиста, используйте центрифужное покрытие. В этом случае фоторезист наносится на плату, закрепленную на вращающемся столе с приводом 300-1000 оборотов в минуту. После окончания нанесения покрытия плата не должна подвергаться воздействию сильного света. По цвету покрытия можно приблизительно определить толщину нанесенного слоя:
- светло-серый синий 1-3 микрона;
- темно-серый синий 3-6 микрон;
- синий 6-8 микрон;
- темно-синий более 8 микрон.
На меди цвет покрытия может иметь зеленоватый оттенок.
Чем тоньше покрытие на заготовке, тем лучше результат.
Я всегда наношу фоторезист на центрифуге. В моей центрифуге скорость вращения 500-600 об/мин. Крепление должно быть простым, зажим производится только по торцам заготовки. Закрепляем заготовку, запускаем центрифугу, брызгаем на центр заготовки и наблюдаем, как фоторезист тончайшим слоем растекается по поверхности. Центробежными силами излишки фоторезиста будут сброшены с будущей ПП, поэтому очень рекомендую предусмотреть защитную стенку, чтобы не превратить рабочее место в свинарник. Я использую обыкновенную кастрюлю, в днище которой по центру сделано отверстие. Через это отверстие проходит ось электродвигателя, на которой установлена площадка крепления в виде креста из двух алюминиевых реек, по которым «бегают» уши зажима заготовок. Уши сделаны из алюминиевых уголков, зажимаемых на рейке гайкой типа «барашек». Почему алюминий? Маленькая удельная масса и, как следствие, меньше биения при отклонении центра массы вращения от центра вращения оси центрифуги. Чем точнее отцентрировать заготовку, тем меньше будут биения за счет эксцентриситета массы и тем меньше усилий потребуется для жесткого крепления центрифуги к основанию.
Фоторезист нанесен. Даем ему просохнуть в течение 15-20 минут, переворачиваем заготовку, наносим слой на вторую сторону. Даем еще 15-20 минут на сушку. Не забываем о том, что попадание прямого солнечного света и пальцев на рабочие стороны заготовки недопустимы.
Дубление фоторезиста на поверхности заготовки
Помещаем заготовку в духовку, плавно доводим температуру до 60-70°C. При этой температуре выдерживаем 20-40 минут. Важно, чтобы поверхностей заготовки ничто не касалось допустимы только касания торцов.
Выравнивание верхнего и нижнего фотошаблонов на поверхностях заготовки
На каждом из фотошаблонов (верхний и нижний) должны быть метки, по которым на заготовке нужно сделать 2 отверстия для совмещения слоев. Чем дальше друг от друга метки, тем выше точность совмещения. Обычно я их ставлю по диагонали шаблонов. По этим меткам на заготовке с помощью сверлильного станка строго под 90° сверлим два отверстия (чем тоньше отверстия, тем точнее совмещение я использую сверло 0,3 мм) и совмещаем по ним шаблоны, не забывая о том, что шаблон должен прикладываться к фоторезисту той стороной, на которую была произведена печать. Прижимаем шаблоны к заготовке тонкими стеклами. Стекла предпочтительнее всего использовать кварцевые они лучше пропускают ультрафиолет. Еще лучшие результаты дает оргстекло (плексиглас), но оно имеет неприятное свойство царапаться, что неизбежно скажется на качестве ПП. При небольших размерах ПП можно использовать прозрачную крышку от упаковки компакт-диска. За неимением таких стекол можно использовать и обычное оконное, увеличив время экспозиции. Важно, чтобы стекло было ровным, обеспечивая ровное прилегание фотошаблонов к заготовке, иначе невозможно будет получить качественные края дорожек на готовой ПП.
Заготовка с фотошаблоном под оргстеклом. Используем коробку из-под компакт-диска.Экспозиция (засветка)
Время, требуемое для экспонирования, зависит от толщины слоя фоторезиста и интенсивности источника света. Лак-фоторезист POSITIV 20 чувствителен к ультрафиолетовым лучам, максимум чувствительности приходится на участок с длиной волны 360-410 нм.
Лучше всего экспонировать под лампами, диапазон излучения которых находится в ультрафиолетовой области спектра, но если такой лампы у вас нет можно использовать и обычные мощные лампы накаливания, увеличив время экспозиции. Не начинайте засветку до момента стабилизации освещения от источника необходимо, чтобы лампа прогрелась в течение 2-3 минут. Время экспозиции зависит от толщины покрытия и обычно составляет 60-120 секунд при расположении источника света на расстоянии 25-30 см. Используемые пластины стекла могут поглощать до 65% ультрафиолета, поэтому в таких случаях необходимо увеличивать время экспозиции. Лучшие результаты достигаются при использовании прозрачных плексигласовых пластин. При применении фоторезиста с длительным сроком хранения время экспонирования может потребоваться увеличить вдвое помните: фоторезисты подвержены старению!
Примеры использования различных источников света:
| ртутная лампа Philips HPR125 | 3 мин. | 30 см | покрытие из кварцевого стекла толщиной 5 мм |
| ртутная лампа 1000W | 1,5 мин. | 50 см | покрытие из кварцевого стекла толщиной 5 мм |
| ртутная лампа 500W | 2,5 мин. | 50 см | покрытие из кварцевого стекла толщиной 5 мм |
| кварцевая лампа 300W | 3-4 мин. | 30 см | покрытие из кварцевого стекла толщиной 5 мм |
| солнечный свет | 5-10 мин. | лето, в полдень, безоблачно | покрытие из кварцевого стекла толщиной 5 мм |
| лампы Osram-Vitalux 300W | 4-8 мин. | 40 см | покрытие из кварцевого стекла толщиной 8 мм |
Лампы УФ-излучения
Каждую сторону экспонируем по очереди, после экспозиции даем выстояться заготовке 20-30 минут в затемненном месте.
Проявление экспонированной заготовки
Проявляем в растворе NaOH (каустическая сода) подробнее смотрите в начале статьи при температуре раствора 20-25°C. Если до 2 минут проявления нет мало время экспозиции. Если проявляется хорошо, но смываются и полезные участки вы перемудрили с раствором (слишком велика концентрация) или слишком велико время экспозиции при данном источнике излучения или фотошаблон низкого качества недостаточно насыщенный печатаемый черный цвет позволяет ультрафиолету засвечивать заготовку.
При проявлении я всегда очень бережно, без усилий «катаю» ватным тампоном на стеклянной палочке по тем местам, где должен смыться засвеченный фоторезист, это ускоряет процесс.
Промывка заготовки от щелочи и остатков отслоившегося засвеченного фоторезиста
Я делаю это под водопроводным краном обычной водопроводной водой.
Повторное дубление фоторезиста
Помещаем заготовку в духовку, плавно поднимаем температуру и при температуре 60-100°C выдерживаем 60-120 минут рисунок становится прочным и твердым.
Проверка качества проявления
Кратковременно (на 5-15 секунд) погружаем заготовку в подогретый до температуры 50-60°C раствор хлорного железа. Быстро промываем проточной водой. В местах, где фоторезиста нет, начинается интенсивное травление меди. Если где-то случайно остался фоторезист, аккуратно механически удаляем его. Удобно это делать обычным или офтальмологическим скальпелем, вооружившись оптикой (очки для пайки, лупа часовщика, лупа на штативе, микроскоп).
Травление
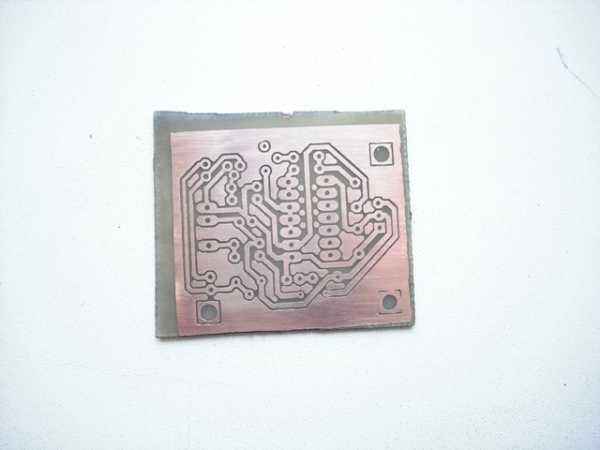
Травим в концентрированном растворе хлорного железа с температурой 50-60°C. Желательно обеспечить непрерывную циркуляцию травильного раствора. Плохо стравливающиеся места аккуратно «массируем» ватным тампоном на стеклянной палочке. Если хлорное железо свежеприготовленное, время травления обычно не превышает 5-6 минут. Промываем заготовку проточной водой.
Плата вытравленаКак готовить концентрированный раствор хлорного железа? Растворяем в слегка (до 40°C) подогретой воде FeCl3 до тех пор, пока не перестанет растворяться. Фильтруем раствор. Хранить нужно в затемненном прохладном месте в герметичной неметаллической упаковке в стеклянных бутылках, например.
Удаление уже ненужного фоторезиста
Смываем фоторезист с дорожек ацетоном или растворителем для нитрокрасок и нитроэмалей.
Сверление отверстий
Диаметр точки будущего отверстия на фотошаблоне желательно подбирать таким, чтобы впоследствии было удобно сверлить. Например, при требуемом диаметре отверстия 0,6-0,8 мм диаметр точки на фотошаблоне должен быть около 0,4-0,5 мм в таком случае сверло будет хорошо центроваться.
Желательно использовать сверла, покрытые карбидом вольфрама: сверла из быстрорежущих сталей очень быстро изнашиваются, хотя сталь можно применять для сверления одиночных отверстий большого диаметра (больше 2 мм), так как сверла с напылением карбида вольфрама такого диаметра слишком дорогие. При сверлении отверстий диаметром менее 1 мм лучше использовать вертикальный станок, иначе ваши сверла будут быстро ломаться. Если сверлить ручной дрелью неизбежны перекосы, ведущие к неточной стыковке отверстий между слоями. Движение сверху вниз на вертикальном сверлильном станке самое оптимальное с точки зрения нагрузки на инструмент. Карбидные сверла изготавливают с жестким (т.е. сверло точно соответствует диаметру отверстия) или с толстым (иногда называют «турбо-») хвостовиком, имеющим стандартный размер (обычно, 3,5 мм). При сверлении сверлами с карбидным напылением важно жестко закрепить ПП, так как такое сверло при движении вверх может приподнять ПП, перекосить перпендикулярность и вырвать фрагмент платы.
Сверла маленьких диаметров обычно вставляются либо в цанговый патрон (различных размеров), либо в трехкулачковый патрон. Для точной фиксации закрепление в трехкулачковом патроне не самый лучший вариант, и маленький размер сверла (меньше 1 мм) быстро делает желобки в зажимах, теряя хорошую фиксацию. Поэтому для сверл диаметром меньше 1 мм лучше использовать цанговый патрон. На всякий случай приобретите дополнительный набор, содержащий запасные цанги для каждого размера. Некоторые недорогие сверла производят с пластиковыми цангами выбросите их и купите металлические.
Для получения приемлемой точности необходимо правильно организовать рабочее место, то есть, во-первых, обеспечить хорошее освещение платы при сверлении. Для этого можно использовать галогенную лампу, прикрепив ее на штативе для возможности выбирать позицию (освещать правую сторону). Во-вторых, поднять рабочую поверхность примерно на 15 см выше столешницы для лучшего визуального контроля над процессом. Неплохо было бы удалять пыль и стружку в процессе сверления (можно использовать обычный пылесос), но это не обязательно. Надо отметить, что пыль от стекловолокон, образующаяся при сверлении, очень колкая и при попадании на кожу вызывает ее раздражение. И, наконец, при работе очень удобно пользоваться ножным включателем сверлильного станка.
Типичные размеры отверстий:
- переходные отверстия 0,8 мм и менее;
- интегральные схемы, резисторы и т.д. 0,7-0,8 мм;
- большие диоды (1N4001) 1,0 мм;
- контактные колодки, триммеры до 1,5 мм.
Старайтесь избегать отверстий диаметром менее 0,7 мм. Всегда держите не менее двух запасных сверл 0,8 мм и менее, так как они всегда ломаются именно в тот момент, когда вам срочно надо сделать заказ. Сверла 1 мм и больше намного надежнее, хотя и для них неплохо бы иметь запасные. Когда вам надо изготовить две одинаковые платы, то для экономии времени их можно сверлить одновременно. При этом необходимо очень аккуратно сверлить отверстия в центре контактной площадки около каждого угла ПП, а для больших плат отверстия, расположенные близко от центра. Положите платы друг на друга и, используя центрующие отверстия 0,3 мм в двух противоположных углах и штифты в качестве колышков, закрепите платы относительно друг друга.
При необходимости можно зенковать отверстия сверлами большего диаметра.
Лужение меди на ПП
Если нужно облудить дорожки на ПП, можно воспользоваться паяльником, мягким низкоплавким припоем, спиртоканифольным флюсом и оплеткой коаксиального кабеля. При больших объемах лудят в ванных, наполненных низкотемпературными припоями с добавлением флюсов.
Наиболее популярным и простым расплавом для лужения является легкоплавкий сплав «Розе» (олово 25%, свинец 25%, висмут 50%), температура плавления которого 93-96°C. Плату при помощи щипцов помещают под уровень жидкого расплава на 5-10 секунд и, вынув, проверяют, вся ли медная поверхность покрыта равномерно. При необходимости операцию повторяют. Сразу же после вынимания платы из расплава его остатки удаляют либо с помощью резинового ракеля, либо резким встряхиванием в направлении, перпендикулярном плоскости платы, удерживая ту в зажиме. Другим способом удаления остатков сплава «Розе» является нагрев платы в термошкафу и встряхивание. Операция может проводиться повторно для достижения монотолщинного покрытия. Чтобы предотвратить окисление горячего расплава, в емкость для лужения добавляют глицерин, так чтобы его уровень покрывал расплав на 10 мм. После окончания процесса плата отмывается от глицерина в проточной воде. Внимание! Данные операции предполагают работу с установками и материалами, находящимися под действием высокой температуры, поэтому для предотвращения ожога необходимо пользоваться защитными перчатками, очками и фартуками.
Операция лужения сплавом олово-свинец протекает аналогично, но более высокая температура расплава ограничивает область применения данного способа в условиях кустарного производства.
Хочу поделиться еще одним способом лужения при помощи сплава «Розе», также проверенным на практике. Обыкновенная водопроводная вода наливается в консервную банку или небольшую мисочку, добавляется немного лимонной кислоты или уксуса, ставится на плиту. В кипящую воду помещается плата, высыпается несколько застывших капель сплава «Розе», которые тут же плавятся в кипящей воде, и ваткой, намотанной на длинный пинцет или палочку (чтобы не обжечься паром), аккуратно размазываются по дорожкам. По завершении процесса вода сливается, а застывшие остатки сплава складываются в какую-либо емкость до следующего использования.
Не забудьте после лужения очистить плату от флюса и тщательно обезжирить.
Если у вас большое производство можно использовать химическое лужение.
Нанесение защитной маски
Операции с нанесением защитной маски в точности повторяют все, что было написано выше: наносим фоторезист, сушим, дубим, центруем фотошаблоны масок, экспонируем, проявляем, промываем и еще раз дубим. Само собой, пропускаем шаги с проверкой качества проявления, травлением, удалением фоторезиста, лужением и сверлением. В самом конце дубим маску в течение 2 часов при температуре около 90-100°C она станет прочной и твердой, как стекло. Образованная маска защищает поверхность ПП от внешнего воздействия и предохраняет от теоретически возможных замыканий при эксплуатации. Также она играет не последнюю роль при автоматической пайке не дает «сесть» припою на соседние участки, замыкая их.
Все, двусторонняя печатная плата с маской готова
Мне приходилось таким образом делать ПП с шириной дорожек и шагом между ними до 0,05 мм (!). Но это уже ювелирная работа. А без особых усилий можно делать ПП с шириной дорожки и шагом между ними 0,15-0,2 мм.
На плату, показанную на фотографиях, я маску не наносил не было такой необходимости.
Печатная плата в процессе монтажа на нее компонентовА вот и само устройство, для которого делалась ПП:
Это сотовый телефонный мост, позволяющий в 2-10 раз снизить стоимость услуг мобильной связи ради этого стоило возиться с ПП ;). ПП с распаянными компонентами находится в подставке. Раньше там было обыкновенное зарядное устройство для аккумуляторов мобильного телефона.
Дополнительная информация
Металлизация отверстий
В домашних условиях можно выполнить даже металлизацию отверстий. Для этого внутренняя поверхность отверстий обрабатывается 20-30-процентным раствором азотнокислого серебра (ляпис). Затем поверхность очищается ракелем и плата сушится на свету (можно использовать УФ-лампу). Суть этой операции в том, что под действием света азотнокислое серебро разлагается, и на плате остаются вкрапления серебра. Далее производится химическое осаждение меди из раствора: сернокислая медь (медный купорос) 2 г, едкий натр 4 г, нашатырный спирт 25-процентный 1 мл, глицерин 3,5 мл, формалин 10-процентный 8-15 мл, вода 100 мл. Срок хранения приготовленного раствора очень мал готовить нужно непосредственно перед применением. После осаждения меди плату промывают и сушат. Слой получается очень тонким, его толщину необходимо увеличить до 50 мкм гальваническим способом.
Раствор для нанесения медного покрытия гальваническим способом:На 1 литр воды 250 г сульфата меди (медный купорос) и 50-80 г концентрированной серной кислоты. Анодом служит медная пластинка, подвешенная параллельно покрываемой детали. Напряжение должно быть 3-4 В, плотность тока 0,02-0,3 A/см2, температура 18-30°C. Чем меньше ток, тем медленнее идет процесс металлизации, но тем качественнее получаемое покрытие.
Фрагмент печатной платы, где видна металлизация в отверстииСамодельные фоторезисты
Фоторезист на основе желатина и бихромата калия:Первый раствор: 15 г желатина залить 60 мл кипяченой воды и оставить для набухания на 2-3 часа. После набухания желатина поставить емкость на водяную баню при температуре 30-40°C до полного растворения желатина.Второй раствор: в 40 мл кипяченой воды растворить 5 г двухромовокислого калия (хромпик, порошок ярко-оранжевого цвета). Растворять при слабом рассеянном освещении.В первый раствор при интенсивном перемешивании влить второй. В полученную смесь пипеткой добавить несколько капель нашатырного спирта до получения соломенного цвета. Фотоэмульсия наносится на подготовленную плату при очень слабом освещении. Плата сушится до «отлипа» при комнатной температуре в полной темноте. После экспонирования плату при слабом рассеянном освещении промыть в теплой проточной воде до удаления незадубленного желатина. Чтобы лучше оценить результат, можно окрасить участки с неудаленным желатином раствором марганцовки.
Усовершенствованный самодельный фоторезист:Первый раствор: 17 г столярного клея, 3 мл водного раствора аммиака, 100 мл воды оставить для набухания на сутки, затем греть на водяной бане при 80°C до полного растворения.Второй раствор: 2,5 г бихромата калия, 2,5 г бихромата аммония, 3 мл водного раствора аммиака, 30 мл воды, 6 мл спирта.Когда первый раствор остынет до 50°C, при энергичном перемешивании влейте в него второй раствор и полученную смесь профильтруйте (эту и последующие операции необходимо проводить в затемненном помещении, солнечный свет недопустим!). Эмульсия наносится при температуре 30-40°C. Дальше как в первом рецепте.
Фоторезист на основе бихромата аммония и поливинилового спирта:Готовим раствор: поливиниловый спирт 70-120 г/л, бихромат аммония 8-10 г/л, этиловый спирт 100-120 г/л. Избегать яркого света! Наносится в 2 слоя: первый слой сушка 20-30 минут при 30-45°C второй слой сушка 60 минут при 35-45°C. Проявитель 40-процентный раствор этилового спирта.
Химическое лужение
Прежде всего, плату необходимо декапировать, чтобы удалить образовавшийся окисел меди: 2-3 секунды в 5-процентном растворе соляной кислоты с последующей промывкой в проточной воде.
Достаточно просто осуществлять химическое лужение погружением платы в водный раствор, содержащий хлорное олово. Выделение олова на поверхности медного покрытия происходит при погружении в такой раствор соли олова, в котором потенциал меди более электроотрицателен, чем материал покрытия. Изменению потенциала в нужном направлении способствует введение в раствор соли олова комплексообразующей добавки тиокарбамида (тиомочевины). Такого типа растворы имеют следующий состав (г/л):
| Двухлористое олово SnCl2*2h3O | 5,5 | 5-8 | 20 | 10 |
| Тиокарбамид CS(Nh3)2 | 50 | 35-50 | - | - |
| Серная кислота h3SO4 | - | 30-40 | - | - |
| Винная кислота C4H6O6 | 35 | - | - | - |
| Каустическая сода NaOH | - | 6 | - | - |
| Молочнокислый натрий | - | - | 200 | - |
| Сернокислый алюминий-аммоний (алюмоаммонийные квасцы) | - | - | - | 300 |
| Температура, °C | 60-70 | 50-60 | 18-25 | 18-25 |
Среди перечисленных наиболее распространены растворы 1 и 2. Иногда в качестве поверхностно-активного вещества для 1-го раствора предлагается использование моющего средства «Прогресс» в количестве 1 мл/л. Добавление во 2-й раствор 2-3 г/л нитрата висмута приводит к осаждению сплава, содержащего до 1,5% висмута, что улучшает паяемость покрытия (препятствует старению) и многократно увеличивает срок хранения до пайки компонентов у готовой ПП.
Для консервации поверхности применяют аэрозольные распылители на основе флюсующих композиций. Нанесенный на поверхность заготовки лак после высыхания образует прочную гладкую пленку, которая препятствует окислению. Одним из популярных веществ является «SOLDERLAC» фирмы Cramolin. Последующая пайка проводится прямо по обработанной поверхности без дополнительного удаления лака. В особо ответственных случаях пайки лак можно удалить спиртовым раствором.
Искусственные растворы для лужения ухудшаются с течением времени, особенно при контакте с воздухом. Поэтому если у вас большие заказы бывают нечасто, то старайтесь приготовить сразу небольшое количество раствора, достаточное для лужения нужного количества ПП, а остатки раствора храните в закрытой емкости (идеально подходят бутылки типа используемых в фотографии, не пропускающие воздух). Также необходимо защищать раствор от загрязнения, которое может сильно ухудшить качество вещества.
В заключение хочу сказать, что все же лучше использовать готовые фоторезисты и не заморачиваться с металлизацией отверстий в домашних условиях великолепных результатов все равно не получите.
www.ixbt.com
Материалы для лазерной печати - Бюро рекламных технологий
Расходные материалы для лазерной печати - офисная бумага, фотобумага, пленка, этикетки дизайнерский картон - широко применяются при изготовлении буклетов, листовок, флаеров, визитных карточек, открыток, календарей, и другой представительской, рекламной полиграфической продукции.
Лазерная печать - это высокая скорость изготовления (в сравнении со струйной печатью), невысокая стоимость, приемлемое, в большинстве случаев, качество. Мы не советуем печатать фотографии на лазерном принтере, для этого лучше всего подходит шестицветный "струйник", но всё остальное - пожалуйста!
| Совместимые расходные материалы Lomond не уступают по качеству оригинальной продукции и позволяют при печати больших тиражей значительно сэкономить. Больше информации |
Градация материалов:
- Плотность. Бумага плотностью 80-90 г/м2 считается универсальной и подходит практически ко всем печатным устройствам, но она обычно не имеет специального покрытия и не слишком удобно в работе (поэтому Lomond представляет в линейке только плотности от 130 г/м2 и выше). Бумага меньшей плотности легко рвётся, сминается и может застрять в принтере.
- Гладкость. Бумага, обладающая наиболее гладкой и ровной поверхностью, обеспечивает равномерное нанесение тонера и, значит, лучшую цветопередачу при цветной печати или копировании.
- Жесткость. Или сопротивляемость листа в подвешенном состоянии к изгибу, имеет большое значение при копировальных роботах.
- Непрозрачность. Параметр очень важен при необходимости двусторонней печати и, как правило, зависит от плотности — чем плотнее, тем непрозрачнее.
- Низкий уровень пыльности. Бумажная пыль образуется при прохождении бумаги по тракту, забивает валики и затрудняет приём листов. Так что, чем меньше «пылит» бумага, тем динамичнее идёт процесс печати, и тем дольше живёт техника.
- Степень белизны. Обычно белая офисная бумага имеет степень белизны не менее 90%. Для повседневной печати подойдёт бумага ISO 90%, а для презентационных документов лучше выбирать более высокий показатель белизны до 98%.
Кроме бумаг в ассортименте под торговой маркой Lomond также представлены плёнки для вывода штриховой и полутоновой графики, картриджи, тонер и термотрансфер.
COLOUR LASER PAPER - Бумаги этой серии идеально подойдут для высококачественной полноцветной печати на лазерных принтерах и электрофотогрофических копировально-множительных аппаратах. В серию входит универсальная матовая бумага (суперкаландрированная, с двухсторонним покрытием), сочетающая в себе свойства как непокрытых, так и покрытых шелковистых бумаг, глянцевая и суперглянцевая (односторонняя), позволяющая сделать лазерную печать фотореалистичной. Все бумаги обеспечивают превосходную адгезию тонера, а отпечатки обладают высокой чёткостью, контрастностью и долговечностью. Это бумага имеет презентабельный вид, она гладкая и приятная на ощупь, обеспечивает на отпечатках разрешение до 1200 dpi и, благодаря разнообразию поверхностей и различной плотности, позволяет выбрать наиболее подходящий материал для каждой конкретной задачи. Это серия не только удовлетворяет всем вышеперечисленным критериям, но и обладает повышенной износостойкостью - ей на роду пописано выходить «в тираж», испытывать серьёзные нагрузки. Поэтому специалисты рекомендуют Colour Laser Paper для скоростной печати цветных брошюр, визиток, книг, постеров.
ПЛЁНКИ ДЛЯ ЛАЗЕРНОЙ ПЕЧАТИ - Полиэстеровые плёнки Lomond РЕ Laser Film используются при печати в чёрно-белых и цветных лазерных принтерах и копировальных аппаратах. Плёнки обеспечивают превосходную контрастность и чёткость изображения, максимально возможное разрешение и реалистичную цветопередачу. Отлично держат тонер. Плёнки толщиной 100 мкм применяются в аппаратах с обычным температурным режимом в рабочей области, плёнки толщиной 125 мкм и выше — в аппаратах с повышенным температурным режимом. Как правило, такие плёнки используются для изготовления слайдов, печати оригинал-макетов и цветоделенных форм.
САМОКЛЕЯЩАЯСЯ БУМАГА ДЛЯ ПОЛНОЦВЕТНОЙ ПЕЧАТИ - Матовая и глянцевая самоклеящаяся бумага Lomond делает возможной печать полноцветных лейблов, этикеток и т.п., которые используются как наклейки на почтовую корреспонденцию, диски, товарные упаковки и любые другие необходимые изделия. Бумага разработана для полноцветной печати на различных типах лазерных принтеров, хорошо притягивает тонер и отличается идеальной проходимостью через принтер без коробления бумаги
ТЕРМОТРАНСФЕР ДЛЯ ЛАЗЕРНОЙ ПЕЧАТИ - Специальная бумага, предназначенная для переноса с помощью специального термопресса полноцветных изображений, напечатанных с помощью цветного лазерного принтера или копировального аппарата, на изделия из ткани, коврики для мыши, пазлы, керамические кружки, магнитные стикеры и металлические поверхности. Майки и футболки с нанесённым таким образом изображением можно стирать — картинка сохраняется даже после 50 стирок и выдерживает непродолжительный нагрев до 160 градусов.
Приобрести материалы для лазерной печати можно в нашем интернет-магазине shop.brt.com.ua
brt.com.ua
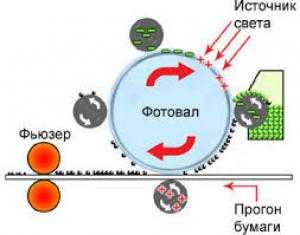
Технология лазерной печати или как работает лазерный принтер
Технология лазерной печати включает в себя семь последовательных операций по созданию заданного изображения на листе бумаги. Это весьма интересный и технологичный процесс, который можно разделить на два основных этапа: нанесение изображения и его закрепление. Первый этап связан с работой картриджа, второй протекает в блоке термозакрепления (печке). В итоге за считанные секунды на белом листе бумаги мы получаем интересующее нас изображение.
Итак, что же происходит за столь короткий промежуток времени в принтере? Давайте в этом разберемся.
Заряд
Напомним, что тонер является мелкодисперсной субстанцией (5-30 микрон), и его частицы очень легко принимают любой электрический заряд.
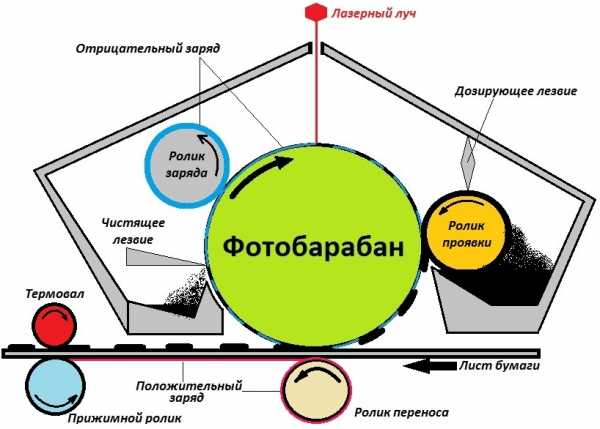
В картридже ролик заряда обеспечивает равномерную передачу отрицательного заряда фотобарабану. Это происходит когда ролик заряда прижимается к фотобарабану, и вращаясь в одном направлении (при этом равномерно сообщая отрицательный статический заряд фотобарабану), заставляет его вращаться в другом.
Таким образом, поверхность фотобарабана имеет равномерно расположенный по площади отрицательный заряд.
Экспонирование
В следущем процессе происходит экспонирование будущего изображения на фотобарабане.
Это происходит благодаря лазеру. Лазерный луч при попадании на поверхность фотобарабана снимает в этом месте отрицательный заряд (точка становиться нейтрально заряженной). Таким образом, лазерный луч формирует будущую картинку по заданным координатам в программе. Исключительно в тех местах где это необходимо.
Так мы получаем экспонированную часть изображения в виде отрицательно заряженных точек на поверхности фотобарабана.
Проявка
Далее на экспонированное изображение на поверхности фотобарабана ровным тонким слоем с помощью ролика проявки наносится тонер. Частицы тонера принимают отрицательный заряд и формируют на поверхности барабана будущее изображение.
Перенос
Следущим этапом является перенос тонерного отрицательно заряженного изображения с фотобарабана на чистый лист бумаги.
Это происходит в результате соприкосновения ролика переноса изображения с листом бумаги (лист проходит между роликом переноса и фотобарабаном). Ролик переноса имеет высокий положительный потенциал, в результате чего все отрицательно заряженные частицы тонера (в виде сформированного изображения) переносятся на лист бумаги.
Закрепление
Следующим этапом в лазерной печати является закрепление изображения из тонера на листе бумаги в блоке термозакрепления (в печке).
По своей сути это процесс «запекания» тонера на бумаги. Лист с тонером, проходя между термовалом и прижимным роликом, подвергается термо-барической (температура и давление) обработке, в результате чего тонер на листе закрепляется и становится устойчивым к внешним механическим воздействиям.
На нашем рисунке Вы видите термовал и прижимной ролик. Термовал используется в ряде аппаратов лазерного типа печати. Внутри термовала применяется галогеновая лампа, которая и осуществляет разогрев (нагревательный элемент).
Существует и другие модели аппаратов лазерного типа печати, где вместо термовала используется термопленка (как нагревательный элемент). Отличие между ними в том, что при работе галогенового нагревателя требуется больше времени. Стоит отметить тот факт, что аппараты с термопленкой весьма сильно подвержены механическим воздействиям посторонних предметов (скрепок, скоб от степлера) на листе бумаги. Это чревато выходом из строя самой термопленки. Она очень чувствительна к повреждениям.
Очистка
Так как при всем этом процессе на поверхности фотобарабана остается небольшое количество тонера, в картридже устанавливается ракель (чистящее лезвие) для очистки от остаточных микрочастиц тонера вала фотобарабана.
Прокручиваясь, вал подвергается очистке. Остаточный порошок попадает в бункер с отработанным тонером.
Снятие заряда
При последнем этапе вал фотобарабана соприкасается с роликом заряда. Это приводит к тому, что на поверхности барабана снова выравнивается «карта» отрицательного заряда (до этого момента на поверхности оставались как отрицательно заряженные места так и нейтрально заряженные – они и были проекцией изображения).
Таким образом ролик заряда снова сообщает поверхности фотобарабана равномерно распределенный отрицательный потенциал.
Так заканчивается цикл печати одного листа.
Заключение
Таким образом технология лазерной печати включает в себя семь последовательных этапов переноса и закрепления изображения на бумаге. На современных аппаратах такой процесс печати одного изображения на бумаге А4 занимает всего считанные секунды.
При восстановлении картриджей происходит замена износившихся внутренних деталей, таких как фотобарабан, ролик заряда или магнитный вал. Эти составляющие находятся внутри картриджа, и Вы можете увидеть их на рисунке, приведенном выше. Из-за износа этих элементов значительно ухудшается качество печати.
Немного об истории лазерной печати
Ну и напоследок немного о разработке технологии лазерной печати. Удивительно, но технология лазерной печати появилась раньше, например той же технологии матричной печати. Chester Carlson в 1938 году изобрел метод печати, получивший название электрография. Он применялся в копировальных аппаратах того времени (60-70-е года прошлого века).
Непосредственно саму разработку и создание первого лазерного принтера предписывают Гэри Старквеатер (Gary Starkweather). Он являлся сотрудником фирмы Xerox. Его идея заключалась в том, чтобы использовать технологию копировального устройства для создания принтера.
В 1971 году впервые появился первый лазерный принтер фирмы Xerox. Он назывался Xerox 9700 Electronic Printing System. Серийное производство было налажено позже – в 1977 году.

help-tula.ru